在长庆管道建设领域,Φ27mm~Ф89mm规格管道(以下简称小径管管道)在集输管道及增压点、联合站、压气站、分输清管站、集注站等场站工艺管道应用极为普遍。
因为γ射线源运输、管理要求严格,储存、放射防护困难等原因,小径管管道通常不能采用中心内透。
依照SY/T4109-2005《石油天然气钢制管道无损检测》规定,小径管管道99%以上采用双壁双影椭圆成像方法进行检测,所以椭圆成像质量关系到长庆油田无损检测的工作质量,直接影响管道建设的工程质量,其质量控制的重要性不言而喻。
椭圆成像方法
在日常工作中通常选用定向X射线机对该类小径管管道焊口进行拍片透照。
对小径管双壁双影椭圆成像主要采用平移(偏心)法和角度法,隔90°各拍1张底片。
在实际检测中多用平移法进行射线拍片,在特殊地段可采用角度法椭圆成像。
1、平移(偏心)法双壁双影椭圆成像
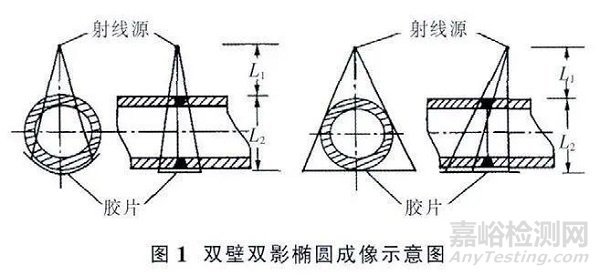
(1) 平移法双壁双影透照:是指主射线束与管道方向进行透照,通常焦距(即射线机焦点胶片的距离)选用600mm,使射线透照过焊缝后在底片上形成椭圆开口的焊缝影像的透照方法(图1)。
(2) 平移法成像时,首先根据管道的管径、壁厚、焊缝余高及标准规定的椭圆开口间距和选用的焦距,用偏心距计算公式,计算出平移距离(主射线束至焊缝中心的距离L0)。
L0=L1/L2×(b+q)=[F/(D0+Δh)-1](b+q)
其中:F为射线机焦点至射线胶片的距离;D0为管道外直径;Δh为焊缝余高;b为焊缝宽度;q为椭圆开口宽度;L1为射线机焦点至焊缝表面的距离;L2为焊缝表面至胶片的距离。
(3) 计算出平移距离L0后,沿焊缝中心位置顺平移方向在管道上量出此距离,并作出标记。再利用射线机自带的准直器,在保持射线机与管道平行的状态下将焦点与作出的标记对齐,布好片后即可进行曝光。
这种方法操作方便、简单,对现场操作人员求不高,透照质量比较容易控制,返工几率小,尤其适用于小径管管道焊缝透照。
2、角度法椭圆成像
(1) 角度法椭圆成像时无需计算,在射线机与管道形成一定夹角的状态下,使主射线束与焊缝所在平面呈一定夹角,使主射线束直接穿过焊缝或与焊缝平面保持一定距离(20~50mm)的情况下,布好片后进行透照。
椭圆开口间距由“夹角”及主射线束与焊缝平面的距离2个因素共同控制。
(2) 这种方法在检测中因对透照人员的现场经验要求较高、难以控制椭圆开口间距及工作效率低等原因,一般只在平移法难以或无法实施时才应用。
由于检测人员对以上方法掌握不够熟练,导致在检测过程中经常出现“白头”、“曝光不均匀”等底片质量问题,严重影响检测底片评定结果,甚至导致底片不能评定的情况发生。
由于管道工程建设周期短、进度要求高,给检测单位预留的检测工作时间短,一旦发生这些情况,往往无法返工,给工程质量留下无法弥补的质量隐患。
结论与建议
由计算公式和实践经验知,用以上检测设备和透照方法对小径管管道焊缝椭圆成像时,应注意以下方面,可有效避免由于底片质量问题引 起的工程质量隐患。
(1) 欲保持椭圆开口间距不变的4种方法:
①不同管径时管径大、角度小, 管径小、角度大;
②同种管径时壁厚大、角度大, 壁厚小、角度小;
③管径过小单纯依靠角度调整, 椭圆不能开口过大或开口过小时,可适当增大平移距离;
④进行调整时, 须保证底片可均匀曝光。
(2) 当D0<48mm时,由于计算出的平移距离过大,平移后容易使焊缝部位处于辐射场边缘,造成曝光不均匀或“白头”现象,所以宜选用角度法。
(3)当48mm<D0<89mm时,宜选用平移法。