您当前的位置:检测资讯 > 实验管理
嘉峪检测网 2015-11-26 00:23
滚动轴承是广泛应用的重要机械基础件,其质量的好坏直接影响到主机性能的优劣,而轴承的寿命则是轴承质量的综合反映,在中国轴承行业“十一五”发展规划中,重点要求开展提高滚动轴承寿命和可靠性工程技术攻关。
低载荷、高转速的传统轴承寿命试验方法周期长、费用高且试验结果的可靠性差,而强化试验则在保持接触疲劳失效机理一致的前提下,大大地缩短试验时间,降低了试验成本,从而加快了产品的开发周期和改进步伐,因此轴承寿命强化试验受到越来越多的关注、研究和应用。轴承快速寿命试验包含了比轴承寿命强化试验更为广泛的内涵,它不仅在寿命试验方面,而且在寿命试验的设计,寿命数据的处理、分析,寿命的预测评估,轴承失效的快速诊断、分析、处理等系统技术方面具有更新更广的内容。
轴承寿命理论的现状及发展
早在1939年,Weibull提出滚动轴承的疲劳寿命服从某一概率分布,这就是后来以其名字命名的Weibull分布,认为疲劳裂纹产生于滚动表面下最大剪切应力处,扩展到表面,产生疲劳剥落,Weibull给出了生存概率S与表面下最大剪切应力τ、应力循环次数N和受应力体积V的关系:
 (1)
(1)
瑞典科学家Palmgren经过数十年的数据积累,于1947年和Lundberg一起提出了滚动轴承的载荷容量理论,又经过五年的试验研究,该理论才得以完善。该理论认为接触表面下平行于滚动方向的最大交变剪切应力决定着疲劳裂纹的发生,考虑到材料冶炼质量对寿命的影响,同时指出:应力循环次数越多、受力体积越大,则材料的疲劳破坏概率就越大,提出了统计处理接触疲劳问题的指数方程:
 (2)
(2)
式中 S——轴承使用寿命
τ0——最大动态剪切应力振幅
z0——最大动态剪切应力所在的深度
c、e、h——待定指数,由轴承试验数据确定
V——受应力体积
N——应力循环次数,以万次计
经过推导和大量轴承试验数据分析,获得Lundberg-Palmgren额定寿命计算公式:
 (3)
(3)
式中 L10 ——基本额定寿命,百万转
Cr ——基本额定动载荷,N
P ——当量动载荷,N
ε——寿命指数,球轴承取
3,滚子轴承取10/3
该公式1962年已由ISO列为推荐标准,并于1977年修正为正式的国际标准ISO 281/1-1977。
L-P模型能很好地解释滚动轴承失效机理和预测寿命,但是随着技术的发展,特别是炼钢技术的极大提高,使得轴承的实际寿命比计算寿命大很多,人们经过研究发现轴承经过长时间的运转后,也可以从表面产生裂纹,然后向深处扩展。20世纪70年代初,Chiu P和Tallian T E提出了考虑表面的裂纹生成方式的接触疲劳工程模型,该模型可以解释一些L-P模型难以解释的问题,例如表面粗糙度、弹流油膜厚度、切向摩擦牵引力以及润滑介质存在污染物等情况对接触疲劳的影响。20世纪80年代,Ioannides E和Harris T A在引进了材料疲劳极限应力和考虑应力体积内各点应力及其深度的情况下,给出了I-H模型,该模型比L-P模型考虑的更加细致和接近实际情况。但Zaretsky E V认为该模型高估了轴承的寿命。Zaretsky E V提出的基于Weibull模型基础上的修正模型、Cheng W Q和Cheng H S提出的用疲劳裂纹产生的时间来表示轴承寿命的C-C模型、Tallian T E提出的T模型、Yu W K和Harris T A提出的Y-H模型都从不同的角度提出了对寿命的预测方法。
