您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2020-05-18 10:37
作者:王令,李凯
单位:徐州美驰车桥有限公司
1 序言
车桥是汽车底盘行驶系的重要组成部分,通过悬架和车架相连,它的两端安装车轮,其功用是传递车架与车轮之间各方向的作用力及其力矩。根据车桥上车轮的作用不同,车桥分成转向桥、驱动桥、转向驱动桥和支持桥四种。驱动桥由主减速器、差速器、半轴、驱动桥壳及轮毂等组成。部分匹配载重货车、大型客车、越野汽车及其他一些大型工矿用车等具有较大的主传动比和较大的离地间隙时,需要在两侧驱动轮的近旁装配轮边减速器。
作为汽车传动系中最后一级减速增扭的关键总成,轮边减速器可满足在总传动比相同的条件下,使变速器、传动轴、主减速器、差速器和半轴等部件的载荷减少,尺寸变小以及使驱动桥获得较大的离地间隙等优点。轮边减速器主要是由太阳轮、行星轮、齿圈和行星轮架组成,一般其主动件太阳轮与半轴相连,被动件行星轮架与车轮相连,齿圈与桥壳相接,采用轮边减速器是为了提高汽车的驱动力,以满足或修正整个传动系统力的匹配。
2 情况描述
某一用户的车辆工作2100h后,发现车桥轮边减速箱异响,拆解主减速箱后发现齿圈断裂成3部分,其中有一断裂小块遗失,如图1所示。该齿圈选用棒材锻造而成,材料为中碳合金钢40Cr,执行标准GB/T 3077—2015《合金结构钢》。为保证齿圈的表面接触疲劳强度和弯曲疲劳强度,本文工件的热处理工艺:正火+表面感应淬火+低温回火。
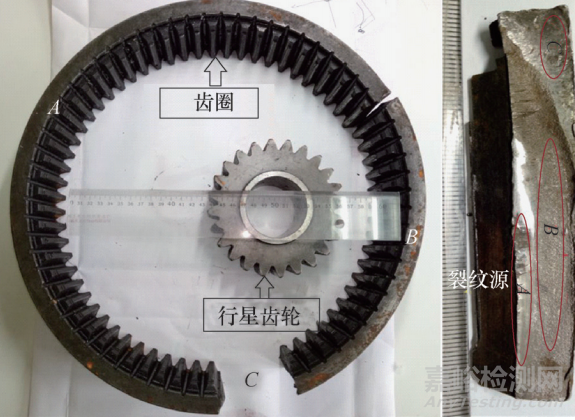
图1 失效齿圈的宏观断口形貌
3 结果与讨论
3.1 宏观分析
如图1所示,齿圈碎裂成三块,裂纹起始源都位于齿圈的根部,向齿圈基体扩展,最终穿透整个齿圈,断口具有典型的疲劳特征,多个疲劳源、疲劳扩展区域和瞬间断裂区,对应图1断口形貌的A、B、C区域(红色椭圆标记处)。
3.2 微观分析
采用扫描电子显微镜对断口进一步分析,图2为齿圈断口裂纹源的SEM形貌,断口存在明显的疲劳辉纹(贝纹线),这表明裂纹源是在循环应力下形成的,并进行扩展,且断口起始位置存在挤压变形。图3为断口扩展区的形貌,同样存在疲劳条纹和塑料变形,表明零件弯曲疲劳强度不满足功能要求。

图2 齿圈断口裂纹源的SEM形貌图
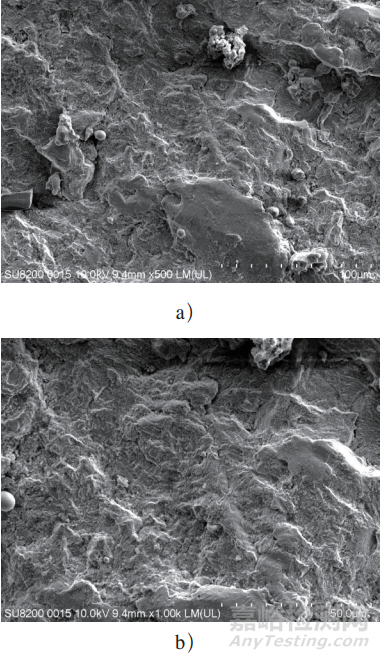
图3 齿圈断口扩展区的SEM形貌图
3.3 原材料化学成分及显微组织分析
本文工件所选材料为40Cr,采用光谱分析仪(SPECTRO/LAB LAVM10)对齿圈进行材料化学成分分析,先采用40Cr光谱标准样块进行设备校核,其实测结果见表1,齿轮材料化学成分符合标准GB/T 3077—2015《合金结构钢》的要求。图4为基体锻造后正火的金相组织,主要为珠光体+铁素体,说明锻件原始组织满足要求。
表1 齿圈材料化学成分(质量分数) (%)

