摘 要:根据汽车碰撞过程的动态应变响应和大变形特点,针对汽车用先进高强钢板材,从断裂失效机理、影响材料断裂行为的关键因素、断裂预测模型、基于复杂承载工况下材料的断裂预测模型建立方法等多方面进行论述。基于应力三轴度、洛德角、应变速率及极限断裂应变于一体的断裂准则模型,相比于传统方法可实现对汽车安全件碰撞性能的高精度预测,具有行业推广应用价值。
关键词:先进高强汽车用钢;断裂模型;应力三轴度;洛德角
随着汽车节能排放法规的日趋严格,汽车轻量化已成为产业链上下游企业共同面对的一门必修课。研究表明,汽车整车质量每减轻10%,可提高6%~8%的燃油效率;整车质量每减少100 kg,可降低百公里油耗0.3~0.6 L[1-4]。在实施轻量化的过程中,车辆材料用量及密度必然有一定幅度的降低,虽然有利于提升经济性,客观上却不利于保证车身安全性。因此,当前国内外汽车行业更加要求车身轻量化与其安全性开发之间的完美兼容。在轻量化设计和实施的过程中,应将满足各种碰撞测试法规的技术开发纳入其中,成为汽车轻量化开发工作不可分割的一部分。车身的安全性主要由各种安全件给予保证,其安全性可用刚度、强度两个参量因子予以表征。基于轻量化需求减薄后的车身钣金件的刚度一般会不可避免地降低,可通过结构优化加以弥补,而零部件强度则是关联碰撞过程中的抗侵入能力,除依旧和结构相关外,更与零部件用材的强度相关。因此,当前以马氏体钢为代表的各种汽车用先进高强钢已成为所有车型安全件的标配材料,用于车身B 柱、防撞梁等典型安全结构件,以减少零部件质量,并提升零部件的碰撞能力。此外,车身安全件的防护效果也可分为两个阶段,在碰撞导致零部件变形却依然处于弹性变形阶段时,可通过钢材的高屈服强度保证零部件不发生塑性变形,从而抑制碰撞侵入效应,但是,一旦碰撞冲击力过大而进入塑性变形阶段时,则要求零部件延迟其变形开裂现象的出现,这主要与零部件用钢的韧性相关。而当前国内外汽车安全件用钢强度级别不断提升,这种强度上的提升一般涉及钢材基体中如马氏体脆硬组织相含量的提升,以及这些相组织的脆硬性能的加强。因此,强度的提升其实往往伴随着钢材韧性的降低,从而导致零部件抗侵入能力的提升,又加剧了零部件碰撞开裂的趋向性,所以钢材基体的强韧性将显著影响其安全件的碰撞性能水平,有必要深入研究各类汽车用超高强钢在动态碰撞中从弹性变形直至开裂全过程中所体现出来的动态响应及其断裂特征。
当前,研究材料动态断裂性能的最终目标,是为汽车行业提供高精度的断裂预测本构模型,应用于各类车型的安全开发及CAE 仿真。各国研究者已经提出了很多不同的断裂预测模型,并已将它们成功地用于板材变形开裂预测。根据材料损伤演变行为和材料塑性性能之间的相互作用关系的不同,这些断裂模型又可划分为耦合型模型(如GTN、CDM 等)和非耦合模型(如MMC、DIEM、Lou-Huh、Gissmo 等)两类,其中后者涉及的材料参数较少,参数识别过程简单,更加适用于工业应用[5-6]。当前用于汽车行业发展急需的先进安全仿真开发技术却面临几大共性技术问题,一是模型应贴合碰撞过程中零部件的实时形变状态变化;二是应采取合理的测试方法及算法,建立贴合冲击工况的基于动态的断裂模型,即将动态参量以合理的方式引入到传统的静态模型中去;三是零部件毕竟不同于材料,为了真正意义上地贴合零部件的工况,应在建立材级断裂模型的基础上考虑材料的各向异性及零部件的制造工艺路径。此外,针对车身钣金件,其在生产或碰撞过程中大多处于平面应力状态,为了更加简单方便地表征其断裂行为,有必要按照现有模型体系,构建专属于平面应力状态的简单的、标定方便的、具有推广价值的断裂模型。
