您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-04-18 19:02
一、前言
当前,医用增材制造研究和应用逐步从金属材料向高分子材料和无机材料领域扩大,以满足多种临床需求。然而,新型原材料和加工工艺引发了产品评价和测试方法方面的新问题,对医疗器械上市前审评提出了新挑战。2019年国家药品监督管理局启动中国药品监管科学行动计划将“增材制造聚醚醚酮骨植入器械”纳入研究,探究医疗器械产品监管的新工具、新标准、新方法。监管科学的本质是在创新性产品研发环节中纳入监管考虑,识别并降低新增风险,以加快产品上市。2022年3月,国家药品监督管理局医疗器械技术审评中心发布《增材制造聚醚醚酮植入物注册审查指导原则》。本文重点探讨聚醚醚酮骨植入器械生产质量体系“人、机、物、法、环”中需要重点关注内容,从而便于各方深入理解指导原则的制定背景。
二、生产质量体系关注点
良好的生产质量体系是保障植入器械设计研发和生产质量均一性的重要基础。《无源植入性骨、关节及口腔硬组织个性化增材制造医疗器械注册技术审查指导原则》、《增材制造金属植入物理化性能均一性研究指导原则》等技术规范性文件初步探讨了如何建立增材制造医疗器械的生产质量体系。本文是在此基础上,重点围绕聚醚醚酮原材料和成形工艺进行阐述。
(一)聚醚醚酮原材料
聚醚醚酮(Polyetheretherketone,PEEK)材料属于芳香族聚芳醚酮材料中的重要一类,为半结晶热塑性高分子材料。聚芳醚酮由亚苯环通过醚键和酮基连接而成,按分子链中醚键、酮基与苯环连接次序和比例的不同,可形成许多不同的聚合物。聚醚醚酮具有良好的耐化学腐蚀、耐辐射性,其热导性与骨接近。同时,良好的生物相容性、与生理骨接近的弹性模量、放射线透过性,使其成为传统减材制造骨植入医疗器械的首选材料之一,在运动医学、脊柱外科、神经外科、心胸外科、牙科中进行硬组织间或硬-软组织间固定具有广泛的应用,例如椎间融合器、软组织固定锚钉、颅骨固定网板等。
聚醚醚酮的合成路线有亲核取代和亲电取代两种工艺路线。由于亲电取代路线存在产物易支化、催化剂和溶剂用量大且环境不友好等缺点,目前国际上一般采用亲核取代路线:以4,4-二氟二苯甲酮、对苯二酚和碳酸盐为原料,以二苯砜为溶剂,在氮气的保护下,在逐渐升温至接近聚合物熔点的温度(320℃)时缩合得到PEEK树脂。
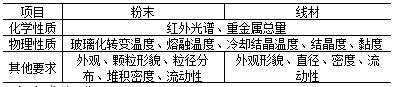
作为生产所需原材料,需要与其工艺相匹配。目前,增材制造聚醚醚酮原材料一般为粉末或线材,通常均由树脂材料进行进一步制粉或挤出而成。医疗器械生产企业需要与原材料供应商就原材料理化性能达成一致,并体现在供货协议、材质单和材料入厂检验报告中。原材料理化性能体现了材料性能下限和生产质量控制的范围,是保证最终产品性能和质量均一性的重要因素之一。原材料物理和化学性能一般需要考虑表1中项目。除此之外,良好生产质量规范也是确保其性能长期稳定的有力保证。
表1 增材制造聚醚醚酮原材料类型及理化性能要求
(二)成形工艺
传统的聚醚醚酮医疗器械减材制造方式包括注射成形、模压成形、挤出成形等。其中,注射成形多用于大批量生产。利用减材制造生产具有中空或较大曲面结构的产品时,切削量占据材料较大比例,材料浪费严重。增材制造实现复杂零件的低成本快速制造和/或个性化解剖匹配具有显著优势。
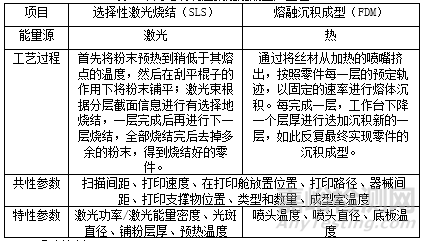
目前较为成熟的聚醚醚酮增材制造工艺包括选择性激光烧结(Selective Laser Sintering, SLS)和熔融沉积成型(Fused Deposition Modeling,FDM),又被称为熔丝成型(Fused Filament Modeling,FFM)或熔丝制造(Fused Filament Fabrication,FFF)。两种工艺分别采用前文提到的粉末和线材作为原材料,采用不同的能量源进行熔化后逐层堆积(见表2)。不同打印工艺参数组合将直接影响成型效果。这些工艺参数既是产品研制需要重点解决的关键点,也会直接反映在终产品性能表现上,应在上市前监管中予以重点关注。需要注意的是,性能指标应与预期用途相匹配,而非以单一“高指标”为目标。例如在承力部位需要刚度较大的材料,而在非承力但高频疲劳部位需要韧性较大的材料。