20世纪80年代,瑞典SKF轴承公司的研究人员在L-P理论的基础上得出了通用的轴承寿命计算模型,而L-P模型仅是该理论模型的一种特殊情况。该新寿命理论数学模型在1984年ASME/ASCE联合润滑会议上发表。该理论可用下式表示:
 (4)
(4)
式中 σu——为材料疲劳极限应力
σ——疲劳裂纹产生的诱发应力,可为最大交变剪切应力,最大静态剪应力,最大八面剪切应力
VR——受应力体积区域
Z"——为应力σ所在的平均深度
N——应力循环次数,以百万次计
S(N)——轴承使用概率
A——常数
c、e、h——待定指数,由轴承试验数据确定
该理论引入了局部应力和材料疲劳极限的概念,计算的出发点是局部应力,更加符合疲劳强度的设计思路,按照该理论,计算额定寿命简化式可表示为:
 (5)
(5)
其中aSKF为寿命调整系数,它包括了润滑、污染、疲劳极限和轴承当量动载荷之间的复杂关系,它的值由污染系数ηc、轴承疲劳极限载荷Pu、当量动载荷P和粘度系数K之间的函数关系给出。ηc系数则考虑了润滑剂的污染及其对轴承寿命的影响。目前这一理论仅在SKF内部使用。
在国际标准ISO 281:1990中也给出了修订的额定寿命计算式:
Lna=a1axyzL10
 (6)
(6)
该修订公式中的修正系数axyz考虑到材料、润滑、环境、杂质颗粒、套圈中内应力、安装和轴承载荷等因素对轴承寿命的影响。目前该修正式已被我国正式引用并作为我国滚动轴承行业产品寿命的推荐性文件。
科学准确地预测轴承疲劳寿命一直是机械工程学者关心又难以解决的难题,三参数Weibull分布和修正的Palmgren-Miner疲劳损伤累积法将是滚动轴承应用中亟待研究的课题,同时建立关于轴承疲劳机理研究、失效因素分析、材料冶炼加工工艺、试验数据分析等的数据库也是任重道远。
轴承寿命快速试验机的现状及发展
20世纪早期,我国轴承行业一直沿用前苏联的ZS型轴承寿命试验机进行轴承寿命试验,这种试验机的性能已明显落后于试验发展需要。从美国引进的F&M 5″新型滚动轴承疲劳寿命试验机除了价格昂贵外,还采用气动高压动力源和60Hz的电频率,不太适合中国的国情。因此在20世纪的90年代,在吸取国外先进试验机的基础上,杭州轴承试验研究中心研制了新一代自动控制滚动轴承疲劳寿命强化试验机B10-60R及其改进的ABLT系列滚动轴承疲劳寿命强化试验机,大大地推进了中国轴承行业轴承寿命试验系统技术的进步。
1. ZS型和F&M 5″型滚动轴承疲劳寿命试验机主要性能参数
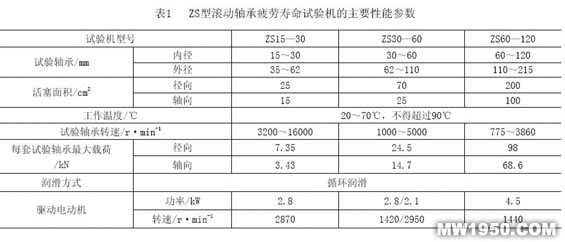
ZS型滚动轴承疲劳寿命试验机的主要性能参数见表1
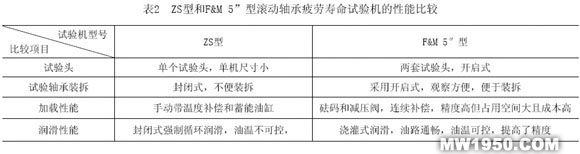
ZS型和F&M 5″型滚动轴承疲劳寿命试验机的性能比较见表2。
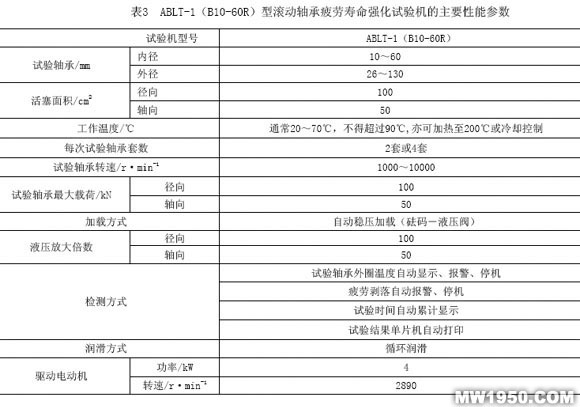
2. ABLT-1(B10-60R)型滚动轴承疲劳寿命强化试验机主要性能参数
与ZS型和F&M 5″型滚动轴承疲劳寿命试验机相比,ABLT-1(B10-60R)型试验机主要作了如下改进:
(1)在 F&M 5″型试验机的基础上,设计一套在径向和轴向都装有薄膜油缸的试验头座组合件,加载油缸传递推力时有调整件和补偿件,保证了精度。设置手动辅助返回动作机构,以利试验头的顺利装拆等。
(2)传动轴由两套深沟球轴承悬臂支撑,传动轴一端固定,一端游动,用弹簧消隙,电动机座部件支撑倒悬,结构紧凑,增加减振措施,增强了稳定性。
(3)加载系统采用薄膜式液压缸,占用空间小、成本低,同时液压缸进出油口安装电磁换向阀,便于自动控制。
