您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-07-13 00:02
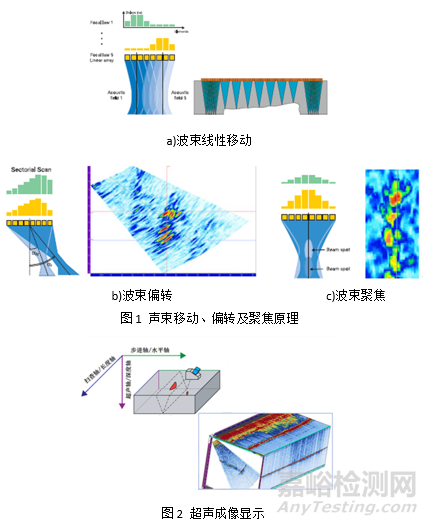
相控阵超声检测技术是上世纪90年代出现的先进超声检测技术,该技术是通过对换能器阵列不同单元在发射或接收声波时施加不同时间延迟规则(聚焦法则),实现超声声束移动、偏转和聚焦等功能的超声成像检测技术。声束移动、偏转及聚焦原理见图1,超声成像显示见图2。
相控阵超声检测系统主要由换能器阵列和控制单元组成,换能器阵元按照一定的规则进行排列,具有独立的收/发控制模块,当换能器处于发射状态时,控制单元按照一定的延时规律控制换能器各阵元的发射延时时间,从而控制发射超声波束的聚焦和指向,实现声束在一定范围内的移动、偏转和聚焦。换能器接收过程同样遵守上述几何聚焦延迟规律,与换能器的发射状态是互逆过程。检测中,声束遵循一定的规律在介质中进行传播,当介质中缺陷处声阻抗发生变化时,会产生一定声强的反射信号。该点到达换能器阵列中各阵元的路径不同,从而导致该点处产生的反射信号到达各阵元时间存在一定的差异。各阵元按照设定的延迟量Δt对回波信号进行延时求和,使来自缺陷的回波信号实现同相,达到增强的目的,实现接收聚焦,相控阵超声检测原理如图3所示。
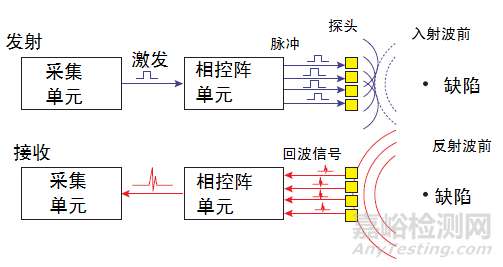
图3 相控阵超声检测原理图
相控阵超声技术的最早应用始于20世纪70年代的医学超声诊断领域;到80年代早期,相控阵超声从医学领域发展到工业领域;到80年代中期,随着计算机技术的飞速发展,相控阵超声成像技术逐步应用于航空航天、核工业等重要工业领域;到90年代,随着小型便携式相控阵超声设备研制成功,相控阵超声技术得到快速发展并广泛应用于各领域。
在国外,相控阵超声检测技术已广泛应用于航空航天、石化、电力、核工业等领域,如航空航天特种焊缝检测、飞机机身腐蚀C扫描检测、化工加氢反应器特殊焊缝及位置检测、大型涡轮叶片根部裂纹检测、核容器大厚板异种钢焊缝检测、长距离石油天然气输送管线对接焊缝检测等。
在国内,随着相控阵超声技术于90年代末的引入,近年来在相控阵超声设备开发、技术应用等方面取得了长足的发展。目前在航空航天、核工业、桥梁及国防等领域已有较多应用案例:在航空航天领域文献记载使用相控阵超声动态聚焦方法对航空发动机粉末高温合金圆盘件的微小缺陷(Ф0.4-14dB)取得了较好的检测效果及较高的检测效率,使用喷水耦合的相控阵C扫描技术,在满足检测要求前提下能快速检测出飞机复合材料脱粘缺陷;核工业中使用相控阵超声检测超厚板异种钢对接焊缝具有常规超声无法达到的检测效果;在桥梁制造中,使用相控阵超声技术对大型桥梁钢箱梁U肋角焊缝的熔透深度进行测量取得成功;在国防领域应用相控阵超声技术进行深潜器特殊位置焊缝的焊接质量检测,取得了理想的效果。
相对于相控阵超声技术的发展及应用,目前国内外相控阵超声检测标准也陆续颁布实施,标准涉及仪器、探头、试块及检测方法等诸多方面,目前主要标准见表1。美国ASME标准Ⅴ卷A篇强制性附录Ⅳ及Ⅴ中对焊缝手工相控阵超声检测及采用E扫描、S扫描检测焊缝进行了详细规定;ASTM E2491及E2700等标准对相控阵技术的原理、工艺及性能评价等进行了详细叙述,并给出了相关应用案例;GB/T 32563是国内首部相控阵超声检测方法标准,该标准对相控阵超声检测方法及工艺设计等进行了较详细的描述。
表1 相控阵超声技术相关标准
|
序号 |
标准名称 |
|
1 |
ASTM E2491-2013 Standard Guide for Evaluating Performance Characteristics of Phased-Array Ultrasonic Testing Instruments and Systems |
|
2 |
ASTM E2700-2014 Standard Practice for Contact Ultrasonic Testing of Weld Using Phased Arrays |
|
3 |
ASTM E2904-2012 Standard Practice for Characterization and Verification of Phased Array Probes |
|
4 |
ISO 18563-1 2015 Non-destructive testing-Characterization and Verification of ultrasonic phased array equipment-part 1: Instruments |
|
5 |
ISO 18563-2 2015 Non-destructive testing-Characterization and Verification of ultrasonic phased array equipment-part 2: Probes |
|
6 |
ISO 18563-3 2015 Non-destructive testing-Characterization and Verification of ultrasonic phased array equipment-part 3: Combined systems |
|
7 |
ISO DIS13588-2015 Non-Destructive Testing of Welds-Ultrasonic Testing-Use of (semi-) Automated Phased Array Technology |
|
8 |
ISO 19285-2016 Non-destructive testing of welds-Phased arrayultrasonic testing (PAUT)-Acceptance levels |
|
9 |
ISO 19675-2017 Non-destructive testing-ultrasonic testing-Specification for a calibration block for phased array testing (PAUT) |
|
10 |
ASME 2021 Boiler & Pressure Vessel Code SectionⅤNondestructive Examination |
|
11 |
EN 16018-2011 Non-destructive testing-Terminology-Terms used in ultrasonic testing with phased array |
|
12 |
GB/T 32563-2016 无损检测超声检测相控阵超声检测方法 |
|
13 |
GB/T 29302-2012 相控阵超声检测系统的性能与检验 |
|
14 |
NB/T 47013.15-2021 承压设备无损检测 第15部分:相控阵超声检测 |
|
15 |
JB/T 11731-2013 无损检测相控阵超声探头通用技术条件 |
|
16 |
JB/T 11779-2014 无损检测相控阵超声检测仪技术条件 |
|
17 |
JJF 1338-2012 相控阵超声探伤仪校准规范 |
综上所述,相控阵超声检测技术是近年来随着制造业快速发展而兴起的无损检测新技术,该技术具有常规无损方法无法比拟的诸多优势。相信随着相控阵超声技术的更进一步发展及国内外标准的逐步完善,该检测技术必将在各大工业领域得到更广泛推广并发挥出巨大作用。

来源:航空工业综合所


