您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-12-16 20:19
引言
“陶瓷涂料”的命名虽形象但不标准,其本质上是一种以甲基硅树脂为主要成膜物的有机-无机杂化涂料。涂层固化后具有类似陶瓷的一系列性能,如高硬度、耐摩擦、耐高温、阻燃、耐老化、接触安全性好等,涂料因此而得名。
陶瓷水漆尤为特别,它一般采用双组分或三组分包装,其中一个组分主要是硅氧烷单体及其低聚物,其他组分则是由颜填料、各种功能助剂组成的水分散体系。使用时,各组分按照一定的比例、顺序混合搅拌。在此过程中,如图1所示,硅氧烷单体水解、缩合(熟化)形成水溶性甲基硅树脂,经喷涂,进一步缩合固化后即形成致密的陶瓷涂层。由此可见,陶瓷水漆的真正成膜物质不存在于它的任何组分之中,而是通过“溶胶-凝胶法”原位合成的。这种非典型的涂料设计策略所带来的优势是非常明显的:第一、解决了甲基硅树脂的贮存稳定性问题,实现了陶瓷涂料的水性化;第二、该水性化过程无须引入任何辅助分散的水溶性高分子链段和带电基团,陶瓷涂层保持了优异的耐水、耐介质性能;第三、大大简化了涂料生产过程,降低了生产成本。
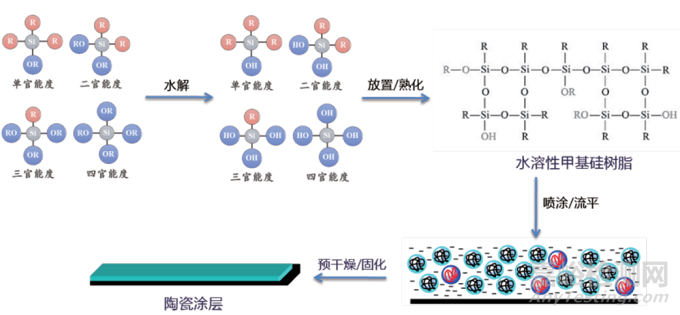
图1陶瓷水漆的设计机理示意图
高性能、低成本、原料来源丰富且绿色环保,陶瓷水漆似乎满足一个“完美涂料”所应该具备的一切特征。然而,传统陶瓷水漆配漆时间过长、使用不便,对基材前处理要求高且基材适应性差,涂层柔韧性欠佳,与传统有机涂层配套性不好,难以重涂和修补等一系列技术缺陷限制了它的广泛应用,迄今仍未成为一个主流的涂料品种。
我们充分认可陶瓷水漆的潜在价值。2013年起就开始尝试引入新的技术思路解决传统陶瓷水漆的技术瓶颈问题,最终形成了“柔性陶瓷水漆”的设计思想。从理念上讲,柔性陶瓷水漆不追求单一性能的极致,而是在保证陶瓷涂层高硬度和耐高温阻燃这两个基本性能之外,追求具体应用场合下的综合性能最优;从技术上,在陶瓷涂层中引入一定量的有机或无机纳米颗粒作为增韧体,利用它们自身的物理性能以及它们与甲基硅树脂之间的相互作用来调节陶瓷涂料的性能。
数年来,我们始终聚焦于柔性陶瓷水漆的技术与应用开发,认知不断加深,配方不断迭代、涂装工艺日趋成熟,柔性陶瓷水漆已经逐渐成为一种具有广泛应用价值的高性能、低成本、绿色环保且可定制化开发的涂层问题解决方案。本文概述了柔性陶瓷水漆技术与应用开发过程中所解决的三大核心技术问题:应用简便性问题、涂层增韧问题以及免打磨配套涂层的开发问题,并结合具体的应用案例阐述了这些核心问题的解决对柔性陶瓷水漆规模化推广的重要意义。
应用简便性问题
