您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-06-27 14:18
我国于2016年颁布了GB/T 32563《无损检测-超声检测-相控阵超声检测方法》。国际上,焊缝相控阵超声检测标准有ISO和ASME(美国机械工程师协会)两大体系,各有特点。2012年ISO颁布了ISO 13588《焊缝无损检测-超声检测-使用自动相控阵技术》。ASME《锅炉与压力容器规范 第五卷:无损检测》也在时隔两年后进行换版,最新2017版对相控阵检测方法提出了较多的要求。虽然有了相控阵检测方法标准,但各个体系都没有明确的验收标准,使得焊缝相控阵检测的应用受到了限制。直至2017年8月,才有了第一个焊缝相控阵超声检测的验收标准——ISO 19285《焊缝无损检测-相控阵超声检测-验收等级》。今天,我们就来对这个新标准进行解读。
适用范围
与其他专业标准一样,此标准规定了适用范围。其适用于最低厚度6mm的铁素体钢全熔透焊缝的相控阵超声检测验收等级,该验收等级对应ISO 5817《焊接-钢、镍、钛及其合金的熔化焊接头(束焊除外)缺欠质量等级》的相应级别。这些验收等级适用于根据ISO 13588进行焊缝检测发现指示的等级分类。
等 级
标准涉及了质量等级、检测等级、验收等级、评估等级、参考等级和记录等级等。
质量等级
按照ISO 5817给出。焊缝质量等级划分是根据焊缝中存在缺欠的类型、尺寸及数量,将其分为B级,C级和D级的,B级表示最高的质量要求。
检测等级
按照ISO 13588给出。检测等级划分是根据焊缝等级要求以及检测难易程度,将其分为A级,B级,C级和D级的。
验收等级
按照ISO 19285给出。验收等级划分是根据焊缝等级要求,将其分为1级,2级,3级的。
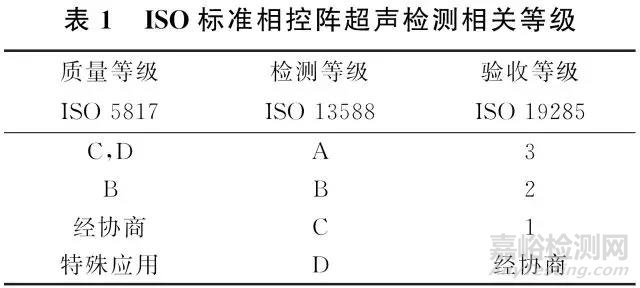
