在锂电池技术中,涉及到的超声波金属焊接(UMW)有三种:铜/铝箔对极耳(foil to tab),极耳对极耳(tab to tab),极耳到汇流排(tab to bus-bar)。
Busbar材料通常是根据电流承载能力、焊接后接头的机械、电和热性能,以及材料的可获得性和成本来确定。
超声金属焊接可焊接不同厚度的不同材料、高光高反射材料和导电材料,可对多层材料进行焊接,且焊接中低热量输入更加安全。锂电经典产品通用汽车雪佛兰Volt和日产LEAF的锂电池组使用的就是超声金属焊接工艺进行生产。
尽管超声金属焊接得到广泛应用,但是对焊接后接头品质的研究仅限于机械强度,缺乏对接头电阻和热性能的报告。
本文采用不同厚度的铜制和铝制Busbar和Tab进行焊接。从影响接头品质的三个关键点对焊接质量进行评估:机械强度,电阻和温升。
1、试验方案
1.1 Tab和Busbar材料
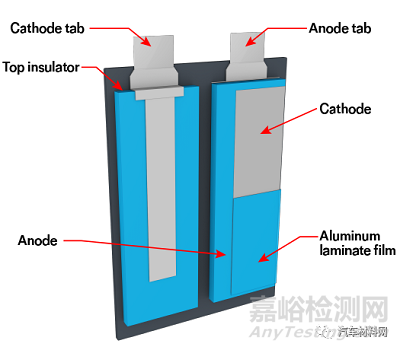
通常,软包电芯(Pouch Cell)密封包装上有两个凸起金属片(Terminal Tabs),如图1所示。一般来说,Tab材料是镀镍的铜(Cu镀Ni)和铝(AL),分别作为负极和正极。这里选择0.3mm的Cu[Ni]和AL极片进行测试研究。Busbar材料和厚度的选择取决于电池容量、载流量和热管理系统。
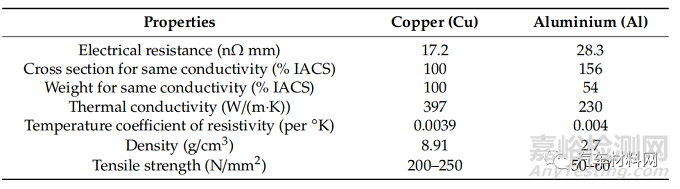
铜和铝是电气设备上最常用的Busbar材料。IACS标准定义的铜和铝性能如表1。尽管铜的电阻率、抗拉强度和导热系数优于铝,但是如果考虑重量因素,相同质量下铝的导电率是铜的1.85倍。因此,对于有轻量化设计要求的电动汽车,铝是更好的选择。
图1 软包电芯结构
表1 铜和铝的性能比较。来源IACS: International Annealed Copper Standard
这里研究采用超声波金属焊接后的接头性能表现:机械强度、电阻和温升。Cu和AL的Busbar采用不同厚度。Tab和Busbar的材料和厚度信息见表2。一般情况下,镀镍的Cu作为Tab,这里镍层厚度2µm。镀镍主要是用于耐腐蚀。Busbar和Tab尺寸都是100mmX25mm。
表2 Tab和Busbar材料信息
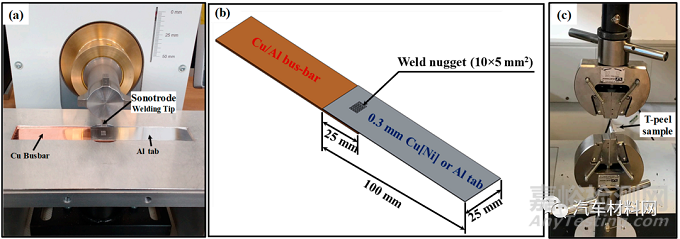
图2 (a)超声波金属焊接设备;(b)Tab和Busbar尺寸和焊接区域;(c)T-peel撕力测试
1.2 Tab和Busbar超声波金属焊接
超声波金属焊接比较适用于将薄片焊接到厚金属片上,因此这里将薄片Tab放置在厚片Busbar上方,如图2(a)。这里采用20Khz的6.5KW的超声波金属焊接机,输出振幅30-60µm。焊接区域10mm x 5mm。
影响焊接质量的三个主要参数:焊接压力,焊接时间,焊接振幅。焊接参数水平和组合见表3。触发延迟0.2s,此时气缸压强转化为焊接压力。