如上所述,在陶瓷涂料的使用过程中,硅氧烷单体组分首先发生水解生成硅醇化合物,硅醇继而进一步缩合生成陶瓷水漆的真正成膜树脂:水溶性甲基硅树脂。陶瓷涂层的固化同样是基于硅醇的缩合反应。理论上,陶瓷涂层在固化过程中(2Si-OH®Si-O-Si+H2O), 最大失质量率可达28%,如此大的失质量导致了涂层体积收缩,内应力变大,涂层很容易在固化和使用过程中发生开裂甚至剥落。因此,传统的陶瓷水漆在使用时,都需要经过长时间的熟化过程,其目的是使硅醇的缩合反应尽可能多地发生在喷涂之前,借此避免涂层的固化开裂。
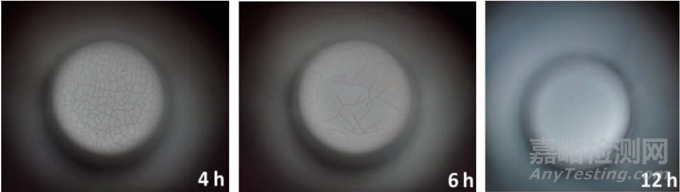
图2 某市售三组份纳米陶瓷水漆熟化时间与涂层外观的关系(放大倍数:60倍)反应温度:25℃;膜厚:~35mm;固化条件:160℃/20min
图2为某市售传统陶瓷水漆的涂层外观与涂料熟化时间的关系,其中配漆时的环境温度为25 ℃,干膜厚度仅为35 μm左右,固化温度160 ℃。可见,当涂料仅仅熟化4 h时,涂层固化后具有大量密集的裂纹;随着熟化时间的延长,涂层开裂的趋势变缓,熟化12 h以后,涂层固化后就非常完整了。因此,传统陶瓷水漆的一种很大的技术诟病就是配漆时间过长,这在很多应用场合是难以接受的。
利用柔性增韧体自身体积的变化以及增韧体与甲基硅树脂之间的相互作用,柔性陶瓷水漆可以大幅缩短硅树脂的熟化过程,简化配漆流程。如图3(A)所示,柔性陶瓷水漆使用时,A、B组分首先混合搅拌6~8 min,其中A组分主要由硅氧烷单体及其低聚物组成。在此过程中,硅氧烷单体迅速完成水解并伴随甲基硅树脂的形成。然后,把混合均匀的AB反应液加入到计量的C组分搅拌均匀,过滤即可使用。整个配漆过程仅需10 min。
把硅氧烷单体的水解及硅醇缩合过程压缩至数分钟内进行也带来了新的问题。由于硅氧烷单体的水解和硅醇的缩合都是自发进行的放热反应,且前者的放热是非常明显的。如图3(B)(方法1)所示,在室温28℃下配漆,AB反应液的温度迅速飙升至56℃。这导致配制的涂料温度较高,硅醇的缩合速度加快,进而导致涂料适用期缩短,涂层光泽不稳定。在温度更高的环境下配漆,这种现象尤为突出。
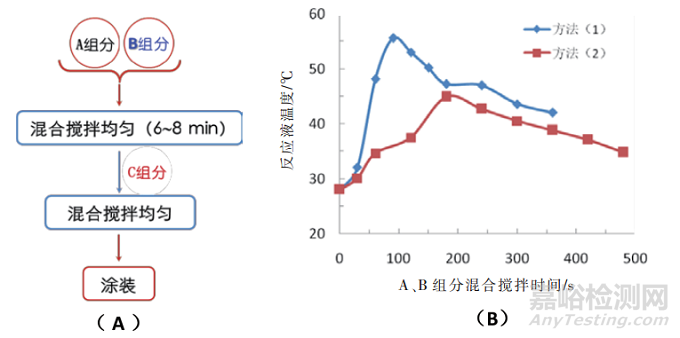
图3 (A) 柔性陶瓷水漆的配漆过程;(B)柔性陶瓷水漆配漆过程中AB反应液温度的变化
解决这个问题的关键是在保证硅氧烷单体顺利水解的同时,适当抑制硅醇的缩合。依照该研究思路,如图3(B)(方法2)所示,同等温度下配漆时,AB混合反应液的峰值温度降至~45℃,且峰值出现时间后移。通过观察A、B组分混合搅拌时间、配漆规模对涂层光泽的影响,可以发现硅醇的缩合速度变化被限定在可接受范围内,涂层光泽受配漆环境、配漆规模的影响大大降低了。至此,已经完美解决了陶瓷水漆的配制问题。
