您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-04-29 08:32
1、 成形总则
1.1 成形工具
元器件引线成形不允许使用镊子等普通工具,不应使元器件本体产生破裂、密封损坏或开裂,也不应使元器件内部连接断开。限用目的:防止元器件损伤。
成形工具钳夹部位必须表面光滑,边角应成园弧形,在使用时不应该使元器件引脚产生刻痕或损伤。如:不能使用医用镊子(带齿的)或带齿的尖头钳弯脚,是因为镊子或尖头钳的边缘不是园弧、光滑状。不能用橡皮胶包裹带锐角的成形工具来替代,其原因:一则不起作用,二则橡皮胶成份中有硫和粘胶剂,会影响可焊性。建议使用专用工具(如:建议使用专用园锥形钳,对于外购的元器件专用成形夹具,其使用效果要严格论证,是否会对元器件产生隐患后果,建议高可靠产品上不能使用此类工装)。
1.2 元器件电极引线根部避免受外力
1) 元器件引线线径大于1.3mm或线径小于1.3mm的硬引线(回火引线),限制使用弯曲成形。限用目的:是防止元器件密封及引线与内部的连接。采取的措施:必须弯曲时,要有防止元器件损伤的措施(如工装保护)。
2) 在引线弯曲成形过程中,不应使元器件产生本身破裂,密封损坏或开裂。也不应使引线与元器件内部连接断开。引线形成中除弯曲时产生弯曲力外,还易使引线根部产生拉力、剪切力和扭转力等。
不同封装结构的元器件有不同的注意事项,如:
a) 电阻器:不合适的力会引起断脚、脱帽。
b) 瓷介电容器:引脚与本体焊点脱离。
c) 电感器:漆包线绕接在端极引线上,引线弯曲会起线包根部断裂。
d) 继电器的引线:引脚安装不允许弯曲。引脚产生弯折和扭转力,绝缘子碎裂,影响电气性能。
e) 二极管:玻壳负极易碎,引脚根部受伤而断裂或绝缘子碎裂。
f) 三极管:引脚根部受伤而断裂或绝缘子碎裂。
g) 集成电路:引脚根部受伤而断裂或绝缘子。
2、 成形要求
2.1 元器件引线弯曲力一般要求
1) 引线的成形和切断
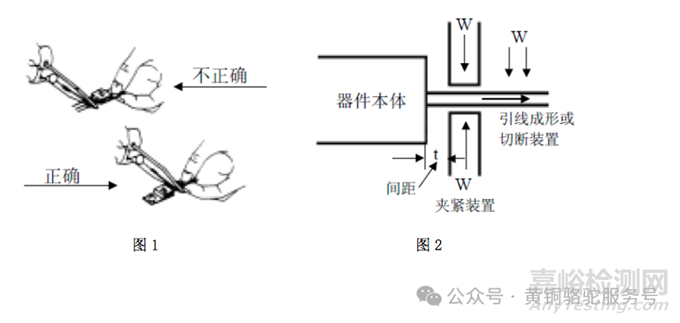
在对元器件进行成形和切断时应尽量避免使器件内部遭到机械损伤和不合理的机械应力,否则有可能使器件内引线折断、管壳和引线之间的玻璃绝缘子出现裂缝,甚至将外引线折断从而降低器件的可靠性。为此应注意以下几点:
a) 打弯引线时必须在管体和打弯点之间用钳子夹紧以防止将应力直接加在管体引线间如图1 所示,切断引线时亦应如此如图2 所示。
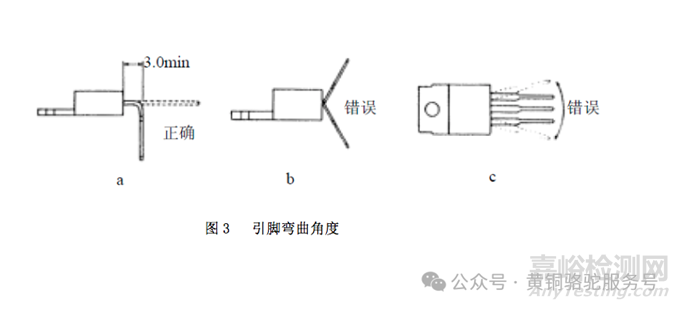
b) 引线打弯必须在离管体3mm 以外处进行见图3a;
c) 引线弯曲角度不能大于90 而且不要使引线反复弯折见图3b;
d) 对扁型引线不允许横向弯曲见图3c。
e) 采用切断或成形引线的工具不能损伤引线表面涂层。
f) 在引线弯曲成形过程中,应将弯曲成形工具夹持在元器件终端封接处到弯曲起点之间的某一点上,以减小传给元器件的应力,并在弯曲过程中采用逐渐弯曲。
2) 特殊要求的元器件
a) 钽电容器正极引线弯曲,应从封口向外2mm以后弯曲,引线弯曲半径应≥2倍引线直径。不允许在封口处弯曲,会破坏密封口。固钽是锡封口,液钽是钽金属和镍絲组成封口。
b) 扁平封装IC引线成形的最小弯曲半径应有2倍引线宽度,扁平封装IC终端封装处到起点之间的最小距离应为1mm。
c) 轴向引线电感器弯脚不允许根部,容易引起漆包线端头根部断裂而开路失效。