表3 焊接参数水平和组合
1.3 机械强度测试设置
T-peel测试装置见图2(c)。拉力计量程5KN,测试速度20mm/min,以减少速度快速变化引起的冲击。记录测试中的峰值拉力。每组参数下撕力测试3个焊接样件,取均值以表征该参数下的焊接强度。
根据载荷-位移曲线,可对焊接结果进行分类:虚焊、良好、过焊。这三大类结果还可以通过焊接截面来进行观察。虚焊(Under-Weld)在焊缝界面上出现未连接的间隙;良好的焊接(Good-Weld)在焊缝界面上呈现均匀结合的结果;过焊(Over-Weld)在焊缝界面上出现了过度减薄并带有片状破碎区。
1.4 电阻和温升性能测试设置
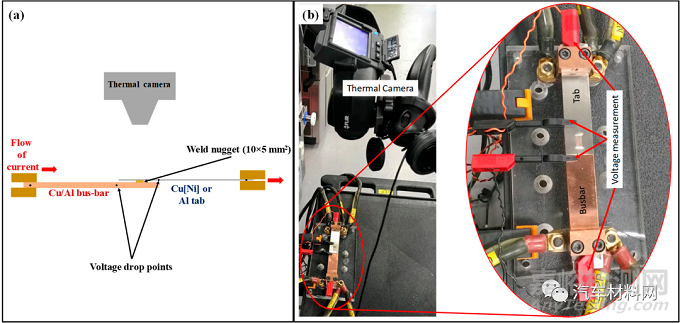
为了正确评估接头处的电阻和温升性能,使用T-Peel测试中焊接强度最大的参数和焊接样件。测试装置见图3。Tab-to-Busbar焊接样件两头用铜块夹紧。两侧铜块分别连接电源正负极和电压传感器。另外还有一个电压测量装置,测量点靠近焊接区域。这样就能根据设定的电流大小,计算出焊接后的接头电阻值。电阻产生热量损失,使用焊缝正上方的热成像仪就能记录温升结果。锂软包电芯经过的电流高达300A。这里我们采用250A电流,通电测试时间60s,记录温升结果。同时,还可以计算出接头的电阻随温升变化的结果。
图3 Tab-to-Busbar接头的电阻和温升性能测试装置。(a)测试原理图;(b)测试装置
2、测试结果和讨论
2.1 接头焊接强度
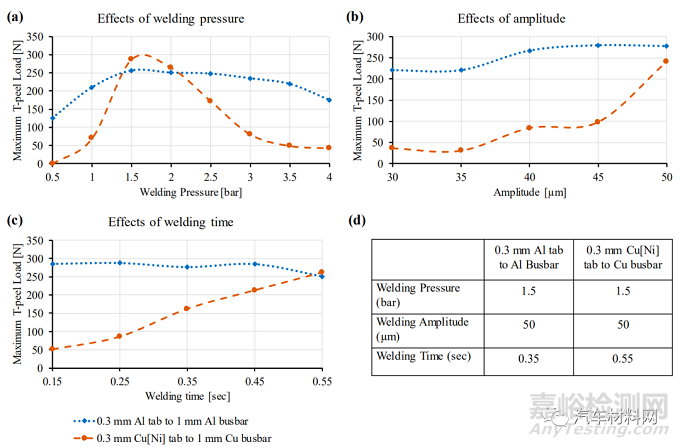
图4 (a) 焊接强度与压强关系曲线;(b)焊接强度与振幅关系曲线;(c)焊接强度与时间关系曲线;(d)电阻和温升测试用焊接参数。
压力对焊接强度的影响见图4(a),0.3mm铝Tab和1mm铝Busbar焊接,焊接压强在1bar-3.5bar条件下,撕拉力大于200N。但应注意当焊接压强大于2.5bar时,铝Tab变形严重,因此不建议采用。在1.5bar条件下,焊接强度达到最大值,且外观良好。
压力对焊接强度的影响见图4(a),0.3mm铜Tab和1mm铜Busbar焊接,当焊接压强1.5bar时,焊接强度达到最大值。
振幅对焊接强度的影响见图4(b)。在振幅30-35µm时接头会产生虚焊,随着振幅增大,焊接结果改善。在两种组合下(铝和铜),振幅在50µm时撕拉力达到最大值。
焊接时间对焊接强度的影响见图4(c)。对于铜制Tab-to-Busbar焊接,随着焊接时间增加,撕拉力稳定增加,在0.55s时撕拉力达到261N。对于铝制Tab-to-Busbar焊接,随着焊接时间增加,撕拉力轻微下降,这是因为AL制Busbar过度变形(过焊)。这里铝制Tab-to-Busbar适合的焊接时间是0.35s,避免虚焊和过焊。
图4(d)是用于后续电阻和温升测试用的最佳焊接参数。
2.2 接头电阻性能
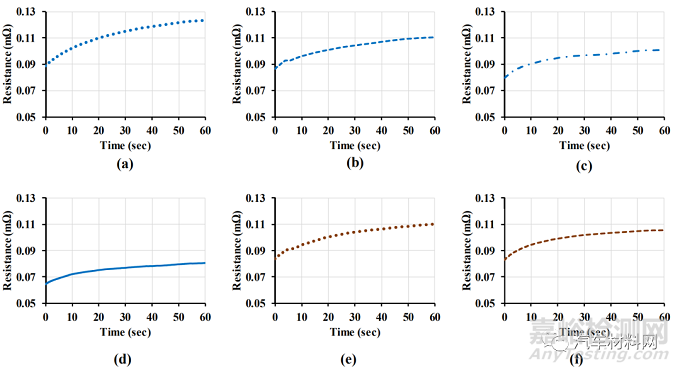
