您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-12-20 18:19
为了保证振动试验的正确性,夹具在使用前应进行动态检测,以检查其主要的动态特性,如固有频率、传递特性、夹具与试件连接面上各点响应的均匀性、横向运动、波形失真度是否符合要求,以确定是否需要采取技术措施进行补救。
1、 夹具动态特性检测方法
夹具力学特性的要求:整个试验频率范围内,夹具的频响特性应平坦且夹具的一阶固有频率高于最高试验频率,对于大型夹具来说,要使其一阶固有频率高于试验件的一阶固有频率的3~5倍,避免发生夹具与试件在试验方向上发生共振耦合;夹具的阻尼要尽量大,夹具共振时(第一阶固有频率),共振放大倍数不大于4;夹具的横向运动(垂直于激振方向的运动)要尽量小,一般来说,横向振动比应小于30%,至多不应超过50%。
夹具动态测定的方法如下:将夹具用螺栓固定到振动台的台面上;加速度传感器安装到在振动台台面上,进行闭环控制,设其激振方向为aoy;在紧靠夹具与试件的连接孔附近,选择几个响应点,在每个响应测点处安装一个三方向加速度传感器,通过开环分别测量激振方向响应加速度aiy及横向响应振动加速度aix和aiz;按试件振动试验频率范围进行正弦扫频试验,记录控制点和各响应点的加速度随频率变化曲线;求出aiy/aoy变化曲线,计算出传递率,用以检查所涉及夹具在激振方向的传递特性,一阶固有频率共振时的品质因数“Q”和夹具连接面响应的均匀性;求出横向振动与激振方向的加速度比(下式所示),此值检查横向运动大小。

2、 试验测试原理
1)振动控制原理
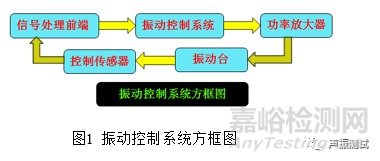
振动控制系统如下图1所示,将控制仪生成的驱动信号通过功率放大器逐级放大,然后驱动振动台工作,同时控制点的响应信号反馈给控制仪,将与设定好的参考谱进行比较、修正,得出新的驱动谱,如此反复进行,使控制谱达到并满足试验控制精度要求,一般情况控制点选取在产品与夹具连接界面处。
2)测量系统原理
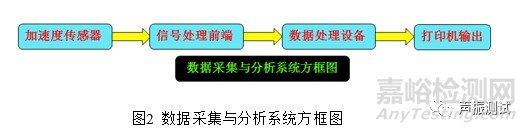
测量系统如下图2所示,采用内置式加速度计测量产品各点在振动环境下的加速度响应。加速度测点测量X、Y、Z三方向的加速度,测点采用快干胶或环氧914粘接。测量点通过螺钉与绝缘的玻璃钢块连接,组成试验用传感器组。产品不能打磨的部位,用酒精擦拭后粘贴铝基,将传感器粘贴在铝基上;可打磨位置,打磨并用酒精擦拭后直接粘于产品上。为避免在试验期间传感器、连接导线松动而导致信号丢失,因而在传感器安装时和正式试验前对每个传感器实施一次轻敲试验,以检验由传感器、数据采集和处理系统组成的测量系统连接的完好性。在试验过程中,信号分析系统监视关键点的响应,以便及时发现问题。每次试验结束后,分析关键数据,根据测量结果决定是否进行下一步试验。
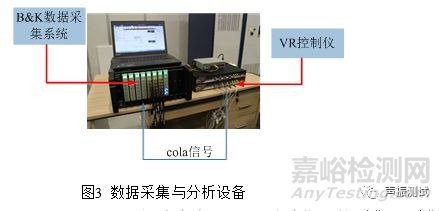
本实验室采用VR控制仪对振动台进行振动控制,同时输出cola信号,B&K3660-D型数据采集系统对响应点数据进行采集同时采集VR控制仪输出的cola信号,如下图3所示。
打开PULSE Time Data Recorder,进行响应点和cola时域信号的采集,采集的信号为pti格式,PILSE →application→Time→TimTimeEdit&Analyze,打开上述Time Data Recorder录制的pti文件,将该文件转换为uff格式,如图4所示,然后用lms软件offline sine data reduction模块对该uff格式文件进行振动试验数据处理和分析,如图5所示。

3 、夹具动态特性检测结果
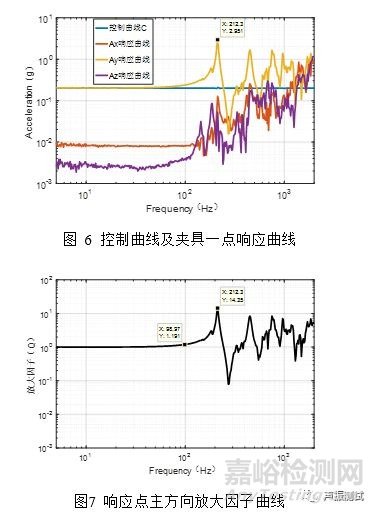
对夹具进行5Hz-2000Hz小量级0.2g特征级扫频振动试验,夹具的控制点布置在振动台台面上,响应点位于夹具的上沿。对夹具Y向进行振动扫频试验, Y向控制曲线和A点的响应曲线如下图6所示,基频为212.3Hz与仿真吻合,满足夹具一阶固有频率高于试验件的一阶固有频率的3~5倍的条件。
响应点主主方向放大因子曲线如下图7所示,共振时放大因子为14.35,100Hz内的放大因子Q值最大为1.2,满足要求。
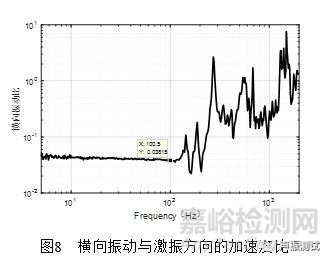
横向振动与激振方向加速度之比为如下图8所示,100Hz以内该值非常小,满足小于30%的要求。
4 、小结
本文提出了夹具动态特性检测的方法,并对试验测试的方法和原理进行说明,提出了一种依靠B&K测试系统振动响应点的测试方法,该方法对振动试验信号处理具有重要的意义,经测试该夹具满足夹具的基本要求。

来源:声振测试


