您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-01-15 10:39
镀铬工艺的电流效率低,一般只有10% ~ 25%,而且电镀液中的铬对人体和环境危害极大。针对镀铬工艺中电流效率低、环境污染严重、消耗量大、镀液的覆盖能力差等问题进行了研究,开发新型高效低成本的添加剂具有十分重要的意义。
近年来镀铬添加剂的研究热点是稀土阳离子添加剂、有机阴离子添加剂及复合型添加剂(含稀土、有机与无机离子的混合物),并取得了较大进展。但目前大多使用稀土阳离子的氟化物或氟化配合物作为镀铬添加剂,且价格较高、稳定性较差,从而使其应用受到一定的限制。本工作通过正交试验法对加入稀土氧化铈的镀铬工艺参数进行优化,开发了在30C条件下的低浓度铬酐无氟电镀铬新工艺。
材料与工艺流程
施镀基底材料为18-8奥氏体不锈钢薄片
(3Q 00mmX15.00mmxQ 46mm)
正交试验方案的确定
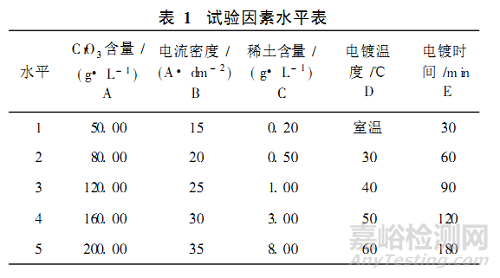
根据文献[3]及大量的试验,以基础镀铬工艺( 250.00g/L CrO3、250g/LH2SO4、300g/LCr,温度60C,电流密度30A/dm',时间60min)为研究对象,采用正交试验法4对各工艺参数进行设计:以镀层外观、厚度、硬度、与基体结合力以及耐蚀性作为考察指标,以铬酐浓度、氧化铈浓度、电镀时间、电流密度、电镀温度为试验因素,并各选5个水平,试验因素水平见表1(其中镀液的H2S04含量为Q 7~ 1.0 g/L添加剂为粒径80rm的Ce02)。
考察指标的评分标准
镀层外观用目测法对样品镀层的光泽进行[5] 其标准见表2
(2)镀层结合力采用 热震检验方法测试镀铬层的结合力,将试样放在炉中随炉加热至( 300土5 )C,加热至规定温度后保温20mn然后将试样取出放入.室温水中骤冷,加热骤冷共10次。如果第1次加热骤冷就出现起泡、起皮、自然剥落等现象记为0分,第2次加热骤冷后起泡起皮等记为10分,以此类推,第 10次加热水冷后起泡起皮记为90分,能通过10次热震而不出现缺陷记为100分,并记入正交结果表中。
试验结果与分析
将正交试验的5个指标(镀层外观、与基体结合力、镀层厚度硬度以及孔隙率)转换成它们的隶属度,隶属度的计算方法如下:
由于每项指标的重要性不一-样,根据实际要求,对每项指标分配权重,设满分为L00其中镀层外观的权重取Q 20,结合力权重取Q 25镀层厚度取Q 25硬度取0. 2Q孔隙率取Q 10。 每号试验的综合分数Y=镀层外观隶属度xQ 20+结合力隶属度xQ 25+镀层厚度隶属度xQ 25+硬度隶属度xQ 20+ ( 1-孔隙率隶属度) xQ 10%
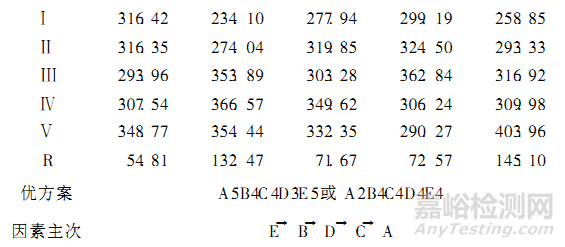
正交法的极差分析方法为:将任一-列上水平号为i时所对应的试验综合分数相加即得表中的I、II、II.极差值越大,其相应的因素对指标影响越大。
正交法的板差分析方法刃:將任一列上水平号匁i吋所対座的武驗綜合分数相加即得表中的I、ll、Ill.板差値越大,其相座的因素対指柝影呵越大。
通辻対正交武驗結果的板差分析得出各因素的主次順序匁E~ B D- c A,即申鍍吋同>申流密度> 申鍍温度>稀土含量>貉骭含量,可見在稀土氣化肺作刃添加剤的鍍絡工芝中,申鍍吋向是最主要的影呵因素,其次是屯流密度、申鍍温度、稀土含量,影呵最小的因素是鍍液中的骼骭含量。从正交表中荻得的第一代化方案刃A5B4C4D3ES即狢酥含量刃200 00 g/l、屯流密度カ30 A/dm'、稀土CO含量カ3 00 g/、申鍍温度匁40C、吋向180mi如果不考慮因素同的交互作用,指株越大越奸,可以迭揮方案ASB4C4D3E但是如果根据排出的因素主次以及試驗目的,対于数据非常接近的方案也座納入考慮。由表3可以看出,在5个影吶因素中,絡酥含量対鍍居性能的影吶最小,其水平改変対試縊結果的影吶也較小,因此可以根据有利于降低鍍液対珎境的汚染及降低成本等目的来考慮別的水平.尽量降低鍍液的貉骭依度,可將A5B4C4D3E5方案中的A5( 200 00 g/L.)換成A2( 8000 g/L),申鍍吋同内180min 如吋向さ長,可裳武采用120min由于絡骭含量与屯鍍吋同都采用較低的水平値,那幺申鍍温度可迺当調高,由此得出第ニ代化方案刃A 2B4C4D4E4即貉骭含量匁80 00 g/l、屯流密度カ30A /dm'、稀土含量刃3 00g/l.申鍍温度匁50C、吋同120m ine .