ISO标准质量等级、检测等级、验收等级的相互关系如下表所示(验收等级1的接收标准只适用于基于长度和高度的评定)。
在ISO 17640《焊缝无损检测-超声检测-技术,检测等级和评估》标准中提出了设置灵敏度的4种技术,参考等级是灵敏度设置时的参考值。评估等级与验收等级相关,超过评估等级的指示才需要进行评估。记录等级与验收等级相关,对应于相应的验收等级,记录等级比相应验收等级低4dB,在评定前,应确认相应的验收等级和记录等级。
指示评定验收方式
依照ISO 13588要求检出的指示,其评定按照ISO 19285存在以下两种验收方式:
(1) 根据ISO 19285第七条测量指示的长度和高度,然后用ISO 19285第九条进行验收。
(2) 根据ISO 19285第八条测量指示的长度和最大波幅,然后用ISO 19285第十条进行验收。
具体使用哪种方式应在使用的检测程序中指定。
按测量的长度和高度验收
长度确定的方式有两种:
(1) 单个指示的长度应使用ISO11666《焊接无损检测-超声波检测-验收等级》中描述的方法测量,测量时使用能提供最大波幅的聚焦法则;
(2) 使用衍射时差法(TOFD),指示长度的测量应根据ISO 15626《焊缝无损检测-衍射时差法超声检测技术(TOFD)验收标准》中描述的方法测量。
如果是其他情况,可以按照检测等级D,采取协商决定测量方式。
沿长度方向上高度应由最大范围扫查位置的高度来确定。高度的确定方式有两种:
(1) 使用衍射信号。如果可以观测到衍射信号,应使用它来确定高度,高度应根据ISO 15626描述的方法来测量。可由以下方法中的一种来确定高度:
① 来自同一不连续的可观察到的两个衍射信号(上尖端和下尖端);
② 来自同一不连续的可观察到的一个衍射信号和一个表面信号;
③ 对于与根部区域相连的不连续,可用一个衍射信号和已知壁厚确定;
