您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2018-01-09 12:22
如图1所示圆锥齿轮轴是我公司某产品中的关键零件,材料为18CrNiMo7-6,图样要求渗碳淬火58~62HRC,心部硬度40~43HRC。工艺流程:锻造→粗车→调质→半精加工→渗碳淬火→精加工。在使用过程中发生断裂现象,断裂部位均发生在轴的尾部台阶处。

图 1
1.宏观观察及断口分析
断裂部位集中在两处,一是台阶的圆角处,断口比较齐,另外就是轴尾部的键槽处,由于使用环境恶劣,轴的断口大部分受到污染,粗步判断轴的尾部应力太大,属于脆性断裂。
2.化学成分检验
从化学成分检验结果来看,成分波动较大,热处理过程不容易准确控制,为此,从原材料入手,控制材料主要成分C、Cr的波动范围,目的是根据每炉的实际成分随时调整热处理工艺。
3.硬度及金相组织检验
根据GB/T13298—1991《金属显微组织检验方法》取样,使用线切割在断裂处切片检查硬度,在裂纹处取样做金相分析,结果见图2。
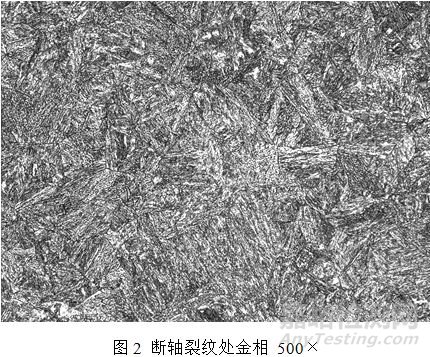
切片检查硬度,从轴径外侧到心部硬度依次为44.1HRC、43.1HRC、42.1HRC、41.7HRC、41.3HRC。硬度表明,断裂轴径从外到里,硬度变化非常小,硬度梯度很小。同时,金相组织从外到里差别很小,均是马氏体+铁素体,根据JB/T6141.3-1992《渗碳金相组织评级》残留奥氏体2级、马氏体2级、碳化物2级、心部铁素体2级。
4.表面应力测试
通过测试,发现轴的表面存在拉应力,说明轴在渗碳淬火后的加工过程产生了应力集中现象。
失效原因分析:从检验结果看,断裂轴径从外到里,硬度符合图样要求(40~43HRC),但变化非常小,即硬度梯度很小,同时金相组织又差别不大,说明在渗碳、淬火过程中,整个轴径被淬透了。其次,由于轴的表面拉应力的作用,在使用过程中,不能通过适量的塑性变形来降低应力集中及阻止裂纹的扩展。同时,由于键槽加工不良产生的尖角和刀痕更加速了裂纹的形成和扩展。
5.改进方法探讨
(1)加大轴断裂处台阶的过渡圆角,降低粗糙度,减小应力发生。
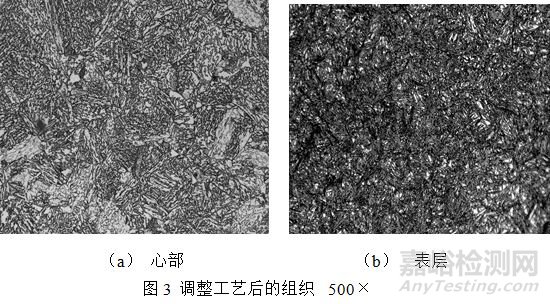
(2)通过试验,延缓渗碳淬火冷却时间和冷却强度,可以有效改善组织,减少断裂现象。改进热处理过程后的金相组织结果见图3。
(3)不同直径的轴热处理后内部应力不同,渗碳淬火工艺也应不同。
(4)由于化学成分波动比较大,造成热处理渗碳淬火过程很难有效控制,因此,控制材料的碳等主要元素的波动范围,缩小减少材料的淬透性带宽,也可以有效改善轴的组织状况,减缓轴的断裂现象。
(5)延缓渗碳淬火冷却时间和冷却强度和控制材料的化学成分不能同时使用,否则会降低轴的强度,应针对不同含量的材料使用不同的工艺。
(6)通过先进的毫克能技术降低轴表面的应力,减少应力集中现象。
总之,轴的失效断裂是多方面的原因造成的,只有从零件的结构设计、机械加工、热处理过程、材料的化学成分等方面“多管齐下”,才会延缓轴的寿命,改善轴的制造质量。
作者:乔燕芳、马立业、虎岩
单位:宁夏天地奔牛实业集团有限公司

来源:金属加工