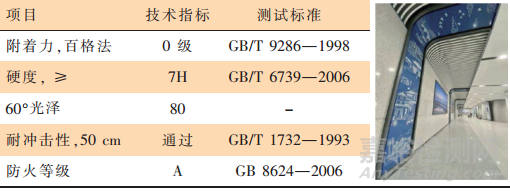
柔性陶瓷水漆使用时无需熟化,且基材前处理简单,无需喷砂,因此适用于高光烤瓷装饰板的生产且涂装成本较低。由中铁建工集团承建的南通西站是通沪线上最大的高铁站,在内装方面融入了大量的南通非物质文化遗产元素,其中“蓝印花布”镜面装饰板采用了柔性陶瓷水漆制备。涂层技术指标如表1所示,固化后硬度不低于7H,60°光泽达到了80以上,赢得了客户的高度认可,并在央视新闻上得以展示。
表1南通西站烤瓷内装板的技术指标及装饰效果
陶瓷涂层的增韧问题
柔性陶瓷水漆的终极研发目标是成为一种具有广泛应用价值的高性能、低成本、环保型面漆材料。为达成这一目标,陶瓷涂料首先要能够涂覆在多种基材以及有机涂层表面,并与这些涂装对象的热膨胀系数相匹配。因此,在大多数情况,对陶瓷涂层进行适度的增韧处理是非常必要的。
提高陶瓷涂层的柔韧性,最容易想到的是利用在硅树脂合成过程中引入二官能度单体或封端剂,如二甲基二甲氧基硅烷、二苯基二甲氧基硅烷等。但是遗憾的是,受限于陶瓷水漆的设计机理,硅氧烷单体选择是非常有限的,二官能度单体不仅起不到显著提高涂层柔韧性、改善涂层抗开裂能力的目的,反而降低了涂层的性能。柔性陶瓷水漆的设计思路为陶瓷涂层增韧提供了可行且多变的技术可能,且这种纳米增韧的机理并不会对涂层的硬度造成显著的影响。
如图4(A)所示,柔性纳米粒子分散在陶瓷涂层中,首先它可以通过自身体积的变化来缓冲陶瓷涂层固化或弯曲时所产生的收缩应力,赋予陶瓷涂层一定的柔韧性;其次,基于对柔性纳米粒子的结构设计,可以在陶瓷涂层中引入一个个以柔性纳米粒子为中心的、不完全固化的微区,进一步提高了陶瓷涂层的柔韧性。图4(B)展示了柔性陶瓷涂层在碳纤维和PET基材上的柔韧性,经受数百次如此大幅度弯曲依然可以保持完整。需要说明的是,同等厚度的柔性陶瓷涂层显现出的柔韧性受多种因素的影响,同样的产品在不同的基材或有机涂层表面上的表现是不一样的。
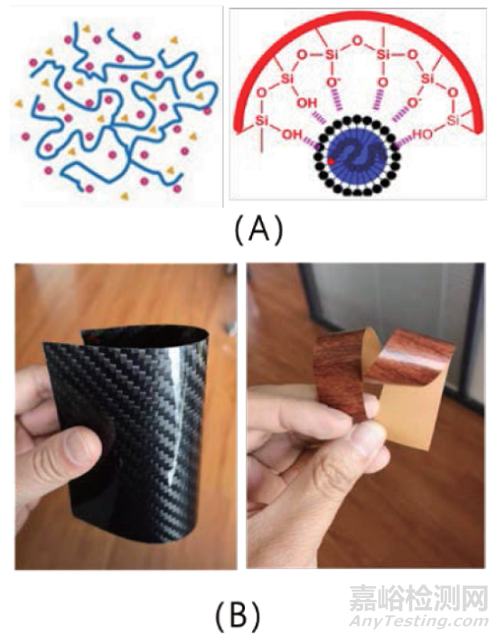
图4(A)柔性陶瓷涂层的微观结构及不完全固化微区示意图;(B)柔性陶瓷涂层在碳纤维和PET基材上的柔韧性展示
陶瓷水漆在轨道交通车辆,尤其是内装领域具有很大的应用价值。轨交车辆内部空间狭小、人流密集,对材料提出了诸多的要求。陶瓷涂层高硬度、耐摩擦、耐高温、阻燃、防污易洁、使用寿命长,直击该领域的痛点问题,是理想的轨交车辆内装涂料,郑州3号线地铁机车就使用了该产品。