(4)温度记录装置和振动信号处理装置等附属装置挂于机架上。
该型号试验机的主要性能参数如表3所示。
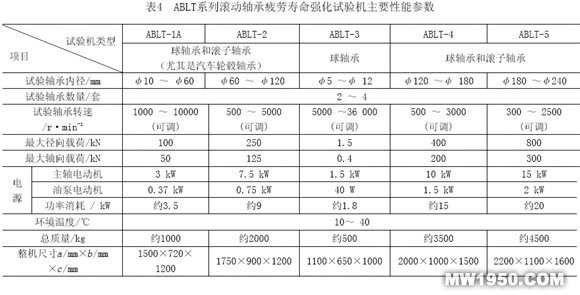
3. ABLT系列滚动轴承疲劳寿命强化试验机主要性能参数
在消化吸收和改进各种轴承寿命试验机的基础上,我国自行设计研制的ABLT(Accelerated Bearing Life Tester)系列滚动轴承疲劳寿命强化试验机,具有完全自主知识产权的新型轴承寿命试验技术和方法,通过个性化设计,能满足大多数滚动轴承疲劳寿命强化试验的需要。其主要性能参数如表4所示。
20世纪90年代以前,我国的轴承行业一直沿用前苏联的ZS型试验机和试验规范进行轴承的寿命试验,该试验技术试验精度低、加载系统不稳定、没有自动控制系统,远远不能满足大量试验工作的需要。ABLT-1寿命强化试验机试验技术一定程度地采用了自动化控制技术,具有操作方便、精度大大提高、使用可靠、减少了劳动强度。ABLT系列疲劳寿命强化试验机吸收了以前试验技术的优点,进一步加强和完善了自动化控制水平。目前这一轴承寿命强化试验系统技术已被瓦房店轴承集团有限公司检测试验中心、宁波摩士轴承研究院、重庆长江轴承工业有限公司 、中国石化润滑油公司天津分公司 、杭州诚信汽车轴承有限公司等国内外众多用户广泛认可并应用。
在ABLT系列试验机的基础上,进一步开发A2BLT+F2AST(Automatic Accelerated Bearing Life Tester & Fast Failure Analysis System Technology)寿命强化试验机和进一步研究开发包括快速失效诊断技术、快速失效分析技术、快速失效处理技术等三大方面技术,将是我们轴承行业试验机研发的下一个重要的课题。
轴承快速寿命试验技术现状及发展
由于影响轴承寿命的因素太多、太复杂,而轴承疲劳寿命理论仍需进一步完善,因此进行寿命试验成为评定轴承寿命的主要手段。相对于SKF、INA/FAG、Timken/Torrington、NSK等国外公司,我国轴承寿命试验起步较晚,对失效机理等基础理论研究不足,目前尚处于大量积累试验数据的阶段。但是经过十几年的努力和发展,我国的轴承寿命试验技术已经得到了较大的发展并有很大的发展前景。
早在20世纪40年代,美国就对产品的设计开始采用单因素环境模拟的研制试验与鉴定试验,用来检验设计的质量和可靠性。20世纪70年代,则开始采用综合环境模拟可靠性试验、任务剖面试验和验收模拟试验。在此后的很长时间内这些试验方法成为保障产品可靠性的主要手段。但由于环境模拟耦合作用的复杂性、高成本以及试验结果的滞后性,使得该类模拟试验技术丧失了一定的优势。
与模拟试验的思路相反,环境应力激发试验则是用人为的施加环境应力的方法,加速激出并清除产品潜在缺陷来达到提高可靠性的目的。从早期的高温、温度循环、温度冲击等激发试验的形式,发展为现在公认的高温变率的温度循环和宽带随机振动,试验所施加的应力不必模拟真实环境,只要激发的效率越高越好。随着该试验技术的蓬勃发展,有人试图用标准的形式来加速这一技术的发展,但这种思路容易将试验方法重新拉回到模拟试验的轨道上去,况且不同的缺陷类型和不同失效机理必须使用不同的应力筛选方案来进行,因此这种以标准试验方法来规范试验的方法是不可取的。