多年来,国内外诸多研究者对材料的断裂模型进行了一定研究,但是对于金属材料的动态响应及断裂行为的总结尚显不足,尤其是在金属材料力学试验、试验数据处理、断裂模型建立及工程应用等方面,缺乏全面、系统的总结。本文根据汽车碰撞过程的动态应变响应和大变形特点,针对汽车用先进高强钢板材,从断裂失效机理、影响材料断裂性能的关键因素、断裂性能预测模型、复杂应力断裂准则模型的建立方法等方面进行详细论述,并对该领域未来的发展进行了展望。
1、 先进高强钢的断裂行为
零部件碰撞安全防护功能特性的优劣很大程度上取决于其所用材料的力学性能优劣。对于碰撞过程中主要的承载对象车身而言,从安全设计角度出发,基本理念在于讲究高强度和高韧性完美的契合,前者在于降低碰撞侵入量,后者在于提升碰撞吸能量,对应车身的不同部位,安全设计的侧重点不同。当前,国内外汽车安全设计用钢的主流是第1 代、第3 代先进高强钢材。将多种不同力学行为特性的钢种集成应用于车身上,满足碰撞过程中整车的综合防护性能需求已成为车身安全设计开发的用材主流技术路线。因此,从提升安全设计精度目标出发,掌握典型先进高强钢材料的动态力学性能和断裂性能,并积累足够规模的基础材料数据是很有必要的。此外,在进行车身安全碰撞性能模拟时,也应针对不同钢种特性,建立相匹配的材料级断裂准则模型。
当前,具有代表性的汽车用先进高强钢类别包括马氏体类钢(PHS、MS)、DP 钢、TRIP 钢、QP钢、CP 钢、TWIP 钢、中锰钢、贝氏体钢等。这些种类的钢各自的组织强化机理均不同,所以在实际形变过程中,基于不同力学性能组成相本身的强塑性、强韧性的差异性,以及不同相之间的应力应变配分效应,导致宏观形变乃至断裂行为的差异性。一般情况下,为了保证马氏体类钢的韧性,通常使碳元素含量较低(≤0.3%)以促进淬火后形成板条马氏体,其是以位错在外部载荷作用下沿滑移面的运动为主要的变形机制。位错滑移受阻产生应力集中,当应力达到极限强度时将产生微裂纹,进而扩展。裂纹扩展过程中其尖端附近区域受应力场影响,会诱导这些区域内的夹杂等其他基体缺陷间发生交互,从而形成一系列的微裂纹或空洞等缺陷,进一步增大了应力集中。当应力集中达到某一程度后,已形成的微观裂纹和这些新的缺陷间就容易连成一片,致使裂纹扩展加速并改变裂纹状态,从而引发裂纹沿板条束界发生转折。双相钢具有较低的屈强比,又具有较高初始加工硬化率,所以在双相钢的变形断裂过程中一般没有明显的断裂破坏征兆,这也是双相钢所独有的断裂形式[7]。断裂裂纹在双相钢中的沿着马氏体-铁素体晶界扩展或穿过马氏体,马氏体“岛”的分布状态、尺寸大小、体积分数等均影响其裂纹敏感性,并直接决定双相钢的断裂性能。TRIP 钢强韧化核心在于残余奥氏体调控,研究表明[8-10],钢中残余奥氏体的相变顺序表现出显著的选择性,而其断裂机制主要为微孔聚集型断裂。TRIP 钢在拉伸过程中,残余奥氏体-马氏体转变过程将引发应力松弛,导致断裂被延迟,体现出较强的断裂抗性。残余奥氏体的含量、分布及其稳定性决定了TRIP 钢的断裂抗性优劣,分布在铁素体内部的小尺寸残余奥氏体比较稳定[11],有利于提升TRIP 钢断裂性能。QP 钢与TRIP 钢类似,同样为残余奥氏体强化钢种,但在承载变形过程中n 值随应变的增加而变化的趋势与DP 钢不同,其将随应变的增加而缓升并一直保持到均匀形变结束,从而延迟断裂过程的发生。TWIP 钢基于其变形机械孪晶的形成导致材料出现较大的无缩颈延伸,体现出优异的断裂抗性。中锰钢的形变应力应变变化过程仍然受亚稳奥氏体控制,随不同的退火工艺而有所区别[12]。上述几类受奥氏体控制的钢种,从使用角度出发,其材料本身的断裂特性并不重要,关键在于成形及形变后的材料断裂特性变化。在实际零部件冲压过程中,几类钢种基于“TRIP”效应均会出现高位错密度的高碳马氏体组织,其对零部件的断裂性能将产生显著影响。