接头通过250A的恒定电流,再测量接头两侧电压,就可以计算出不同材料的Tab焊接后的电阻大小。通电流60秒时,我们发现由于热量产生,电阻在缓慢增加,增加幅度取决于Busbar的材料和厚度。图5是0.3mm的AL Tab焊接到AL或Cu的不同厚度的Busbar的电阻值。在恒定电流下,电阻的计算公式为=/,其中表示电阻率,表示长度,表示横截面积。
图5 电阻变化曲线,分别为 0.3mmAl的Tab焊接到(a)1.0mm AL Busbar (b)1.5mm AL Busbar (c)2.0mm AL Busbar (d)2.5mm AL Busbar (e)1.0mm Cu Busbar (f)1.5mm Cu Busbar (g)1.5mm Cu Busbar (h)是变化百分比。
在本次测试中,电压传感器夹持在固定位置,以保持测量长度不变。同样,超声焊接动作采用一样的焊接参数,以避免焊接操作过程中的变化。另外,横截面积取决于Busbar厚度,并且根据计算公式,电阻会随着Busbar厚度增加而降低。
因此,我们可以观察到:随着Busbar厚度增加,起始电阻逐渐减小。这是由于当电流大小保持不变时,电阻随截面积的增加而减小。例如,0.3mmAL Tab与1.0mm, 1.5mm, 2.0mm和2.5mm的AL Busbar焊接后起始电阻分别为0.089mΩ, 0.087mΩ, 0.080mΩ和0.065mΩ;0.3mmAL Tab与1.0mm, 1.5mm和2.0mm的Cu Busbar焊接后起始电阻分别为0.084mΩ、0.083mΩ和0.080mΩ。Cu Busbar起始电阻变化相对较小。
另外,Busbar厚度越小,随着通电时间增加,电阻变化越大。例如,0.3mmAL Tab与1.0mmAL Busbar焊接接头在通电过程中电阻增加了0.034mΩ。对应1.5mm AL Busbar,电阻增加了0.024mΩ;对应2.0mm AL Busbar,电阻增加了0.021mΩ;对应2.5mm AL Busbar,电阻增加了0.016mΩ。同样的变化也发生在AL Tab与不同厚度的铜Busbar的焊接接头上。变化百分比见图5(h)。
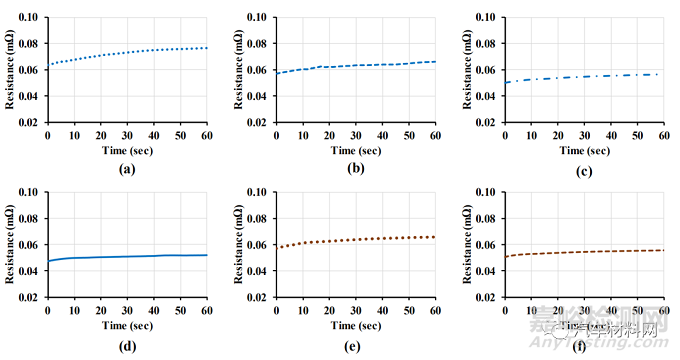
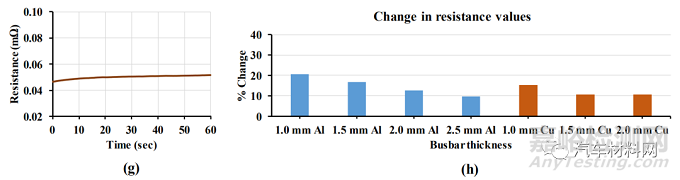
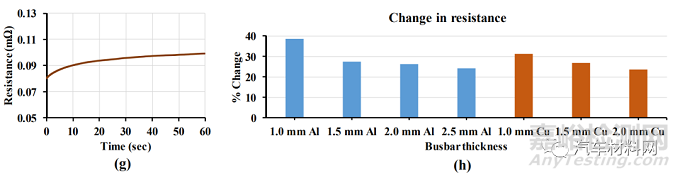
图6 电阻变化曲线,分别为 0.3mmCu[Ni] Tab焊接到(a)1.0mmAL Busbar (b)1.5mmAL Busbar (c)2.0mmAL Busbar (d)2.5mmAL Busbar (e)1.0mmCu Busbar (f)1.5mmCu Busbar (g)1.5mm Cu Busbar (h)是变化百分比。