④ 对于表面开口不连续,可用一个与表面相关的衍射信号确定。
(2) 使用其他信号。如果高度无法用衍射信号测出,则高度的确定应基于以下方法中的一种进行。
① 使用ISO 11666中描述的,利用参考等级的波幅进行比较,也可使用其他定量技术(时间增益修正法、距离增益尺寸法,6dB法);
② 使用反射体信号的飞行时间(如根部中空,错位);
③ 使用波形转换信号的飞行时间。
长度和高度确定以后,应根据指示的验收等级和验收标准对指示进行评估。对于两侧厚度不同的焊缝接头,以其中的较薄厚度作为主导来进行验收。
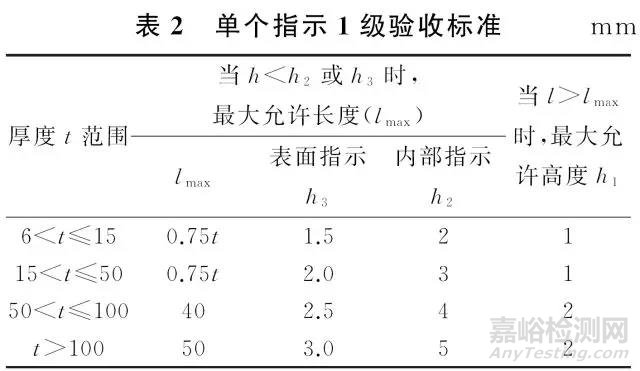
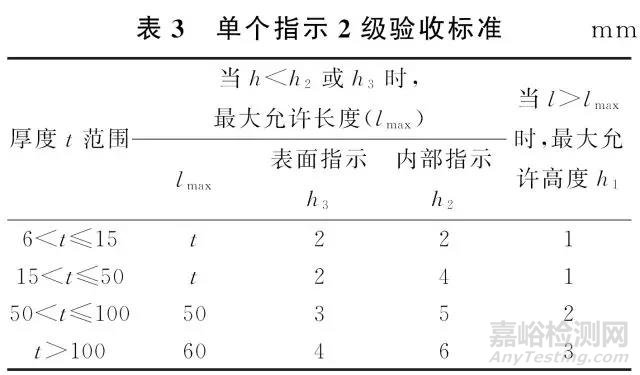
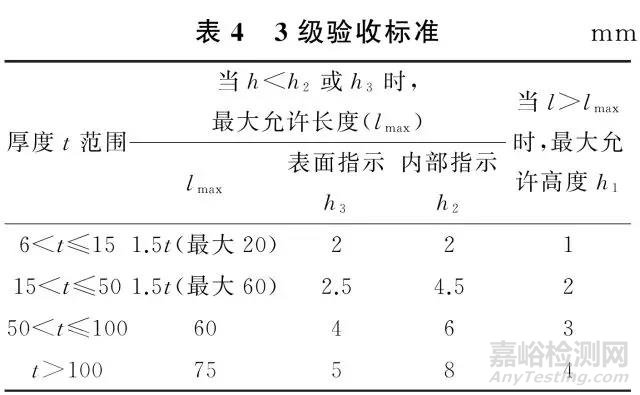
单个指示的验收
多个指示的验收
对于多个指示,首先应确定累计长度,确定累计长度时不考虑点状指示。所有超过记录等级的单个可接受指示的累计长度被规定为在指定的焊缝长度内所有单独指示的长度及线性排列指示的组合长度的和。
(1) 对于每个单组设置的多个指示累计长度
当壁厚t≤50mm时,对于沿着焊缝12t长度内的单个可接受指示的累计长度应该不大于:
① 验收等级1,3.5t,最大150mm;
② 验收等级2,4.0t,最大200mm;
③ 验收等级3,4.5t,最大225mm。
当壁厚t>50mm时,对于沿着焊缝长度内的单个可接受指示的累计长度应该不大于:
① 验收等级1,10%焊缝长度,最大500mm;
② 验收等级2,10%焊缝长度,最大600mm;
③ 验收等级3,10%焊缝长度,最大700mm。
(2) 当按照ISO 13588的C级检测时,要求使用两组设置,对于多组设置,在另一组发现指示时,复合指示的最大总长度不超过单组设置要求的多个指示累计长度限值的1.5倍。