综上所述,不同的钢材,基于不同的组织强化机理,体现出不同的形变及断裂行为,具体体现为从形变直至断裂全过程中的流变曲线形貌特征、脆性/韧性阶段性区分特性、断裂失效模式、动态应变速率敏感性等方面。因此,很难用一、两种模型实现较高精度地诠释所有钢种的断裂性能,多年来国内外研究者在这方面已开展大量研究,还面向不同的特定钢种开展特定断裂模型的研究,提出了大量的模型[13-17]。但是,从工程应用角度来看,必须考虑针对不同钢材建立模型本身的工作量和难度高低等因素,所以建立统一模型的工作也一直在开展中,不过统一模型如何规避钢种断裂行为的差异性干扰,又是个难点。
2、 应力状态对断裂的影响
当前,CAD/CAE 技术早已应用于汽车安全开发过程中,利用仿真分析法,不仅能大大降低汽车安全件乃至车身总成实体安全性能检测的成本,还能显著缩短开发周期,但仿真精度问题一直是行业共性的关键技术问题。尤其是,多年来大多国内车企一直沿用静、动态单轴拉伸法来获取车身钢板材料的力学、断裂性能数据,以构建用于车身安全件碰撞性能模拟的本构模型,但精度一直不太理想。
在碰撞过程中,汽车安全构件基体处于一种动态变形状态,通常不同位置具有不同的应力应变状态,除了单一的拉、剪状态,更多的是处于更加复杂的复合应力状态。采用传统的单轴拉伸法,不足以表征零部件在碰撞过程中不同位置的真实应力状态[18],而应力状态对材料的断裂失效行为会产生显著影响。此外,在实际形变过程中材料不同部位的应力状态还将随时间不断变化,所以断裂其实是在特定的某一时刻,材料或产品局部应变值达到了其对应此刻应力状态下的极限应变值所产生的必然结果。因此,评价材料或产品的断裂,应力状态是个必须考虑的限定条件。
目前,绝大多数汽车用先进高强钢均属于延性金属范畴。国外较早、较系统地研究了应力状态对不同材料断裂性能的影响规律和机理。例如,文献[19]~[26]分别从理论、试验、模拟等方面进行了研究,并取得了相应有价值的结论,验证了应力状态会显著影响钢材的断裂性能。BONORA等[27-28]不仅对某些低合金钢板进行了缺口试件设计,还对其在不同应力状态下的断裂性能进行了测试,证实了钢板的断裂模式受其应力状态的影响非常显著。DRIEMEIEIR 等[29-30]采用BONORA 等人的方法,对铝、钛合金做了相同研究,得出了相同的研究结果。BAO Yingbin等[31-34]揭示了不同应力状态下材料断裂模式转变的微观损伤演化机制。王国珍等[35]针对16Mn(牌号为Q345B)这种低合金高强度结构钢,研究了不同缺口尺寸试样断裂行为的应变速率敏感性,结果表明,在不同应变速率范围内,3 种不同结构尺寸的样品的断裂模式存在差异。由上述讨论可知,样品结构差异性将导致应力状态、应变速率敏感性的差异性,对实际汽车零部件的安全性设计提供了指导依据。为提升汽车安全件碰撞性能模拟的精度,贴合实际工况,建立考虑应力状态表征参量的(动态)模型,已成为当前及未来发展的主流方向。
当前,行业主流的应力状态参数主要有两个,即应力三轴度和洛德角。早在20 世纪60 年代,国外研究就指出材料在外部载荷条件下发生断裂的微观失效过程与应力状态之间的密切联系。随后通过进一步的研究,国外率先提出了所谓的“应力三轴度(平均应力与等效应力之比)”这一参量,用于表征不同材料在不同应力状态下的断裂特性,推动了断裂这一领域的发展。国内,郑长卿等[36]最早致力于应力三轴度方面的研究。李余德[37]进一步对其概念和意义进行了诠释。随后国内开始针对应力三维度与材料断裂之间的关系开展研究,并提出一些断裂准则[38-39]。洛德角这一概念于1926 年由Lode 提出,王仲仁[40]指出了洛德角Mohr 圆所代表的几何意义,其物理意义在于明确了材料的应变状态。但是,目前普遍认为在考虑应力状态参数时,洛德角的物理意义不及应力三轴度。BAO Yingbin 等[41-42]的研究表明,金属材料断裂的同时受第2、第3 应力张量不变量的影响,材料的受力状态可以通过应力三轴度和洛德角参数进行表征,在平面应力状态下洛德角与应力三轴度存在定量关系,采用应力三轴度即可以表征板材的受力状态。