类似的,0.3mmd厚Cu[Ni] Tab焊接到不同厚度和AL/Cu Busbar上的接头电阻,也会随着通电时间的增加而增加,见图6。我们还可以观察到:
0.3mmCu[Ni]焊接到1.5mm AL Basbar的接头初始电阻,和焊接到1.0mm Cu Basbar的电阻相同(0.057mΩ);
0.3mmCu[Ni]焊接到2.0mm AL Basbar的接头初始电阻,和焊接到1.5mm Cu Basbar的电阻相同(0.050mΩ);
0.3mmCu[Ni]焊接到2.5mm AL Basbar的接头初始电阻,和焊接到2.0mm Cu Basbar的电阻相同(0.046mΩ);
随着Busbar厚度增加,接头电阻在通电过程中变化的梯度减小,且呈现趋于恒定数值。
0.3mmCu[Ni] Tab与1.0mmAL Busbar焊接接头在通电过程中电阻增加了0.013mΩ。对应1.5mm AL Busbar,电阻增加了0.010mΩ;对应2.0mm AL Busbar,电阻增加了0.006mΩ;对应2.5mm AL Busbar,电阻增加了0.005mΩ。
0.3mmCu[Ni] Tab与1.0mmCu Busbar焊接接头在通电过程中电阻增加了0.0089mΩ。对应1.5mm Cu Busbar,电阻增加了0.0053mΩ;对应2.0mm Cu Busbar,电阻增加了0.0049mΩ。变化百分比见图6(h)。
不同组合的接头电阻,在通电过程中的最大值汇总在表4。从表上可以观察出:0.3mm Cu[Ni] Tab的平均电阻值约是对应Al Tab的0.6倍。
表4 不同组合下的电阻值
2.3 接头热性能
锂电池老化是电动汽车行业面临的最大挑战之一,导致电池老化的主要原因之一是高温。有研究表明,Tab温度升高比电池表面温度升高更令人担忧,对Tab接头充分冷却可延长电池组寿命3倍,即降低电池使用成本66%。
Tab焊接到Busbar的接头温升曲线见图7,所有试验的起始温度设定为25℃。与电阻变化类似,接头处的温度随着热量产生和电阻变化而增加。例如,当250A电流通过0.3mmAL Tab和1.0mm AL Busbar的焊接接头60s后,测量得到的最高温度96.18°C。随着Busbar厚度的增加,接头处得到的最大温度会因为一些原因而降低,包括起始电阻、电阻变化、热传导系数和散热质量等。例如,0.3mmAL Tab和1.5mm、2.0mm和2.5mm厚的AL Busbar接头通电的最大温度分别为80.27℃、67.83℃和59.97℃。
一般来说,由于铜的热传导系数大且电阻相对较低,因此采用Cu Busbar的接头温度要低于采用AL Busbar接头温度。例如,0.3mm AL Tab和2.0mm AL Busbar的焊接头温升67.83℃,要高于0.3mm AL Tab和2.0mm Cu Busbar的焊接头温升50.07℃。图7(a)和(b)表示0.3mmAL Tab焊接到不同厚度的AL 和Cu Busbar的温度响应曲线。Cu Busbar 的温升明显小于Al Busbar 温升。因此,当采用AL Tab时,Cu Busbar的接头热学性能更好。