郑州3号线地铁机车为铝合金车体,这是与陶瓷水漆最匹配的基材之一,在喷砂的铝板上。传统的陶瓷水漆固化后能符合所有的设计指标。但是,由于我国对内装外观要求较高,而在铝型材加工过程中,不可避免的会出现各种缺陷。因此,在涂装的过程中,基材要依次进行环氧打底、腻子找平和丙烯酸聚氨酯中涂(简称PU中涂)的处理,最后才是喷涂陶瓷水漆。
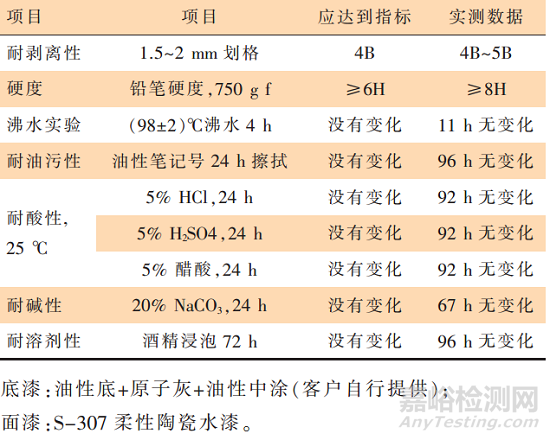
换句话说,陶瓷面漆并没有与基材直接接触,而是喷涂在丙烯酸聚氨酯表面。如果陶瓷涂层不做适当的增韧处理,涂层在高低温交变试验、沸水试验、耐溶剂测试时均容易发生开裂和脱层。表2为最终采用的涂装方案、技术指标和实测数据,可见使用柔性陶瓷水漆作为面漆,各项技术指标均达到或超越了设计目标。此外,由于陶瓷水漆的物理隔绝作用以及金属基材优异的导热能力,整个复合涂层依然保持了较好的耐高温、阻燃性能,以及优异的防止火焰蔓延的能力。
表2 郑州3号线地铁机车的烤瓷内饰板技术指标及实测数据
免打磨配套涂料的开发问题
为什么柔性陶瓷水漆配套涂料的开发如此重要?首先,陶瓷涂层自身并不能满足所有应用场合的防腐蚀性能要求,它需要与其他防腐涂料配套使用;其次,即使对于不锈钢、铝合金等耐腐蚀较好的基材,也常常出现基材不平整,需要底涂+腻子+中涂配套的情况;第三,陶瓷水漆在有些基材表面附着力较差或者极易与这些基材发生化学反应,需要引入过渡涂层才能喷涂。
以镀锌钢板为例:由于陶瓷水漆为酸性涂料,而镀锌层与酸具有较高的反应活性,陶瓷水漆直接喷涂在镀锌钢板上会出现光泽不均匀、起泡等漆病。传统纳米陶瓷水漆喷涂在镀锌钢板之前,必须用喷砂的手段把镀锌层彻底去除,导致产品的耐腐蚀性能没有保障,是一个极其不可靠的涂装方案。
本研究采用图5所示的方法对镀锌钢板进行涂装:基材除油脱脂、打磨后首先喷涂一层3~5μm的(免打磨)水性环氧涂料,预干燥5min后喷涂一道柔性陶瓷水漆,整个干膜厚度控制在35~45μm之间,然后固化。通过引入一道环氧过渡涂层,保留了镀锌层,大大简化了基材前处理方法。致密的陶瓷面涂层加上镀锌层、环氧底漆的协同作用,使所制备的烤瓷钢板呈现出超乎寻常的防腐蚀性能,总膜厚35μm左右即可达到≥1 500 h的耐中性盐雾腐蚀能力。
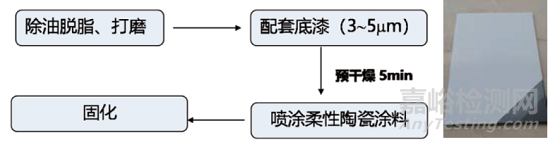
图5 柔性陶瓷水漆在镀锌钢板上的涂装方案及涂装实物图
在打磨的环氧和PU涂层表面,柔性陶瓷涂层大多都附着良好,但并不意味着所有的常见涂料都适合与柔性陶瓷水漆的配套使用。实际上,由于柔性陶瓷涂层硬度较高和拉伸性能有限的基本特点,硬度略高且高低温交变循环试验中硬度变化较小的涂层更有利于保证陶瓷涂层综合性能的展现。在具体的应用场景时,这种选择会更灵活一点。