当前,许多研究者均对不同材料的断裂应变与应力三轴度、洛德角之间的关系进行了大量研究[17,43-47]。BAO Yingbin 等[31-34]研究建立了基于应力三轴度、洛德角体系变化的铝合金断裂准则模型,并指出材料的断裂微观过程机理将随应力三轴度的强弱发生显著变化,验证了将应力三轴度等应力状态表征参量纳入仿真材料本构模型体系中的合理性。郑长卿[48]最早对50D 和40C 等钢材进行了研究,尝试在拉伸、弯曲形变过程中和断裂模型构建过程中引入了应力三轴度,较好地预测了钢材的断裂部位及对应的极限载荷,并较为系统地建立了断裂微孔演化与应力三轴度间的关系。汤安民等[49]对铸铁、LC4-M 和LC12铝合金、14CrNiMov和40CrNiMo 合金钢等不同材料及其零部件进行断裂测评研究,进一步验证了上述结论。陈刚等[50]通过对45 钢的研究,进一步指出除了应力三轴度,其余诸如应变速率、温度等因素也会显著影响材料的断裂特性。朱浩等[51-53]分别针对不同牌号铝材,从不同角度研究了其失效应变与应力三轴度之间的关系。贾东[54]通过模拟手段结合试验,较为系统地研究了应力三轴度与MB2 镁合金断裂特性之间的关系,并建立了较为全面、精准的宏观断裂失效预测模型,模型预测精度较高。综上所述,当前国内外在材料方面已开展了大量应力三轴度与材料断裂性能之间的对应关系和影响机理方面的基础性研究工作,取得了大量有价值的科研成果,但是将其应用于汽车工程等领域尚处于起步阶段。
先进高强钢具有安全性和轻量化的优点,是最具工艺性和性价比的汽车用材。未来,随着先进高强钢材料的主流强度逐渐进入GPa 级,汽车设计和制造行业将愈发关注其在不同服役工况下的断裂失效行为和机理。目前,各种工程材料的断裂性能在不同应力状态下存在显著差异已成为行业共识。建立基于应力三轴度的断裂准则,研究不同钢种应力三轴度与其断裂应变的关系,是深入分析各种先进高强钢材料塑性变形与断裂失效行为的基础。一个关键性技术问题在于应力球使建立的基于应力三轴度和洛德角的断裂准则模型涵盖材料的典型承载应力状态。然而,材料断裂研究样品的结构、尺寸等几何因素会显著影响断裂试验和模拟的精度,进而影响建立断裂模型的有效性。因此,深入研究断裂试样结构的合理设计,探寻等效断裂应变转折点的变化规律,是分析各类汽车用先进高强钢碰撞断裂失效特性必不可缺的环节。通过测试及仿真,获取不同结构(能准确表征典型的应力状态)的先进高强钢(板材)的力学和断裂性能,进而建立断裂准则,具有重大的工程应用意义。在实际工程应用中,为实现较高的零部件碰撞安全性能仿真精度,三方面的工作至关重要:一是通过试验结合数值仿真法,研究样品的“结构-尺寸效应”,从而设计出一系列具有合理结构的样品,为断裂准则的建立奠定基础;二是针对断裂性能的测试数据,选取合理的数据拟合模型,以提升仿真结果与测试结果之间的契合度;三是面向高精度断裂准则模型建立需求,选取合理的损伤机制模型,以实现准确的表征碰撞变形过程中零部件不同部位基体的损伤积累过程路径。此外,零部件出现断裂本质上是局部基体实际应变达到极限应变值,早年的研究主要以建立应力三轴度与极限应变之间的关系为主,建立“二维”层面的断裂准则模型,近年来行业发展的趋势是引入洛德角参量,将“二维”断裂准则拓展至“三维”层面,实现对具体零部件在具体承载环境中的断裂信息更加全面的表征,同时也避免了形变过程中因材料应力三轴度的实时变化而带来的干扰。