表2 常用增材制造聚醚醚酮生产工艺
1.温度控制
作为半结晶热塑性高分子材料,聚醚醚酮的理化和力学性能受其结晶程度影响,而结晶度则由材料制备过程中受热条件(预热、升温、保温、冷却)所决定。在赵峰等人研究中对FDM中喷嘴温度、底板温度和成型室温度作为3个影响因子进行三因素五水平正交试验,结果显示对拉伸性能而言,影响因素由高到低分别为底板温度、喷嘴温度和成型室温度,前两项对结果有显著性影响[1]。而在SLS工艺中,可能存在高温铺粉、预热不受控、表面熔融、控温不准、加工回温慢等导致的加工不连续性和温度场均匀性差等问题,从而导致制件翘曲变形,或者出现粉末结块、颗粒级条纹现象[2]。在3D打印过程中,预热温度、打印温度、底板温度、打印仓环境温度、热处理工艺温度等均需在工艺验证中予以充分考量。
2.打印路径
根据现有文献报道,增材制造聚醚醚酮产品的力学性能普遍不及传统工艺生产聚醚醚酮产品。例如,SLS生产制件拉伸强度只有注射成型的60%,而FFF生产制件拉伸性能为注射成型的77%。在椎间融合器产品研究中,FFF制造产品压缩性能和剪切性能为机加工的63-71%,扭转性能为92%[2]。这种在打印Z方向上力学降低的情形可能存在两个原因。一是打印路径导致的各向异性问题。在粉末床激光熔融中普遍存在沿堆积增高方向强度偏低、塑性偏高的情形,造成打印Z方向力学性能下降。而在熔融沉积3D打印中,由于线线黏结、层层沉积,其线间结合的问题,也会造成沿着打印方向的力学性能(尤其是断裂延伸率)比其他方向高,此外,挤出移动成型会使高分子材料的高分子链发生沿着打印路径方向的高度取向排列,提高该方向的材料拉伸延伸性[4]。而第二个原因,从工艺上看,传统注射成形工艺中引入了外部压力,包括在开始的锁模压力和保压压力,一系列的外部压力有利于提高制件的致密程度,减少材料内部的非预期孔隙与缺陷。而FDM成型过程中,材料熔化从喷嘴挤出后处于自由状态,层间黏结性较差。
所以,需结合植入物实际受力情况,选取适用的测试项目(如拉伸、压缩、弯曲、扭转、剪切、冲击、疲劳等)验证制件力学性能满足基本要求。
三、展望
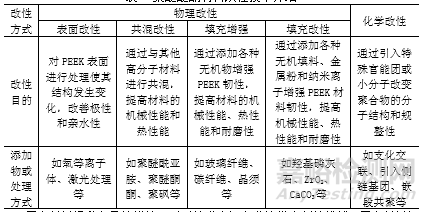
上述增材制造聚醚醚酮生产质量体系控制基于单一聚醚醚酮材料组成的医疗器械。随着将物理和化学改性技术应用于聚醚醚酮形成复合材料,将显著提高产品的部分理化性能,见表3。研究表明,聚醚醚酮复合材料已经部分应用于新型脊柱棒、椎间融合器、创伤接骨板和人工关节假体的研发,对于植入器械骨结合能力、耐疲劳和磨损等性能具有较大的提升[5-6]。
表3 聚醚醚酮材料改性技术介绍
复合材料提升产品性能的同时对技术审评和监管带来新的挑战。复合材料与其相匹配增材制造工艺参数需进一步调整和验证,终产品评价的项目、测试方法和结果指标均需进一步评估和优化,提供更多的体内和/或体外数据支持终产品安全、有效和生产质量体系稳定、可控。
参考文献:
[1] 赵峰,李涤尘,靳忠民,等. PEEK熔融沉积成形温度对零件拉伸性能的影响[J].电加工与模具,2015,5:43-47.
[2] 闫春泽,陈鹏,苏瑾.特种聚合物聚醚醚酮的激光增材技术[M].北京:国防工业出版社,2021.
[3] Steven M Kurtz. PEEK Biomaterials Handbook[M]. Philadelphia, USA:William Andrew, 2019.
[4] 李涤尘,杨春成,康建峰,等. 大尺寸个体化PEEK植入物精准设计与控性定制研究[J].机械工程学报,2018,54(23):121-125.
[5] 赵纯,张玉龙.聚醚醚酮[M]. 北京:化学工业出版社,2008.
[6] 宗倩颖,叶霖,张爱英,等. 聚醚醚酮及复合材料在生物医用领域的应用[J].合成树脂及塑料,2016,33(3):93-96.
来源:中国器审


