您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2019-09-25 16:14
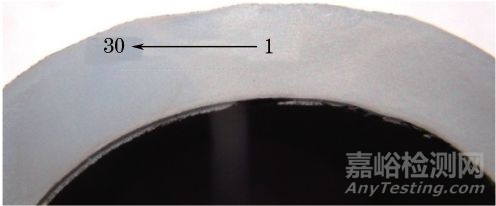
某电厂二期660MW机组锅炉为亚临界自然循环汽包炉,2018年2月1日,该电厂5号锅炉炉膛泄漏报警,给水流量异常增大,停机检查发现其末级过热器出口距顶棚约2m处发生泄漏,如图1所示。
图1 末级过热器泄漏处宏观形貌
过热器钢管材料为SA213T91钢,规格为ϕ45.0mm×5.2mm。锅炉累计运行时间约140000h,共启停91次。
理化检验
1、宏观分析
现场检查发现末级过热器左数第5屏前数第44,45,48,49根、左数第6屏前数第41,43,44根共计7根钢管发生泄漏。
图2 5-49号钢管的宏观形貌
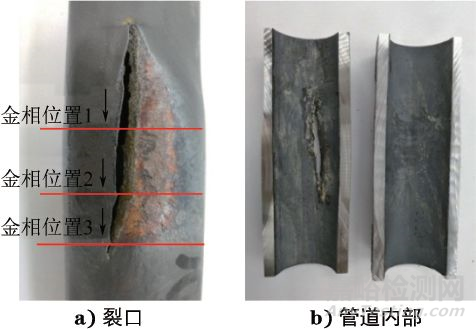
由图2可见,左数第5屏前数第49根(编号为5-49,其他钢管编号方式相同)钢管的爆口呈鱼嘴状撕裂,未出现明显吹损减薄,推测为初始爆口。泄漏蒸汽的冲刷将周围6根钢管的管壁吹损减薄,在内压力作用下发生二次泄漏。将5-49号钢管沿纵向剖开后观察,发现钢管内壁表面的爆口长度约70mm,宽度约6mm,爆口周围没有明显的蠕变裂纹,钢管内壁氧化皮较厚,局部氧化皮出现开裂、脱落。
2、力学性能分析
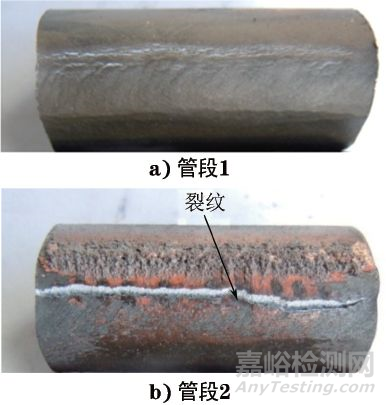
由检修资料得知,该末级过热器管在技改时曾切除5-49号钢管原定位滑块(材料为T91钢),将泄漏位置标高处定位滑块整体下移。在5-49号钢管上分别截取管段1(距顶棚1m)和管段2(原定位滑块焊接处)进行压扁试验,结果发现管段1压扁后,其外壁未出现明显裂纹,压扁试验合格;管段2压扁后,在原定位滑块焊接处出现了裂纹,压扁试验不合格,如图3所示。
图3 5-49号钢管不同管段压扁后的宏观形貌
3、金相分析
将图2b)中的钢管沿横向切成钢片,分别在钢片爆口中间、爆口1/4处以及爆口边缘截取金相试样,试样截取位置如图2a)所示,分别记为1,2,3号试样。
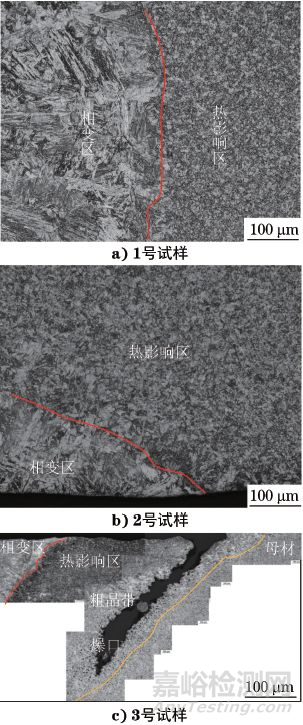
在光学显微镜下观察发现,1号和2号试样的相变区内为粗大的针状马氏体组织,热影响区内为回火马氏体,如图4a)和图4b)所示;3号试样的热影响区内为回火马氏体,与母材有轻微差异;热影响区边缘组织中出现粗晶带,爆口沿该粗晶带由外壁向内壁扩展,如图4c)所示。
图4 金相试样的显微组织
4、扫描电镜及能谱分析
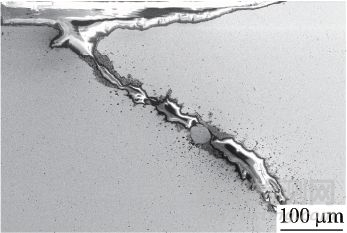
图5 5-49号钢管裂口的SEM形貌
在5-49号钢管爆口处取样进行扫描电镜(SEM)分析,结果如图5所示,可见爆口裂纹周围有少量蠕变孔洞,裂纹尖端存在氧化层,这表示爆口裂纹的萌生和扩展经历了较长时间。