d) 玻璃封装轴向引线的二极管(如玻璃钝化封装),其引脚较粗, 如根部直接90º弯曲引线,一则易产生玻璃碎裂,另装板后由于印制板的热澎胀系数与玻璃不匹配,会产生很大的内应力,严重时会使器件产生间隙时开路失效或完全失效。
要求引线必须进行根部端面处90º弯曲时,应采取“P”或反向“P”形弯曲的措施。
3) 焊盘间距小的处理
由于焊盘间距小,使元器件引脚的弯曲过于靠近电极根部,造成引脚受到过机械应力损伤之外,还要考虑安装基板热膨胀产生的机械应力对元器件的影响,否则会造成元器件间隙开路失效,这种失效案例很多。
2.2 几个注意点
1) 元器件经过弯曲成形后,引线直径的任何减少或弯形均不应超过原来引线直径的10%。
2) 引线弯曲成形后,应放在有盖容器内,加以保护。
3) 静电放电敏感器件按静电防护要求进行。
4) 当引线弯曲时,原弯曲半径在1~2倍引线直径内,可以矫直并在原处再弯一次,而当原弯曲半径大于2倍引线直径时,允许再弯2次。
5) 大容量电容器在装板前应进行放电处理,否则可能使静电敏感器件产生电损伤。
6) 导线(引线)端头处理
导线绝缘层的剥除一般限制使用机械冷剥,限用原因:防止断芯线。采取的措施:导线绝缘层的剥除一般应使用热控型剥线工具。机械剥线应采用不可调钳口的精密剥线钳,并做到钳口与导线规格选择的唯一性。
使用机械导线端头处理有专门详细的工艺细则。易忽视的开线和剥线后的处理,常有问题发生(这是装机人员的基本功之一)。如:
a) 开线中损断芯线,特别手工用剪刀或不良的开线刀,问题的关键往往导线芯线受伤后用肉眼难以发现,建议采用热剝护套绝缘层的方法。
b) 开线的长度不一(包括搪锡后的实际长度)。
c) 剥线后捻头问题:剥线后捻头方向应按原芯线绞合方向,松紧应适宜,过紧也会损伤导线。
d) 成卷安装线按規定尺寸开线后,由于塑料会收缩,应多留一些余量,隔日收缩固形后再取規定尺寸。如:聚酰亚胺安装线绝缘体的冷收缩是一个典型的例子。
e) 剪切多余的导线或引线不应使用普通剪线钳。限用原因:防止产生多余物。剪切多余的导线或引线应使用留屑钳。
2.3 元器件跌落、碰撞后的处理
元器件从工作台或周转过程掉地(特别在硬表面上)时,必须重新进行检验,如发现元器件损伤,严禁使用。特殊元器件则复测合格也需禁用(或降级使用),如:
1) 继电器、声表面波器件、石英谐振器、陶瓷滤波器等易损元器件,掉地或工作台面上重的碰撞,应禁用;
2) 管形熔断器掉地,应禁用;
3) 大功率的半导体器件掉硬质地面,应禁用;
4) 大容量(大尺寸)的多层瓷介容器掉入硬质地面后,应禁用。
2.4 对引线弯曲设备的控制
对现成外购的元器件引脚弯曲成形等设备,多数适用于一般工业民用产品的生产,是否适用航天型号的高可靠电装生产上使用?应对其装备进行正方和反方的充分分析论证,並规定详细的适用清单和外形尺寸,严格控制。因为同一型号规格元器件的外形尺寸,因生产厂不同而会不相同,或则同一生产厂同一型号规格上的一致性问题使个别产生大的偏差等,由于这些问题的存在,可能会元器件产品产生有害机械应力,而况世上无万能工具一样,一旦隐患性问题产生,一般情况下是很难被发现的。对这些设备加工的元器件应严格控制,设立检验点,对加工质量进行有效控制。
2.5 线扎中导线长度尺寸的控制
线扎中导线长度尺寸的控制,与电连接器的连接尺寸要一致。确保末位端导线不受外应力。

来源:黄铜骆驼服务号