0.3mm Cu[Ni] Tab焊接到Al和Cu的Busbar的接头温升曲线见图图7(c)和(d)。由于Cu电阻小且热传导系数低,因此采用 Cu[Ni] Tab的接头温升低。例如,0.3mm Cu[Ni] Tab和1.0mm AL Busbar的焊接头通电60s最大温度66.96℃,明显低于0.3mm Al Tab和 1.0mm Al Busbar通电温升96.18℃。
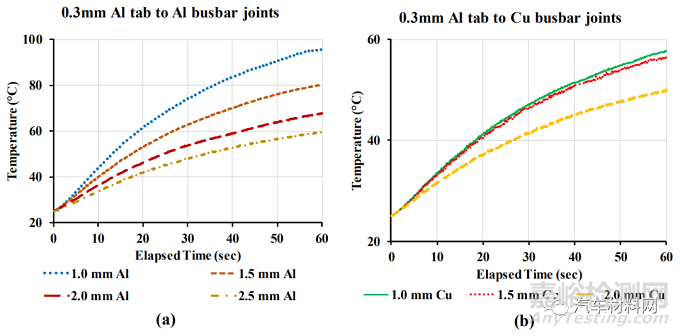
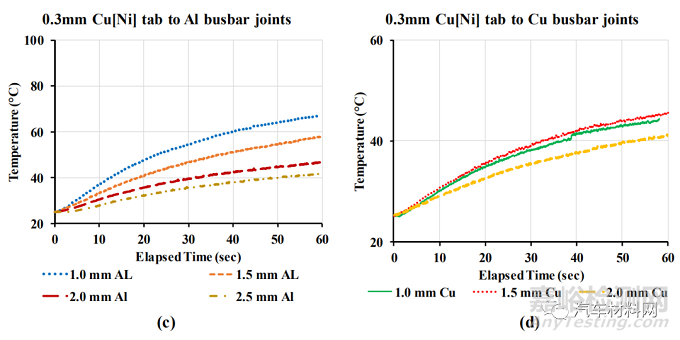
图7 在250A电流下60s内的温升曲线,(a)0.3mm Al Tab焊接到Al Busbar,(b)0.3mm Al Tab焊接到Cu Busbar,(c)0.3mm Cu[Ni] Tab焊接到Al Busbar,(d)0.3mm Cu[Ni] Tab焊接到Cu Busbar。
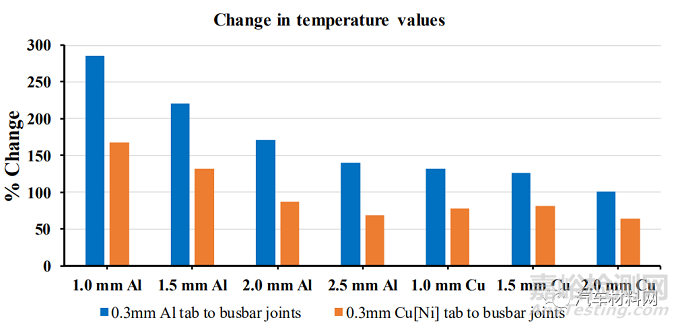
图8给出了0.3mm Al/Cu[Ni] Tab和不同厚度的Al/Cu Busbar焊接后的接头在通电过程中的温升变化,相比较初始温度的增加倍数。与电阻特性相同,Cu[Ni]Tab的平均温升只有AL Tab的0.6倍。
图8 0.3mm Al/Cu[Ni] Tab和不同厚度的Al/Cu Busbar接头在通电60s的温升变化
3、结论
本次研究对比了不同组合下的Tab和Busbar焊接接头的机械强度、电阻和温升特性。对0.3mm的Al 和 Cu[Ni] Tab焊接到不同厚度的Al和Cu Busbar的接头的关键质量指标:机械强度、电阻和温升进行了评价。用T-peel拉力试验机测试了接头的机械强度,得到最佳焊接参数。对于0.3mm Al Tab和Al Busbar的超声波焊接,焊接压力1.5Bar,焊接振幅50µm,焊接时间0.35s;对于0.3mm Cu[Ni] Tab 和 Cu Busbar 的超声波焊接,焊接压力1.5Bar,焊接振幅50µm,焊接时间0.55s。用以上最佳参数进行打样,并对样件进行电阻和温升特性测试。有以下结论:
随着Busbar厚度增加,接头在通电过程中电阻变化减小,并且趋近一条平坦直线。我们可以观察到0.3mm AL Tab 和1.5mm AL Busbar的接头电阻变化与0.3mm Cu[Ni] Tab和1.0mm Cu Busbar的接头相同。
温升曲线表明,随着Busbar厚度增加,接头处测量的最高温度降低。此外,Cu[Ni] Tab的平均温升只有AL Tab的0.6倍。
以上结果和数据,对采用超声波金属焊接工艺的Tab和Busbar选型,提供参考和指南。此外,这些结果还可以用于电池组建模和仿真来评估整个PACK性能。