董俊宏等[55]综合研究了应力状态对Q690钢延性断裂行为的影响,设计了3 种不同开口尺寸的单轴拉伸平板试件和纯剪试件,采用测试结合数值模拟的方法,探索性建立了结合等效极限断裂应变、应力三轴度和洛德角参数于一体的断裂准则模型。上述关键性技术问题的研究不仅涉及理论层面的突破,同时也得益于工程实践经验的积累。目前中国汽车工程研究院股份有限公司(以下简称中国汽研)、清华大学苏州汽车研究院、上海迅仿工程技术有限公司等极少数机构,在汽车轻量化及安全开发领域初步建立了较为完整的技术流程体系,并应用于汽车行业,取得了良好的应用效果。
3、 应变速率对断裂的影响
据统计,在汽车碰撞过程中,碰撞部位基体处于高速动态形变状态,不同位置的关键零部件,其应变速率介于0~500 s之间[18]。在动态条件下,几乎所有金属材料均具有应变速率敏感性,且会体现出与静态不同的力学行为、性能指标、应力应变对应关系及失效模式。从这个角度出发,建立基于动态应力状态下的汽车用先进高强钢板材断裂准则模型更有意义。
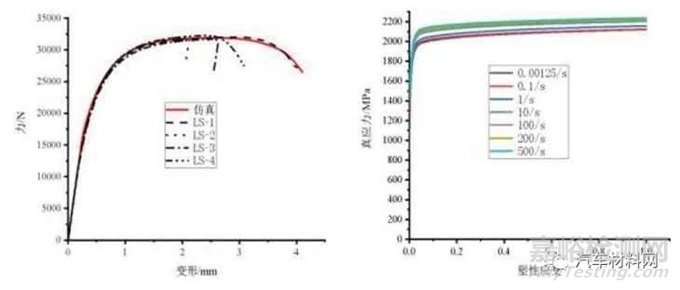
动态条件下评估金属材料力学性能的关键参量在于应变速率敏感性,其将直接影响碰撞过程中材料的性能变化,进而影响零部件的碰撞侵入量、碰撞加速度变化、峰值载荷、碰撞吸能值等一系列安全性指标。不同汽车用先进高强钢材料的动态力学性能存在差异,一般而言,强度级越高则应变速率敏感性就越低。例如,DP钢就具有强烈的应变速率敏感性,焦书军等[56-59]的研究全方位展示了DP钢、TRIP钢等相比于其他一般汽车用钢具有更加优异的冲击吸能优势,分析了动态冲击过程中材料微观层面的形变和相变等组织演变对宏观冲击吸能能力的影响,初步建立了钢种组织参量与其动态安全性能参量间的定量关系模型。周元鑫等[60]对不同马氏体含量双相钢进行了高速拉伸试验,系统研究了该钢种的宏观强度与基体马氏体体积分数、应变速率三方面参量之间的定性及定量关系,指出马氏体含量与材料强度之间呈强相关,与材料的应变速率敏感性强弱之间却是呈弱相关这一规律。普遍认为TRIP钢具有比DP钢更强的动态响应特性,TRIP钢在准静态和动态条件下的力学行为、断裂模式等存在显著的差异性。LI Zhuang 等[61]的研究表明,采用传统模型(如Johnson-Cook 模型)来评估该类钢种的动态力学性能会产生不佳效果,这是由TRIP钢的多相组织特性导致的。PYCHMINTSEV 等[62]对某Si-Mn系TRIP钢进行研究后发现,其强度和塑性分别随应变率的增加而提高和降低,他尝试通过钢中残余奥氏体在高应变率条件下的稳定性予以解释,指出随着应变速率的提升,材料绝热温升效应增强,抑制了该类钢的TRIP 相变效应,此时的强稳定性奥氏体保证了塑性,而弱稳定性奥氏体削弱了塑性。何忠平[11]指出上述解释有悖于关于马氏体相变的经典理论,认为残余奥氏体的含量、形态(块状和薄膜状)和分布确实是影响其动态力学性能的关键因素,拉伸过程中基体残余奥氏体的TRIP 效应被形变“区域集中化”效应抑制,是导致塑性低下的根本原因。但是QP 钢在动态形变条件下依旧会体现出充分的TRIP 效应,进而实现充分的强塑性同步提升,其应变速率敏感性对性能起到正面强化而非负面弱化的作用。TWIP 钢随应变速率提升时,奥氏体将基于TWIP效应转化为孪晶,又因高速率导致变形困难会诱发奥氏体内部多位向孪晶转变,从而细化了原奥氏体晶粒,促进了形变过程的进行,对塑性起到了提升作用,推迟了断裂过程[63]。