您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-10-13 09:43
为什么要研究容器密封完整性?
2009年9月14日,Amgen公司自动注射器针筒有裂缝,产品被召回。
2010年11月11日,诺和诺德公司注射用胰高血糖素因瓶子有裂缝,产品被召回;2011年3月4日,Hospira公司0.9%氯化钠注射液因袋子泄露,产品被召回;
2018年9月,加拿大Lernapharm(Loris)Inc.未能提交数据证明产品容器包装系统完整性收到警告信。
容器密封完整性是包装防止产品损失、阻止微生物进入、限制有害气体或其他物质进入的能力,从而确保产品符合所有必要的安全和质量标准。包装的主要目的之一是保持药品的无菌性。包装完整性是一个更严格的定义,比无菌检测具有更高层次的要求。
容器密封完整性-法律法规(国内)
《化学药品注射剂仿制药质量和疗效一致性评价技术要求(征求意见稿)》
在处方工艺技术要求中:
1、对于终端灭菌药品,至少进行并提交以下验证报告:包装系统密封性验证,方法需经适当的验证;
2、对于无菌灌装产品,至少进行并提交以下验证报告:包装系统密封性验证,方法需经适当的验证;
在稳定性研究技术要求中:
1、稳定性研究技术要求稳定性考察初期和末期进行无菌检查,其他时间点可采用包装系统密封性替代。
2、包装系统密封性可采用物理完整测试方法(例如压力/真空衰减等)进行检测,并进行方法学验证。一般应提供不少于6个月的稳定性研究数据。
国家药监局(NMPA)网站公布多项YY医药行业标准,真空衰减法YY/T 0681.18-2020医药行业标准于2020年3月31日发布,预计实施日期是2021年4月1日。该标准的正式实施将填补国内医药行业包装密封性物理确定性检测方法的一大空白,助力国内医药产品质量的进一步提升。
容器密封完整性-法律法规(国外)
USP38-1207 无菌产品包装完整性评估
USP38-1207.1 产品生命周期中的包装完整性测试(Package Integrity Testing In The Product Life Cycle—Test Method Selection And Validation)
USP38-1207.2 包装完整性泄漏测试技术(Package Integrity Leak Test Technologies)
ASTM F2338-09(2013)真空衰减法无损检测包装泄漏的标准试验方法
(ASTM F2338-09 (2013) Standard Test Method for Nondestructive Detection of Leaks in Packages by Vacuum Decay Method。)
容器密封完整性-真空衰减法
01真空衰减法在申报过程中的优势
传统的色水法和微生物挑战法在申报注射剂一致性评价过程中,往往会被要求发补并重新申报。审评老师给出的原因是研究方法是概率性的,没有足够的验证,同时也没有足够的数据来支撑。
相反,采用真空衰减法进行包装密封性完整性研究,在申报注射剂一致性评价过程中,相对就比较顺利,因此真空衰减法在容器密封完整性中的应用就显得至关重要了。
02真空衰减法重要概念
真空度:真空度是指处于真空状态下的气体稀薄程度。真空度数值是表示出系统压强实际数值低于大气压强的数值。所谓“真空“,是指在给定的空间内,压强低于101325帕斯卡(也即一个标准大气压强约101KPa)的气体状态。真空度大小反应了测试腔内负压的大小。
阴性对照包装(Nonleaking Packages):是完全不漏的包装,该包装可以是实心的硬质容器(Master)或不漏的实物包装。
