您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2018-04-13 15:01
对于结构闭合的环状零件,通常采用中心导体法对其进行磁粉检测,其磁场强度也采用经典方法进行计算。但在生产中,常遇到另一类环状零件,其结构并不完全闭合,而留有一个较大的空气间隙。由于空气间隙的存在,零件磁路结构的参数会发生较大的变化。如果采用常规的磁化方法,则会因为磁场强度太小,使得缺陷处的磁痕显示不清晰。
该怎么办呢?
生产中遇到这种情况时,必须根据零件的使用要求,找出影响磁场强度大小的因素并改变磁粉检测工艺,才能满足零件磁粉检测的要求。
1、磁路分析
以某产品挡圈零件为例,薄环开口挡圈零件的结构如下图所示,其为一个中间有较大空气间隙的薄形环状零件。该挡圈零件的作用是在轴上固定其他组合零件,防止其他零件在使用中产生滑移。
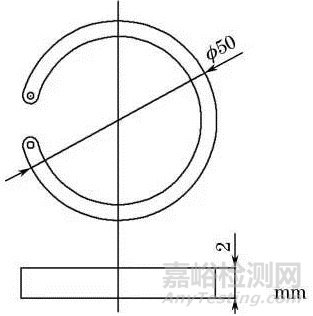
根据产品要求的不同,挡圈零件最大直径在100mm左右,厚度均在5mm左右。其材料为65Mn弹簧钢,热处理工艺为820℃油淬,420℃回火。
从零件使用要求可以看出,影响产品失效的原因是断裂。这种断裂的方向通常是径向的,即缺陷与圆环的切线方向垂直或成一个较大的角度。为此,检测磁场的方向应该与缺陷垂直或成一个较大的角度。对该薄环开口挡圈零件来说,应该采用与环方向一致的中心导体周向磁化方法,这种磁化方法能发现环面内外壁上的纵向缺陷和环侧壁上的径向缺陷。
但是,开口或不开口的零件不能采用相同的磁化规范,而且两者之间还存在着相当大的差异。
用磁路对该薄环开口挡圈零件进行分析,磁路上各段的长度L与其磁场强度H的乘积为磁压,并且各分段磁压之和与磁路中电流产生的磁势Fm相等,即:
H1L1+H2L2+…+HnLn=NI
ΣHi Li=Fm
式中:N为线圈的匝数;I 为线圈的电流。
依据以上原理,对开口挡圈进行中心导体法磁化,再对整个磁路进行分析。
设开口挡圈空气间隙为12mm,厚度为2mm。其磁路总长度L按外径近似计算为0.157m。
1、如果挡圈没有12mm的空气间隙,整个零件是闭合回路。
标准GJB 2028-1994《磁粉检验》中规定“当连续检查时,施加在零件上任何部位的磁场强度切向分量应达到2.4kA/m”,选择的磁化规范应为I=8D=400A。
依据上面公式可知:
Fm=NI=Hi Li=2400πD
式中:D为上图中的ϕ50mm。
中心导体磁化可视为1匝线圈对零件的磁化,则I也约为400A。从材料的磁化曲线中查得,此时的磁感应强度B约为1.2T,相对磁导率μr 约为400。
相应的磁化磁动势为380A·匝(中心导体磁化可视为单匝线圈对零件的磁化),与标准规定相符。
2、该挡圈磁路中有12mm的空气间隙,则整个磁路参数就发生了大的变化。
磁路由原来的单一材料变成了两种。磁路长度也变成了L=L1+L0,其中L1=L-L0=0.145m(L0=0.012m)。
设空气间隙中的磁场近似均匀,则B0≈B1。由于空气间隙的相对磁导率与真空磁导率相近,故μr0=1,材料磁导率的比值为1/400。
要使空气间隙的磁感应强度B0也达到挡圈材料中的磁感应强度B1,也就是说空气间隙中的磁场强度H0应为:
H0μr0=H1μr=B1
加在空气间隙上的磁场强度为:
H0=H1μr/μr0=960000
而此时的总磁动势应为:
Fm=H1L1+H0L0=11868
若采用中心导体法,则要约12000A电流才能满足检测要求,该电流约为原来电流的30倍。若仍采用原I=8D的方法计算,则该薄环开口挡圈零件部分磁化将严重不足,会使缺陷处的磁痕显示不清晰,甚至可能造成漏检。其原因是空气间隙造成了大的磁阻,消耗了过多的磁能量,造成薄环开口挡圈零件得不到充分的磁化。另外,设备也无法满足磁化的要求。
2、磁化工艺优化
由于磁化能量消耗主要是由空气间隙影响的,因此可以设想采用铁磁材料填充空间,以缩短空气间隙长度的方法来改变磁阻,进一步优化磁化参数。
以铁磁材料穿过两孔连接零件,使薄环开口挡圈零件形成一闭合铁磁回路(忽略连接处的间隙),应该是能改善磁化参数的。
用线切割的方法在挡圈零件上制作了7条人工缺陷,人工缺陷的位置及深度示意如下图所示。考虑薄环开口挡圈零件的表面状态,采用连续法荧光磁粉检测。
1、采用标准规范中规定的I=8D=8×50=400A,对薄环开口挡圈零件(不闭合状态)用中心导体法磁化,在暗室中观察,得到1、7号缺陷不显示,2、3号缺陷显示不清晰,4、5、6号显示比较清晰的结果。
2、用铁丝将间断处连接起来,仍采用I=400A对闭合挡圈零件进行中心导体法磁化,在暗室中观察的结果是1~7号缺陷均显示清晰。
3、采用同样的方法对不同直径的挡圈制作同样的人工缺陷,得到的结果是相同的。
通过以上试验可以说明:开口环形零件在磁化时,应该考虑空气间隙对磁化结果的影响。由于空气间隙的存在,增大了磁路的磁阻,在间隙处产生了大的磁压降,造成零件上的磁化不足,使得某些细微缺陷不能很好地检测出来。

来源:刘可