然而,如前所述,对于QP/TRIP/TWIP 钢而言,实际冲压后均会生成高碳、高位错密度板条或孪晶马氏体,而马氏体组织对应变速率不敏感,从而影响零部件的碰撞断裂性能,因此,目前行业内越来越多的研究者针对这类钢,将研究重点从材料逐渐过渡到预应变处理对其动态力学行为和断裂特性的影响机理层面。热成形钢这类马氏体基体钢种具有低甚至负应变速率敏感性,不存在任何形变诱发增塑、增强的机制,预示其在碰撞过程中具有更强的断裂趋向性。综上所述,不同类别的汽车用先进高强钢板因组织差异性,具有不同的应变速率敏感性及动态力学特性,且对不同断裂准则模型的适应性也不尽相同。未来应致力于建立集应力三轴度、洛德角、应变速率、极限断裂应变“四维一体”的真正能反映高速动态条件下的钢材断裂性能预测模型,使其完全贴合零部件实际服役工况。
此外,针对各种材料动态力学性能的精准检测技术难度一直高于静态,所以要深入研究应变速率对各类汽车钢板动态性能、断裂性能的影响规律及机理,更加需要先进检测装备方法的支撑。金属动态力学性能涉及的主要载荷有两种:冲击载荷和爆炸载荷。由于汽车碰撞一般所需最高瞬时应变速率不会超过500 s-1,所以冲击载荷条件下材料的动态力学性能是主要研究方向。当前,国内外关于材料动态力学性能的检测主要有两类,第一类是传统冲击法,其中有冲击测试法,相应的设备有摆锤冲击试验机和落锤冲击试验机,前者又分为单摆锤试验机和双摆锤试验机等,主要用于材料的动态冲击性能试验。这种普通试验机可以测得相应的冲击总功等少量参量。目前,行业一般采用功能较强的示波冲击试验机,不仅可以得出冲击总功还可以区分出冲击起裂功、扩展功等,便于从更加细微的层面研究材料的冲击断裂性能特性。但是,摆锤冲击的能量往往偏低,尤其对于汽车零部件而言,其能量范围无法满足要求,所以当前行业内大多采用落锤试验机进行各类汽车用高强钢材料及其典型安全构件的碰撞性能测评。高响应频率、高刚度(抗惯性力)、合理的传感器布局(载荷、位移、加速度等)、精度水平、强大的数据智能化处理及输出功能等是这类装备的必备要求。采用落锤冲击试验机可获取材料及其零部件的冲击载荷、位移、碰撞加速度、冲击能量和时间等不同参量之间的曲线,如果与SEM 断口分析等材料级微观表征相结合,还可较为精准且全面地评估试验对象的冲击断裂性能特性。这类试验方法的优势是最贴近汽车的实际碰撞过程,通过合理的试验设计几乎可以完美展示“真实”的碰撞过程。但是,这类试验方法的不足之处在于试验过程中试验对象的应变速率并非恒定,难以获取相应的应力-应变关系,进而建立动态本构模型,所以试验数据本身难以应用于汽车产品的安全仿真分析。第二类是试验法,主要包括高速拉伸、霍普金森压杆(Hopkinson)等。这类方法可实现材料从低到高应变速率工况下的动态力学性能测评,试验过程中的应变速率近似恒定,所以通过试验可以获取动态应力-应变数据对,且仅通过后续数据滤波纠错处理等,即可构建动态本构模型,用于仿真分析。相比之下,霍普金森压杆对应的应变速率范围更宽,甚至能实现更高的应变速率(≤10 000 s-1)。但是如前所述,鉴于汽车碰撞应变速率范围的限制,目前行业内霍普金森压杆的应用较少,采用更多的是高速拉伸法。当前,高速拉伸材料试验机的应用已日趋普遍化和标准化,从试样的设计、设备要求、数据处理方法、本构模型的建立等均有相应的流程。中国汽研率先建立了面向国内汽车行业的材料高速拉伸试验标准T/CSAE 52—2016《金属板材在高应变速率下的力学性能测试方法》,并已在行业推广多年,取得了一定的成效。未来这一领域的发展趋势是:一方面研发出对应不同应力状态的高速加载试验装备;另一方面是将高速加载试验机与其他先进测试技术相结合,实现功能强化,满足未来汽车安全件开发需求。
4、 各向异性对断裂的影响