5、显微硬度分析
图6 显微硬度测试方向(测试点1~30)示意图
在技改时与5-49号钢管做过相同处理的5-46号钢管的轻微受损处截取硬度试样,沿着如图6所示的方向,即相变区→热影响区→母材的顺序取30个点进行显微硬度测试。
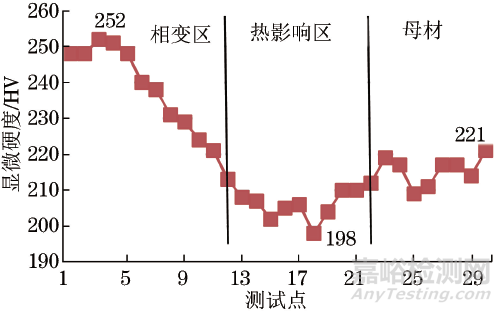
图7 显微硬度分布
从图7可以看出,从相变区到母材,显微硬度呈现先增后降再增的趋势。这是因为焊接时相变区输入热量较高,超过了奥氏体化温度,冷却后形成硬度较高的针状马氏体,其显微硬度最高达到252HV;而热影响区虽然焊接时温度未超过相变温度,但仍然存在过热,属于不完全正火,造成显微硬度下降(最低仅为198HV),局部甚至产生了粗晶带,抗蠕变性能下降;远离热影响区的母材在焊接时输入热量较小,组织变化不大,仍然保持原有的硬度;靠近焊接热影响区边缘处的硬度最低,这也与爆口沿着热影响区扩展的现象吻合。
6、氧化皮检测分析
在5-49,5-50,5-46号钢管内壁取样,采用金相法分别测量试样的氧化皮厚度。结果显示5-49,5-50,5-46钢管内壁的氧化层厚度分别为548.26,513.56,425.15μm。
分析与讨论
从压扁试验可知在原定位滑块处钢管的力学性能不合格,通过金相分析观察到5-49号钢管焊接热影响区边缘的组织中出现了粗晶带,爆口沿该粗晶带由管外壁向内壁扩展开裂,这表明该段管材原定位滑块焊接时焊接热输入过大导致局部发生相变。扫描电镜观察到裂纹周围存在少量蠕变孔洞,这说明部分原定位滑块处钢管长期运行后显微组织出现老化现象。通过金相分析观察到5-49号钢管焊接热影响区边缘的组织中出现粗晶带,爆口沿该粗晶带由钢管外壁向内壁扩展直至开裂。
从管外氧化皮情况看,末级过热器5-49号钢管的氧化层最厚,氧化程度比其他钢管的严重。根据氧化动力学原理,过热器钢管内壁氧化皮的增长厚度与其在服役期内的当量金属温度有一定的关系,而钢管的当量金属温度可按Laborelec经验公式计算
式中:T为金属温度;a,b为特定材料常数;t为钢管已运行时间,此处按140000h计算;x为钢管内壁氧化层厚度。
根据式(1)计算得到末级过热器出口段钢管管壁的当量温度为607~622℃,按照DL/T 715-2015«火力发电厂金属材料选用导则»,SA213T91钢管材料的推荐使用温度不大于610℃,由此可推测末级过热器5-49号钢管运行的当量温度已接近或超过材料的推荐使用温度。
结论及建议
现场检查及理化检验分析结果表明,锅炉末级过热器发生泄漏的初始位置为5-49号钢管原定位滑块焊接处,由于焊接时热输入过大,造成钢管管壁局部发生相变且晶粒粗大,在长期过热运行后,钢管焊接热影响区抗蠕变性能下降,最终在热影响区边缘产生裂纹并扩展。
建议加强锅炉受热面焊件的焊接质量控制,制定合理的焊接工艺,并进行焊接质量检查,及时发现并消除缺陷,以确保锅炉长期安全稳定运行。



来源:严小华理化检验