指示编组的验收
指示的编组应基于单个指示的尺寸以及指示的间距。一个编组的长度和尺寸将不可用于进一步编组。编组时不考虑点状指示。
(1) 出现下列情况时,一个指示的编组可作为单个指示:
沿着焊缝的两个指示之间的间距小于较长指示的长度,并且两个指示在焊缝厚度方向上的间距小于高度较大指示的高度。
指示编组作为单个指示,按照单个指示的要求进行接收或拒收的判定。
(2) 对于一个指示编组,总高度hg定义为单个指示的高度加上其之间的间距的总和,总长度lg定义为单个指示的长度加上其之间的间距的总和。
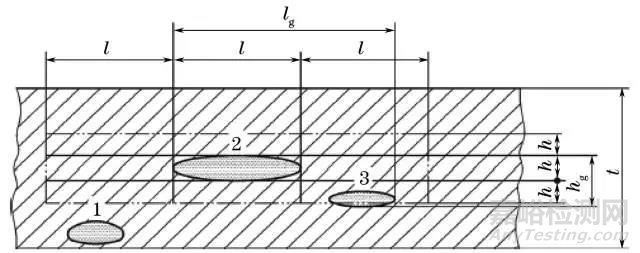
指示编组的尺寸
上图中h为指示1,2,3的最大高度;l为指示1,2,3的最大长度;hg为指示编组的总高度;lg为指示编组的总长度。图中的指示2和3应作为一个指示编组,因为其在x方向的间距小于l,且在z方向间距小于h。指示1不包含在指示编组中,因为在厚度方向的间距大于h。
点状指示的验收
点状指示是指在任何方向都没有明显延伸的指示,可能由衍射或反射引起。在任何150mm焊缝长度内,点状指示的最大数量不超过下式给出的值(式中的N取较大的整数):
N=1.2t
2
按测量的长度和最大波幅验收
使用ISO 19285附录B中规定的绝对灵敏度法,采用固定波幅水平技术,通过测量沿着焊缝方向上波幅高于评估等级的距离来确定指示的长度。
为了测量尺寸,用波束扫查这些指示(见下图),标出指示波幅下降到评估等级的探头位置和波束路径范围(图中的位置1和2)。
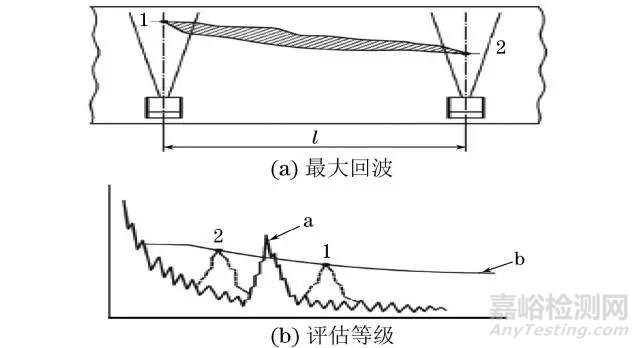
使用波束轴的固定波幅水平技术原理示意
(图中l为测得的指示横向尺寸;1,2指示波幅等于评估等级的位置;a为最大回波;b为评估等级)