阳性对照包装(Leaking Packages):是人为地在不漏的实物包装上制造缺陷,如在硬质容器上激光打孔所产生的有泄漏的包装。
目标真空(Target Vacuum):真空度达到目标真空即停止抽真空。
03适用范围
可测试无孔、刚性或柔性包装
气体顶部空间必须处于大气压力或明显大于试验真空条件的压力下
可以测试体积从几毫升到几升的包装
可检测气体和挥发性液体
制剂(液体、固体)不能堵塞漏孔
测试原理:
将包装放入指定的测试腔体中,对测试腔体抽真空,包装内气体通过漏孔漏出进入到测试腔体内,或包装内液体通过漏孔漏出进入测试腔体后被汽化,然后产生的压力变化由设备内的压力传感器获得。将压力变化数据与无泄漏包装(阴性包装)数据对比,以判断包装是否泄漏及泄漏程度。
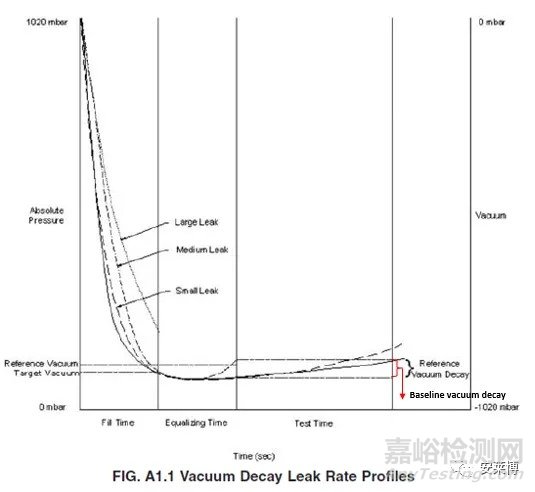
大漏与微漏:
不同尺寸的漏孔,泄漏速度不同。大漏在抽真空阶段气体快速逸出,系统无法达到“目标真空“度。微漏则需要更长的时间建立足够的真空衰减,被差压检测器检出。
结果判定:
大漏:在抽真空时段内,如果在抽真空没有达到“目标真空”。
微漏:在测试时段内如果测试腔内的真空衰减超过了“参考真空衰减”。
以上两种泄漏都判为“不通过”。
04方法学验证
基于审评意见和学术文献,开展真空衰减法研究需进行方法学验证,方法学验证项目包括:系统适用性,检测限(灵敏度)、线性、范围、准确度、精密度、耐用性。
系统适用性:通过对所有可能影响测试结果的可变因素(例如分析仪器,分析人员,样品制备和测试环境)的充分控制(测试前和测试后),保证方法的耐用性和可重现性。
检测限(灵敏度):是能可靠地检测到的最小泄露率/尺寸。使用阳性对照(泄露包装)和阴性对照(无泄漏包装)进行实验确认。通过采用气体流量计引入一定气流量的空气,以测试仪器的灵敏度。
线性:反应仪器响应(真空度/压力值)与漏孔大小或泄漏率成比例的程度。
范围:范围又称密封性测试方法范围,是指可被准确精密地检测到的最小和最大泄露孔径或泄漏率之间的区间范围。
准确性:是指对该方法可正确区分具有超过和低于检测限泄露孔径或泄漏率的容器的能力。准确性量化了方法存在“假阳性”和“假阴性”的程度。另外,对于那些提供定量结果的方法,准确性是对方法可重现官方标准品准确结果的度量。准确度是仪器读数与国家认可的可追溯标准的认证泄漏率的接近程度。
精密度:方法可提供可靠、可重复数据的能力。精密度包括可重复性(例如,对均一测试样品进行重复测试),耐用性(例如,由不同操作员在不同天使用不同仪器进行的实验室测试;也称为中间精密度)和重现性(在不同实验室测试)。泄漏测试方法可被验证的精密程度水平通常取决于可获取的资源(例如,一种仪器与多种仪器)和方法的应用范围(例如,仅可在一个实验室测试,或可在多个实验室进行测试)。
耐用性:用过微调实验步骤中的重要参数,来评价该方法可准确识别泄漏与非泄漏包装的能力,为方法在日常检测中的适用性提供量化指标。
05解决方案
检测限,通过模拟漏孔(<5μm),阳性对照样品(5μm),大漏检测样品测试进行确定;
线性,通过调整流量计流量来模拟漏孔大小用来选取6个线性点(范围超过不漏到大漏),拉取线性曲线。
准确度,通过阴性样品,阳性样品分别测试足够次数,例如10次,100%识别阴性,100%识别阳性。来确定准确度。
重复性,通过随机选取足够样品量,放入测试腔体,对测得压力值进行相对标准偏差分析,来确定重复性。
系统适用性,通过对阴性样品、阳性样品20次测试,阴性对照上限值小于阳性对照最小值。
中间精密度,两个实验员在不同时间,不同测试仪,将重复性测试的两个样品分别放入测试腔,对测得压力值进行相对标准偏差分析,来确定中间精密度。
耐用性,设定仪器测试循环时间29.5 和30.5秒来验证方法性能。
来源:安莱博