对于车身钣金件,一般均为冷轧板。由于轧制过程的影响,钢板均具有微观织构,该织构会导致钢板具有一定的力学性能各向异性,包括强度、塑性和延性等,这将导致钢板断裂性能也具有各向异性。因此,在评估钢板材料的断裂性能时,应考虑各向异性这一因素。国内外大批科研机构,针对不同材料,从不同角度对各向异性进行研究,一致得出以下结论:各向异性对材料的断裂行为将产生显著影响[64-68]。但是,针对具体的影响机制,国内外也存在不同看法,目前分为两种[6]:第一种,认为材料的各向异性仅影响材料的本构模型,而对断裂面表达式无影响;第二种,认为各向异性对材料本构及断裂面表达式均有影响。前者处理较为简单,仅需在材料本构中引入各向异性因子即可,不对后续断裂的预测构成影响,在实际工程中应用较多。后者将材料本构与断裂合二为一形成整体,一动则全动,增加了技术处理难度,目前应用较少。此外,在实际工程应用过程中还涉及以下关键问题:首先,如何将各向异性表征参量因子合理地引入到现有模型中;其次,断裂理论上均发生在最薄弱的方向上,应系统地研究不同钢种的各向异性与断裂行为之间的定性、定量关系,积累数据,从而为工程实践提供指导依据。不过,在考虑了材料各向异性的前提下,当前国内外大多数针对高强钢、铝合金板材断裂行为的研究都集中在平面应力应变的状态层面,对于沿厚度方向的断裂行为的研究往往被忽略了,这主要与冲压及碰撞过程中板材的承载特性有关。然而,既然严格意义上板材依旧是三维体,那么轧制导致的组织“方向性”对板材的各向异性也应有“三维”影响效应,所以厚度方向上的各向异性理论也应被考虑[69-70],尤其随着近年来汽车零部件成形技术的发展,国内外研究者也逐渐关注板材在厚度方向上的各向异性断裂行为。但是,当前车身钣金件的厚度大多已降至2 mm 甚至1 mm以下,所以在此条件下,建立厚度方向上考虑各向异性的断裂模型也存在较大难度。笔者认为,针对乘用车领域所用钢种板料的厚度范围,为方便分析,可忽略厚度方向上的各向异性,但对商用车用零部件而言,其所用钢板材料较乘用车零部件的更厚,这种厚度对断裂更加敏感,在建立模型时应予以考虑。
5、 工艺路径对断裂的影响
车身钣金件不论冷或热冲压成形,均会对其所用材质基体组织性能构成进一步影响。真正贴合零部件工况的断裂模型构建应处于一定制造工艺路径条件下,而非材料本身。多年的大量研究证实了制造过程对不同材质断裂性能会构成显著影响。当前,国内外在此领域的主流研究仍是针对冲压过程展开的,由于冲压过程中材料基体处于拉延形变状态,所以通过对材料施加一定的预拉应变量,以研究这一处理过程前后材料断裂性能的差异性和内在机理。张宇等[71]对板料进行了不同量的预拉应变处理,然后进行了断裂性能的对比,结果表明预拉应变通过改变断裂模型参量值进而影响板材的断裂行为,其影响程度与预应变量高低之间具有强烈的相关性,微观机理在于预应变量高低将改变板材在形变过程中的微孔密度高低及其演变过程。肖光春等[72] 指出预应变通过产生加工硬化(Work hardening),有利于提升强度,但不利于提高韧性,这源于预应变会引起裂纹尖端应力场的增大。FUKUDA 等[73]通过对一系列管线钢的研究,指出不同形式预应变产生的包申格效应(Bauschinger effect)和加工硬化现象,导致钢材的屈服强度出现或增或降的变化;导致钢材的屈强比改变,进而影响其断裂性能(拉预应变将导致屈服强度增大而提升屈强比,从而降低断裂韧性)。此外,不同汽车用先进高强钢对工艺路径的敏感性不尽相同。对于当前热点的各类残余奥氏体强韧化型钢种而言,预应变通过改变基体中的残余奥氏体体积分数(即理论层面成形后基体中生成的高脆硬马氏体的体积分数),从而对冲压成形后零部件基体的断裂韧性构成显著影响。从目前的大多研究结果来看,预应变过程对材料断裂性能造成的影响以负面影响居多[74-77],值得高度关注。对于热冲压成形钢而言,合金成分、加热制度、淬火温度、淬火压力等均会影响淬火后零部件基体的马氏体体积分数、形貌尺寸、碳含量等,进而影响断裂韧性。与应变速率、各向异性等因素不同,工艺路径并不影响材料的本构模型及断裂准则,所以从工程角度,针对工艺路径对汽车用先进高强钢断裂性能的影响研究,应着眼于对系统开展不同类别钢种与不同制造工艺路径的关联性研究,以积累大量的基础数据,从而为零部件开发提供工艺层面的指导依据。