正交试验结果验证
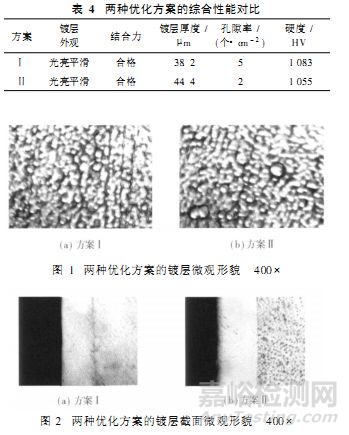
据正交试验的理论计算和直观分析得出了两种优化方案A5B4C4D3E5和A2B4C4D4E4(以下分别简称为1和II方案)。将方案I(20000g/LC03.0 70 g/LH2S04、300g/L.CF、3 00 g/L氧化铈,温度40C,电流密度30 A/dn',时间180 min)和方案II(80 00g/L COs.0 70g/LH:S04、3 00g/LCP、稀土3 00 g/I,温度50C,电流密度30 A/dn,时间120min)作对比试验,测得镀层的综合性能见表4镀层微观形貌见图L镀层截面微观形貌见图2
比较表4中方案1与方案II的镀层综合性能可知。方案II的镀层厚度较大、耐蚀性较好,两者的显微硬度都大于1000HV, 外观和结合力都很好。从图1可看出,采用方案1和方案II的镀层表面均无裂纹,晶粒细小而均匀。从图2可以得出,采用此两个方案均可获得平整光滑、结合力良好的膜层。
综上所述,采用方案1和II均能满足硬铬生产的要求。但从经济可行性以及环保角度出发,采用方案Il更为理想。
正交优化方案改进
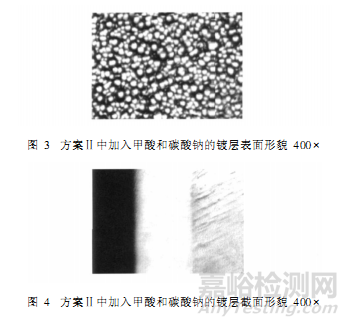
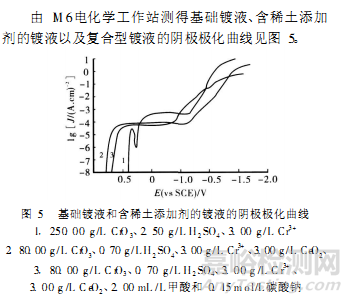
稀土镀硬铬的优化方案II采用的电镀温度较高, .为了降低电镀温度,在其配方中添加了2mL/L 甲酸和0 15 mol/L碳酸钠,在电流密度为30A/dm",温度30C,时间120min时可获得表面非常光亮的镀层,镀层厚度为48 2Hm, 显微硬度达到了1 250 HV,所得镀层表面形貌见图3镀层截而形貌见图4
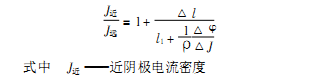
添加剂对镀铬液极化的影响
从图5中看出,曲线2和曲线3的开路电位高于基础镀液(曲线1)的开路电位。开路电位向正方向移动,其交换电流密度越大.金属离子在水溶液中沉积速度越大,因此添加剂起到了抑制析氢的作用,使析氢电流明显降低,促进了析铬反应从而起到提高电流效率的作用。
从图5阴极极化曲线中看出,加入稀土添加剂以及复合型添加剂后能增大镀液的阴极极化度,这是因为稀土有利于阴极表面膜的形成和加强,增加了膜的钝化性,从而增大了阴极极化”。电流的实际分布为:
结论
(1)采用稀土镀铬的最佳工艺参数为: 80 00 g/L.CI03.Q 70 g/LH:SO、3 00g/L.CF、3 00 g/L CE02 2 00mL/L甲酸和0 15 mol/L碳酸钠,电镀温度30C,电流密度30A/dn',时间120min采用此工艺配方可获得镀层厚度达48 2 Hn,显微硬度达到1 250 HV的光亮平滑的镀铬层。
工艺流程:打磨~水洗~化学~除油~水洗~浸蚀~水洗~除挂灰~水洗~活化处理~水洗~电镀铬~水洗~烘干~镀层质量检验。
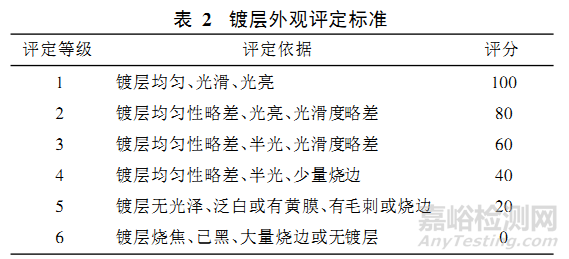
(3)其他指标镀层厚度、硬度以及孔隙率以实测的数据为评分依据。

(2)研发的含纳米氧化铈的复合添加剂能提高铬的开路电位和极化度,从而在获得致密镀层的基础上提高Cr的沉积速度和改善镀液分散能力。
来源:Internet


