您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-04-07 10:13
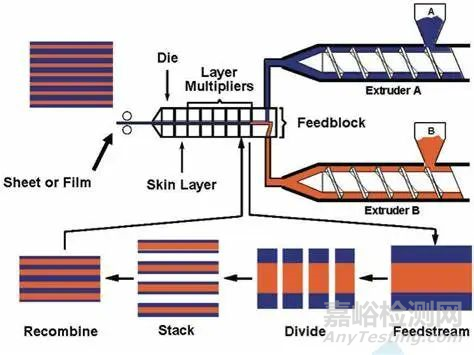
多层共挤技术是将两种或多种聚合物同时挤出并在共挤口模中形成具有多层结构的导管。不同挤出机中所选的材料的物理特性,摩擦系数和粘结特性不同。
相比单层导管挤出,多层共挤所面临的挑战大的多,特别是挤出壁厚均匀的导管的时候。这是因为不同聚合物的粘度,熔体温度和速度的差异会引起一系列问题,包括不同材料之间的分层。
不同的聚合物的化学性质不一样,层与层之间的粘附力较低,层界面处容易出现波状不稳定性。当选用具有低表面势能的聚合物时,情况更糟糕,由于相容性差,不同聚合物在共挤出过程中难以形成牢固的粘结而导致分层。
共挤聚合物的选择
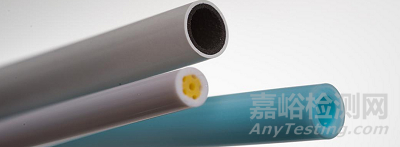
经皮腔内导管的多层管,该导管用于将血管成形术球囊或支架输送至动脉中的钙化 病变部位, 导管内层的摩擦系数要很低,可选用高密度聚乙烯(HDPE),以利于导管在导丝上前进。粘合中间层可以由改性的线性低密度聚乙烯(LLDPE)制成,外层可以是柔软的“可粘合”层,例如用于粘合非聚酰胺(PA12)或聚酯(PET)的聚醚嵌段酰胺(PEBA)。经皮腔内导管包含超薄的单个壁厚(低至25微米),其内径设计为支撑0.014英寸,0.018英寸和0.035英寸导丝。

从挤出的角度来看,粘度是多层聚合物选择最重要的因素。通常,内层具有最高的粘度,而外层具有最低的粘度,因为低粘度熔体可以在流经模头和模具通道时封装高粘度熔体。还应该选择具有相近的玻璃化转变温度(T g)和熔体温度(T m)的聚合物,以实现一致的层分布。
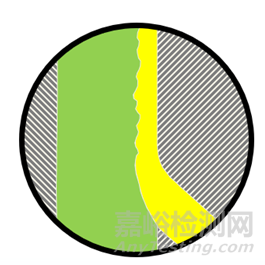
用于这种多层挤出的模头通常称为ABC设计,因为内层(A),中间层(B)和外层(C)由不同的聚合物制成。模具流动通道(导流板)是基于各个聚合物层的流变学设计的,并使用计算流体力学(CFD)进行了分析。流体分析以确保模头出口处每种聚合物熔体流的流速均匀。当较高速度的聚合物层与较低速度的层合并时,高速层将减速,从而在界面处引起波状流动不稳定性,如图2所示。这些不稳定性导致层与层交叉混合,降低机械性能和影响导管美观。通过控制每种挤出物的熔体温度,从而控制每种熔体的流动速度,可以优化共挤工艺条件,以避免发生层间不稳定性流动。
多层共挤的中间胶粘层
除了层与层之间的不稳定性之外,还必须考虑到聚合物层界面之间粘合性。为了相邻的聚合物层之间结合牢固,从而使这些层在高达40个大气压(588 psi)的超高球囊充气压力下能抗分层。难以粘结的聚合物具有低表面能,当共挤出在一起时会分层,因此需要使用粘接层将这些层固定在一起。粘接层在界面处充当应力消除剂,从而使各层显示出良好的均匀性并抵抗分层。
| 低表面能聚合物 | 高表面能聚合物 |
| 聚四氟乙烯 | PA12 |
| 硅胶 | 热塑性聚氨酯 |
| 高密度聚乙烯 | PEBA |
| 缩醛 | PET |
共挤同类聚合物
超高压球囊管的管壁是由至少三层同类聚合物(例如PA12)共挤而成,每一层材料的硬度不同。在将多层管(预成型件)重新加热并通过拉伸吹塑工艺成型为双轴取向球囊之后,多层球囊的破裂性能要比传统的单层非顺应性膨胀或爆破性能高得多。除了应用在球囊切割和结扎术外,还考虑将超高压多层球囊用于因钙化而难以扩张的冠状动脉病变的手术。
在设计同类聚合物的多层球囊管挤出时,最重要的是要了解每一层的硬度。较低硬度的聚合物具有很好的伸长率(较低的挠曲模量),因此组合伸长率不应大于较硬的硬度材料的伸长率。吹塑比,即径向比和拉伸比应设计得更接近于较硬的聚合物,因为在成型过程中过度拉伸会在各层之间产生分层。
结论
当设计应用于血管内的共挤出多层导管时,聚合物的物理性能不是唯一的因素。为了获得最佳的挤出效果和导管性能,聚合物粘度,玻璃化温度,熔融温度和硬度以及它们在结构中相对位置也很重要。
来源:独孤吹泡/医用耗材研发