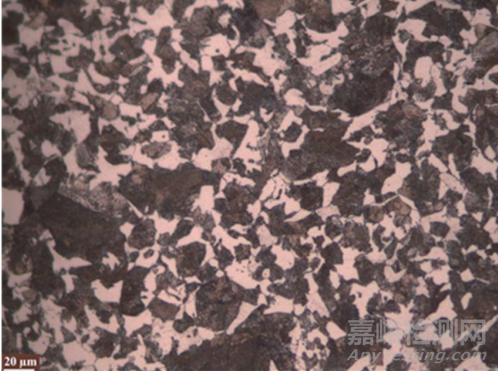
图4 齿圈基体正火金相组织
3.4 齿圈热处理性能分析
采用洛氏硬度计(Wilson Rockwell574)测量断裂齿圈的心部硬度、节圆和根部表面硬度,采用维氏硬度计(Wilson 402MVD)测量断裂齿圈的有效硬化层深度,检测前先采用标准试块进行校准、对断裂齿圈的断口进行金相取样,经镶嵌、打磨、抛光、腐蚀后,采用光学显微镜(Leica/DMI00M)进行显微金相组织检测,结果见表2,节圆表面硬度和心部硬度符合技术要求,但根部表面硬度低且有效硬化层深度浅,同时根部表面金相组织不合格,导致齿圈根部的弯曲疲劳强度不满足设计要求,降低了疲劳寿命。
表2 齿圈的性能及金相组织

3.5 齿圈显微组织分析
图5为齿圈截面金相腐蚀后的宏观图片,裂纹起始于根部,向基体扩展,热影响区可以反映出齿圈的齿部和根部都进行了感应加热。
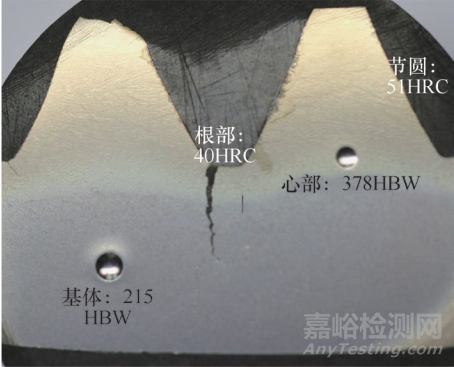
图5 齿圈截面金相腐蚀后的宏观图片
图6为齿圈节圆部位的表面金相组织,主要为细马氏体。
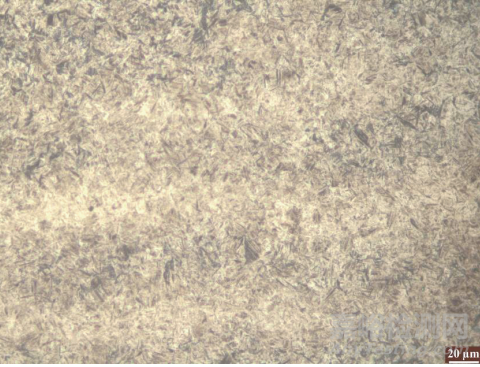
图6 齿圈节圆表面金相组织
图7为齿圈根部表面金相组织,存在大量的网状屈氏体和网状铁素体,这与感应淬火加热后冷却不足有关,直接导致表面硬度和有效硬化层深度达不到设计要求,从而降低了零件弯曲疲劳强度。除淬火冷却介质的本身冷却特性外,本文研究的齿圈根部空间位置相对狭小,淬火冷却介质喷入的量相对较少,造成淬火冷却速度慢,在随后的转变过程中,生成了一部分网状屈氏体和网状铁素体,导致根部硬度降低,金相组织不合格。
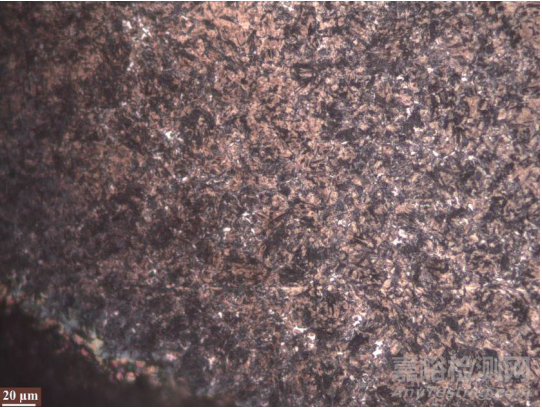
图7 齿圈根部表面金相组织
图8为齿圈心部金相组织,主要为马氏体+大量屈氏体+少量铁素体,距表面6mm的齿圈心部已被感应加热和淬火,表明本文选取的常温状态下浓度为4%左右的淬火冷却介质冷却特性足够好,若采用冷却特性更好的水,则存在较大的淬裂风险。因此本文从淬火冷却介质的压力速度、淬火冷却介质的初始喷射量以及喷射角度进行改进,务必保证齿圈根部时刻有足够量的淬火冷却介质进行冷却和带走热量,经过工艺调整和验证后,在原有的过程参数基础上,通过提高淬火冷却介质的喷射速度并加大流量,调整喷射角度,齿圈感应加热后瞬间冷却,齿轮根部表面硬度、金相组织及有效硬化层深度全部满足要求,并通过台架耐久试验。
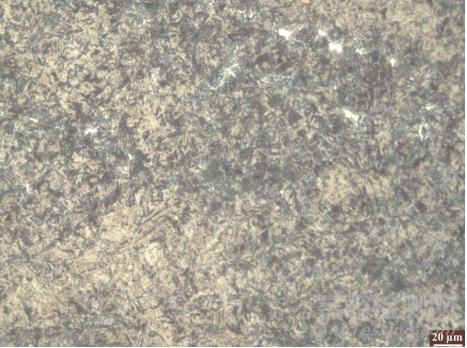
图8 齿圈心部金相组织
4 结束语
1)齿圈的失效模式为疲劳断裂,主要原因是感应淬火冷却不足,导致齿圈根部表面硬度、有效硬化层深度及表面金相组织不满足图样要求,直接降低零件根部的弯曲疲劳强度。
2)齿圈材料的化学成分、心部硬度、基体硬度、节圆表面硬度和金相组织符合图样要求。
参考文献:略。

来源:金属加工


