您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2020-03-23 16:17
20Cr2Ni4A钢作为渗碳材料,特点是大量使用Cr、Ni提高了淬透性,改善了心部组织,渗碳后硬度及耐磨性很高,同时内氧化倾向小,具有优良的综合力学性能,一般用于制造重要零件,如重载、大模数齿等。
我公司生产的某型号的联轴器,其轴承外圈采用的材质为20Cr2Ni4A,经过渗碳淬火后,在磨削过程中发现裂纹,报废率达到26%。针对这一问题,我们对20Cr2Ni4A轴承外圈进行了深入的分析。
1.理化试验检测
(1)裂纹形态检测
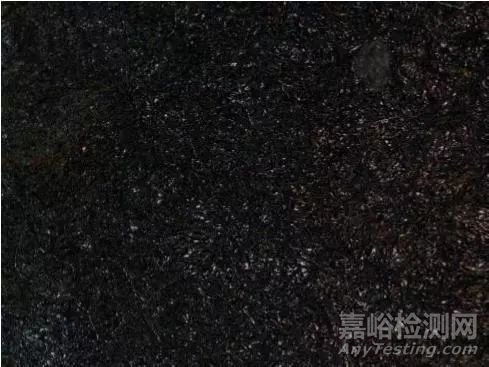
经磁粉着色探伤发现,在轴承外圈磨削面上规则排列的条状裂纹,裂纹深度较浅,并且深度基本一致,方向垂直于磨削方向,属于典型的第一类磨削裂纹,见图1。

图1 20Cr2Ni4A轴承外圈裂纹形貌
(2)化学成分检测
使用SPECTROMAXX台式光谱仪对开裂的轴承外圈进行化学成分检测,见表1。
表1 20Cr2Ni4A轴承外圈化学成分(质量分数) (%)
|
元素 |
C |
Si |
Mn |
P |
S |
Cr |
Ni |
Mo |
|
标准值 |
0.17~0.23 |
0.17~0.37 |
0.30~0.60 |
≤0.030 |
≤0.030 |
1.25~1.65 |
3.25~3.65 |
— |
|
检测值 |
0.20 |
0.29 |
0.49 |
0.027 |
0.016 |
1.36 |
3.35 |
0.0017 |
由此判断,开裂内齿圈的化学成分符合GB/T 3077中20Cr2Ni4A的标准。
(3)金相检测
将开裂的轴承外圈在裂纹处切取小试块,试样经镶嵌、磨抛处理、4%硝酸酒精腐蚀后,采用ZEISS Axio Vert.A1 金相显微镜,分析裂纹附近的组织,用金相法评定残留奥氏体含量。由图2可知,非裂纹面的残余奥氏体含量有10%~18%,裂纹面由于残留奥氏体发生转变,其含量有5%~10%。

(a)非裂纹面残留奥氏体(500×)
(b)裂纹面残留奥氏体(500×)
图2 开裂轴承外圈金相组织
2.磨削裂纹原因分析
磨削裂纹的产生,皆有内部应力诱发所致。20Cr2Ni4A钢的渗碳层是有马氏体和残余奥氏体组成,它们都是不稳定的且处于膨胀状态,磨削时产生的高热使工件表面特别是砂轮与工件接触部分的表面温度快速升高,使得部分残留奥氏体向马氏体转变,形成含碳量为0. 9 %~1. 12 %的二次淬火马氏体。该二次淬火马氏体的正断抗力为600~700MPa,并且韧性极差。正是由于这种脆性大、强度低的相存在,导致在磨削过程中发生了磨裂现象。
此外,20Cr2Ni4A含Ni量较高,随着含Ni量的增加,表层逐渐显现出轴向和切向的残留拉应力,即组织应力的作用愈趋显著。这种表层残留了残余拉应力的钢,其表面对裂纹很敏感,较容易产生淬火裂纹。
3.改进措施
综合以上分析,可以认定20Cr2Ni4A轴承外圈产生批量磨削裂纹的主要原因是,渗碳淬火件,表层残留奥氏体量较多,在磨削过程中转变为二次淬火马氏体,该二次淬火马氏体应力较大,与其他应力叠加超过材料脆断抗力,导致磨削表面出现裂纹。对此,可以采取如下措施:
(1)通过多次低温回火或深冷处理,减少残留奥氏体,使残留奥氏体量≤10%,即残奥≤2级。
(2)优化磨削工艺参数:工件转速为38r/min、进给速度为0.2~0.3mm/min、冷却液进给为20L/min。
4.生产实践效果
实施改进措施后,经过半年多时间的生产实践验证,20Cr2Ni4A该种材质的轴承外圈磨削裂纹得到了彻底解决,共生产了228件工件经磁粉探伤检验全部合格,对此种裂纹做到100%可控,提高了产品品质,降低了质量损失。
5.结语
(1)20Cr2Ni4A轴承外圈渗碳淬火后产生磨削裂纹的主要原因是由于表层残留奥氏体量较多,在磨削过程中转变为二次淬火马氏体,该二次淬火马氏体应力较大,与其他应力叠加超过材料脆断抗力所致。
(2)将20Cr2Ni4A钢渗碳淬火后残留奥氏体量控制10%以内,采用合理的磨削工艺,可有效地解决工件磨削过程中产生的磨削裂纹。
作者:刘辉,马继堂,杨晓红
单位:泰尔重工股份有限公司

来源:刘辉/热处理生态圈