横向尺寸l由位置1和2之间的距离来确定。当产品规范或检验要求指定时,也可使用其他技术来测量指示长度。长度和最大波幅确定以后,应根据指示的验收等级和验收标准对指示进行评估。对于两侧厚度不同的焊缝接头,以其中较薄的厚度作为主导来进行验收。
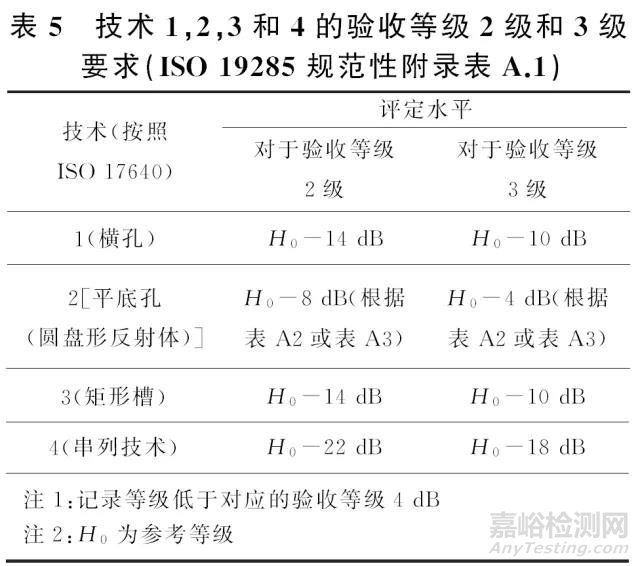
纵向指示的验收
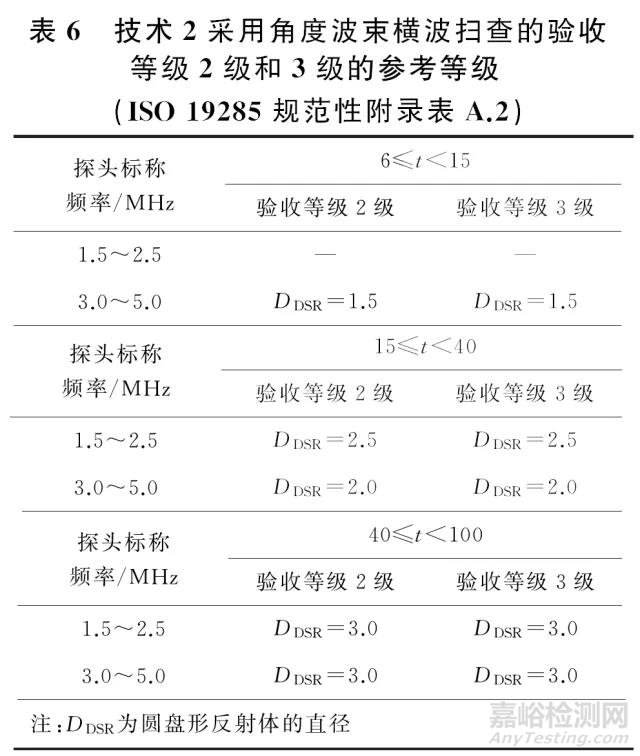
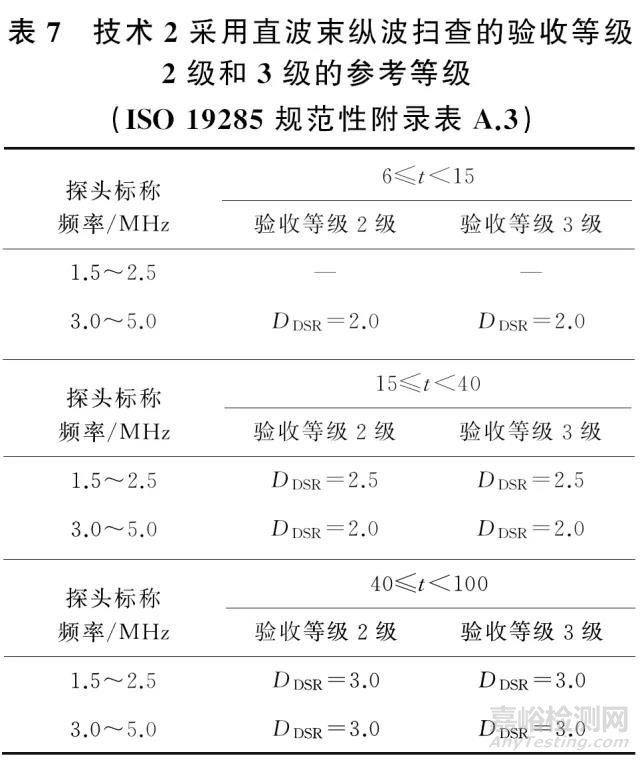
ISO 19285规范性附录表A.1提供了用于评估指示所使用技术的信息和相关评估和验收等级;表A.2中规定了使用角度横波波束扫查技术2时验收等级2级和3级的参考等级;表A.3中规定了使用直探头纵波扫查技术2时验收等级2级和3级的参考等级;
图A.1~A.4给出了技术1(横孔)和技术3(矩形槽)的各个等级,图A.5~A.10给出了技术2[平底孔(圆盘形反射体)]和技术4(串列技术)的各个等级。附表与附图相对应。
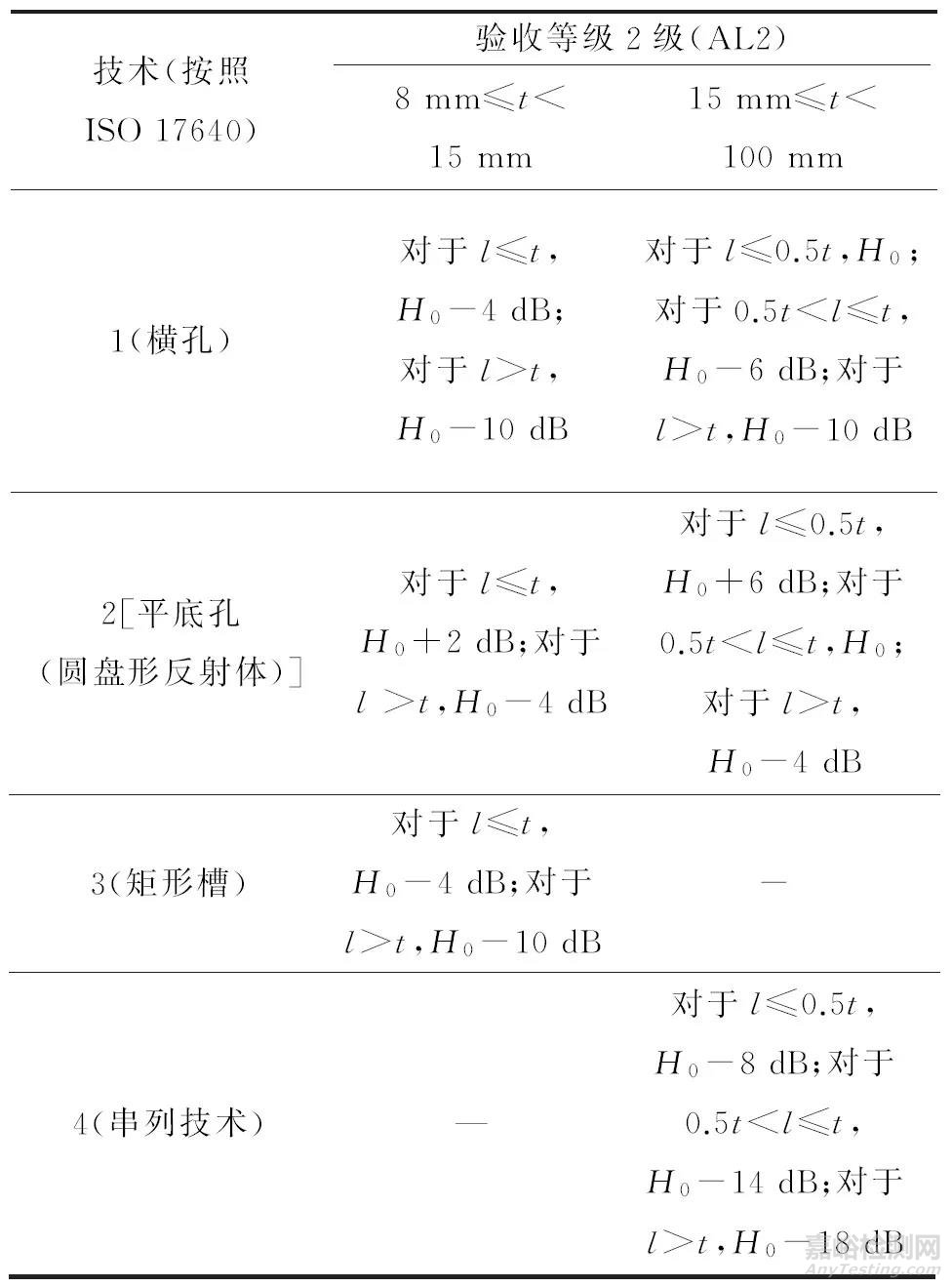
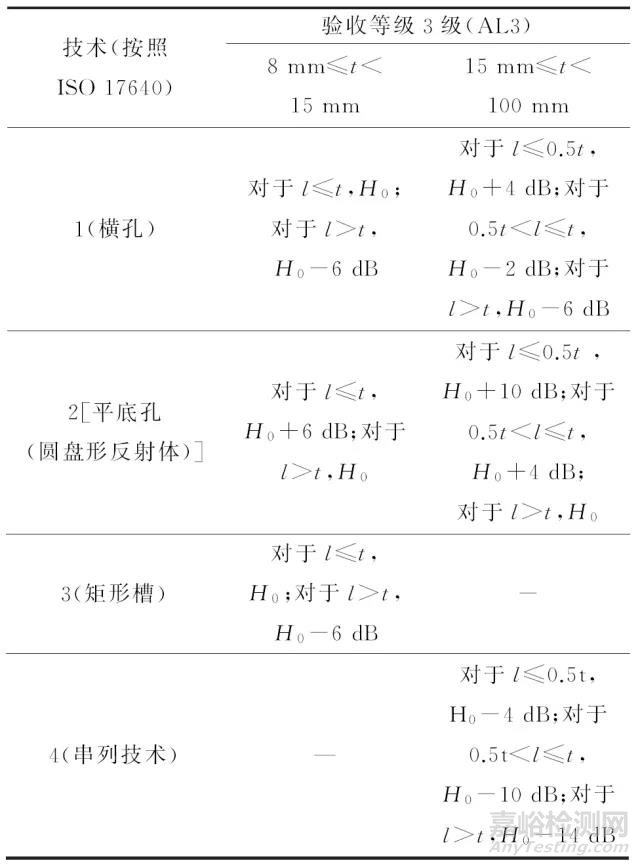
对于①厚度范围为6mm≤t<15mm,长度超过t的任何指示;②所有其他厚度范围,长度超过t/2或者20mm,以较大尺寸为准的任何波幅低于验收等级(高于评估等级)的指示,均应进行进一步检测。这需要使用其他附加角度探头,如果指定可使用串列技术,最终评估应基于最大回波波幅和所测量的长度进行。
横向指示的验收
当规定检测横向指示时,应使用纵向指示的验收等级。
指示编组的验收
指示的编组应基于波幅超过记录等级单个可接受指示的尺寸以及指示的间距。一个编组的长度将不可用于进一步编组。为了评估,如果出现下列情况,指示编组应被视为单个指示:
① 间距dx小于较长指示长度的两倍;
② 间距dy小于厚度的一半,但不大于10mm;
③ 间距dz小于厚度的一半,但不大于10mm。
总长度如下图所示,计算公式为:
l12=l1+l2+dx
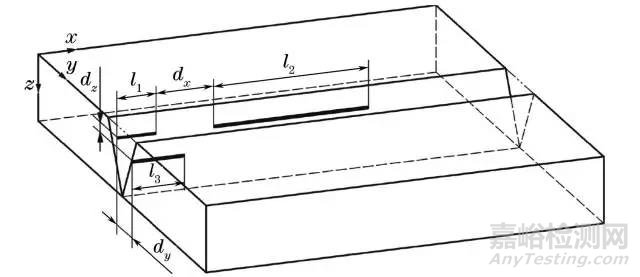
焊缝中指示编组的简单表示
(图中dx,dy,dz为相邻指示在x轴、y轴和z轴方向的间距;ln为单个指示的长度,n=1,2...3)
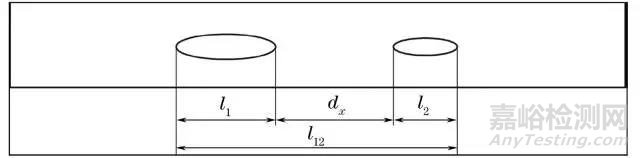
焊缝中指示编组的长度示意
(图中dx为在x轴方向间距;l1,l2为单个指示的长度;l12为总长度)
指示累计长度
所有超过记录等级的单个可接受指示的累计长度被规定为在指定的焊缝长度内所有单独指示的长度及线性排列指示的累计长度的和。
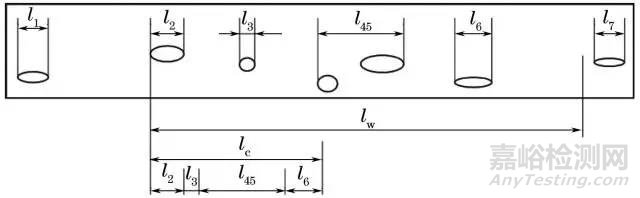
焊缝中指示累计长度示意
(图中lc为累计长度,lc=l2+l3+l45+l6;lw为焊缝长度;ln为单个指示的长度,n=1,2...7)
(1) 对于每个单组设置,对于任何一段长度lw为6倍板厚的焊缝,所有超过记录等级的单个可接受指示的最大累计长度,对于验收等级2级,不得超过lw的20%;对于验收等级3级,不得超过lw的30%。
(2) 当按照ISO 13588的C级检测时,要求使用两组设置,对于多组设置,在另一组发现指示时,复合指示的最大总长度不超过单组设置要求的多个指示累计长度限值的1.5倍。
结 语
由于ISO 19285国际标准提供了两种验收方式,因此在制定检测程序时应预先规定所要采用的验收方式。通过借鉴ISO标准,比照ASME相关规范,结合国情,可以此为基础制定出符合我国国情的焊缝相控阵验收标准。

来源: 无损检测NDT