目前轴承行业广泛采用的可靠性强化试验技术是依据故障物理学,把故障或失效当作研究的主要对象,通过发现、研究和根治故障达到提高可靠性的目的。实践证明,该方法效果显著,并且与常规试验技术具有等效性和可比性。前苏联、瑞典的SKF、日本的NSK、NTN、英国的RHP(现为日本NSK-RHP)、奥地利的STEYR(现为SKF-STEYR)、美国的SKF和F&M公司均采用加大试验载荷来达到快速试验的目的。日本和欧美等国家的深沟球轴承强化试验中所采用的试验载荷已经接近或超过额定载荷的一半,如表5所示。

模拟试验技术近年来得到广泛的重视,但是模拟试验成本较高、周期太长和模拟耦合的复杂性,使得模拟试验呈积木式、模块化方向发展。激发试验技术虽然国外有一定的研究,但是国内轴承行业目前还很少做过该类试验,同时这种试验方法目前都是在设计没有缺陷的前提下,针对生产过程的缺陷,对于设计缺陷还不能很好的排除。
试验技术的智能化和个性化将是轴承寿命试验技术将来的发展方向,根据特定的试验条件,设定转速谱和载荷谱等以满足试验的要求,同时应用人工智能和专家系统等知识库技术来进行智能化处理。2005年10月,第一作者曾赴欧洲考察三周,在德国慕尼黑技术大学等培训学习汽车模拟试验技术,并实地考察了INA/FAG轴承公司、KLUBER润滑脂公司及其测试中心的模拟试验现场情况,对此有了更深刻的感悟。
轴承寿命试验数据处理及发展
由于轴承寿命非常离散,一批同结构、同材料、同热处理、同加工方法的轴承在相同的工况下,其最高寿命和最低寿命相差几十倍甚至更多,因此对疲劳寿命试验数据需要用数理统计方法进行处理。近似服从滚动轴承疲劳寿命的理论分布有韦布尔(W. Weibull)分布以及对数正态分布(寿命值取对数后符合正态分布)等,但由于韦布尔分布更加接近于寿命试验结果,而且数据处理比较方便,所以目前论述轴承寿命的分布时,绝大多数用二参数的韦布尔分布,其分布函数为:
 (7)
(7)
式中 F(L)——在规定的试验条件下,轴承运转到L小时而破坏的概率
b——韦布尔分布斜率,描述轴承寿命的离散性和稳定性
v——韦布尔分布的特征寿命,即当F(L)=0.632时对应的轴承寿命小时数
L——轴承出现疲劳破坏时运转小时数。
早期国内主要依据JB/T7049-1993标准中提出的数据处理方法,利用最佳线性不变估计、最大似然估计法或Weibull图法,估计出轴承寿命的韦布尔参数b和V,从而求出试验寿命和可靠性等参数。这种方法较为准确,适合于完全试验、定数截尾试验、分组淘汰等试验的数据处理,但是使用该方法需要一定数量的试验数据,否则不能准确地估计出真实的轴承寿命。JB/T7049-1993现修订为JB/T50013-2000。JB/T50093-1997推荐了另外一种数据处理思路,即先假设韦布尔斜率,设置了质量系数、检验水平、接受门限、拒绝门限等参数,从而减少了很多以前烦琐的数据处理,较适用于定时截尾的试验方法,可以减少试验失效套数,减少试验时间,节约试验费用,但是使用范围有一定的局限性,且与别的数据处理方法的处理结果有一定的差距。第一作者用JB/T50093-1997规定的方法、图估计法、最佳线性无偏估计法、最佳线性不变估计法、最大似然估计法以及最小二乘法等六种方法对几组试验数据进行处理,得到b和v的估计值并加以比较,结果表明最小二乘法的偏差较大,其他几种方法的估计结果差别不大,因此用以上几种方法对轴承寿命进行估算时,关键还是收集数据的正确性。无失效数据的bayes分析法和无失效数据的配分布曲线法正在受到人们的关注和研究。杭州轴承试验研究中心有限公司企业博士后科研工作站试图与国内外著名高等院校合作,以市场为导向,产学研合作共赢的合作模式,在滚动轴承性能寿命的检测试验、故障诊断、寿命预测等相关领域进行研发攻关。随着轴承寿命试验数据处理技术的创新,必将促进滚动轴承快速寿命试验的发展。
来源:现代零部件