在未打磨的环氧和PU涂层表面,即便是加入较多柔性有机纳米增韧体的柔性陶瓷水漆也常常附着力欠佳。虽然中漆打磨是很多工业生产常见、甚至广为接受的施工步骤,但是对打磨要求过高依然带来了很多潜在的风险。打磨过度或者不到位是打磨工序常见、且难以避免的问题。在郑州3号线机车内装施工的过程中,我们就发现凹槽衔接处打磨盲区经常出现安装时陶瓷涂层剥落的现象。因此,开发免打磨的配套涂料对于柔性陶瓷水漆在各个领域的大规模推广是极为关键的。
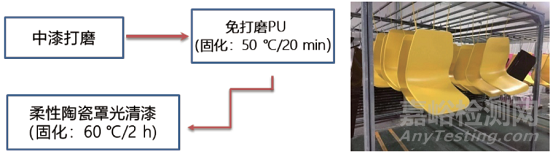
图6 采用免打磨PU中涂制备的超耐磨玻璃钢座椅涂装工艺及实物图
免打磨配套中涂在泰国玻璃钢座椅项目中得到了成功应用。该座椅要求涂层经过1 000g/500r的旋转砂轮测试后,磨耗≤ 20 mg。在测试多种高耐磨罩光清漆后,只有柔性陶瓷清漆可以满足该技术指标(~8.6 mg)。在客户指定的面漆上喷涂罩光清漆时,需要对面漆进行彻底的打磨,但是实际的生产过程中发现打磨过重,喷涂出的产品有明显的打磨痕,打磨较轻时又容易出现漏打和打磨不到位的情况,附着力没有保证。
最后,采用图6所示的免打磨PU中漆与柔性陶瓷罩光清漆配套使用的工艺解决了该产品的生产问题:玻璃钢座椅中漆打磨后,喷涂免打磨PU并在50℃下预固化20 min,然后喷涂柔性陶瓷水漆,60℃下固化2 h即可包装发货。免打磨配套涂料的使用不仅成功解决了陶瓷涂装的成品率问题,而且大大提高了涂装效率,是柔性陶瓷水漆在防腐、木器等行业推广的核心关键技术。
结语
❶ 系统地解决了陶瓷水漆作为一个通用型产品的核心技术问题,包括应用的简便性问题、涂层的增韧问题以及免打磨配套涂料开发问题,陶瓷水漆的研发及应用进入一个新的历史阶段;
❷ 柔性陶瓷水漆高性能、低成本、原料来源丰富且可定向开发,是一种潜力巨大,具有广泛应用价值的绿色环保涂料。它是理想的建筑内装材料,在外装方面也是氟碳涂料有力的竞争品/替代品;它特别适用于轨道交通车辆内装,解决轨道交通内装材料的痛点问题。在大部分应用领域,柔性陶瓷水漆都可以增加产品卖点,提升产品附加值;
❸ 柔性陶瓷水漆制备技术依然有大量的工作需要开展,产品性能和应用领域仍有较大的提升拓展空间。下一步,要以具体的应用场景、客户的具体需求作为抓手,推动柔性陶瓷涂料技术的进一步创新,这种创新不仅仅体现在柔性陶瓷水漆技术的持续进步上,还包括配套体系的系统化开发和应用开发工作;
❹ 柔性陶瓷水漆不是一款无所不能的涂料。它耐强碱性能不好,延展性相对较差,这决定了它不适用于强碱性环境以及对拉伸性能要求较高的场合。
参考文献(略)
作者 | 陈子辉1,2,林家祥1,缪国元2
(1.常州穗时新材料有限公司;2. 江苏晨光涂料有限公司)

来源:涂料工业