6、 断裂准则模型
常应变模型一般是通过单向拉伸试验的临界断裂应变,所谓的等效失效塑性应变是作为理论层面认定材料是否发生断裂失效的依据,并认为不论材料处于何种应力状态下,当其等效失效塑性应变达到拉伸试验获得的临界应变值时即失效,如式(1)所示。
式中:εf为等效失效塑性应变。常应变模型作为最早使用的断裂模型,在汽车碰撞仿真分析中使用最为广泛,具有简单、易实现的优点。然而,实际材料及其产品在服役过程中所处的应力状态是动态的,不同应力状态对应的材料力学行为不同,最终失效对应的等效失效塑性应变也不同,而常应变模型仅以单轴拉伸试验结果为基础进行构建,并不能表征真实的服役环境工况所对应的复杂应力状态,预测精度显然是较低的。
从微观角度来看,材料的韧性断裂过程是孔洞的形核、长大、聚集过程。这一过程也是一个外部载荷导致材料内部出现损伤并积累最终失效的过程。从损伤角度出发,当前的韧性断裂模型是基于损伤与材料力学性能之间的关系来界定的,一般分为耦合型和非耦合型两类。在汽车碰撞分析中,应用较为普遍的模型除了常应变模型外,还有Jonson-Cook 模型[78]、Gissmo 模型[79]和MMC 模型[4]等,作为断裂判据,这些模型均考虑了应力状态对材料断裂性能的影响,行业认可度较高。
6.1 耦合型损伤力学模型
耦合型损伤模型显示服役过程中外部载荷导致的材料内部损伤会改变材料的强塑性。耦合型断裂力学模型主要有两类,一是以GTN 为代表的细观损伤模型,二是以Lemaitre 为代表的连续介质损伤模型[80]。
6.1.1 细观损伤力学
细观损伤力学是以材料内部的各种微尺度缺陷为基点,通过定性、定量研究其各自及相互间的协同演变规律和机理,并基于缺陷的微观损伤模型构建及体积平均法,进一步建立损伤体积分数与塑性屈服式之间的细观模型。细观损伤因材料强塑性差异而不同,针对韧性材料一般以微孔机制为主,而针对脆性材料则以微裂纹机制为主[81]。
GURSON 等[82]假定在某一无边界限定的基体空间内存在单一规格空穴缺陷,从数学层面推演此类空穴的体积分数、尺寸规格的变化所导致的材料屈服强度变化规律,建立了定量化的理论关系模型[83-84],从理论层面验证了空穴这一点缺陷对材料力学性能的微观损伤机理。不过,这一模型也因其忽略了实际材料承载过程中内部空穴之间的相互作用而存在一定的缺陷。TVERGAARD 等[85-87]在Gurson 模型的基础上引入了3 个参量表征孔洞之间的相互影响,即q1、q2、q3,并在Gurson 模型中引入了其他参量表征失效发生过程中,材料基体中大量空穴运动聚集形成微孔洞并演化为裂纹这一效应,从而对Gurson 模型做了关键性补充。而CHU等[88]又在Gurson 模型基础上增加了与空穴的形核过程表征参量相关的内容,进一步完善了Gurson模型,这个模型就是细观损伤力学中最具代表性的模型,即Gurson-Tvergaard-Needleman(GTN)模型,表达式为:
式中:σeq为等效应力;σy为屈服强度;σH为宏观静水应力,取静水压的3 倍值;q1、q2、q3 为损伤表征参量;f *为基体内空穴的体积分数。当不考虑基体中的空穴时即为传统的Von Mises 模型。f *的表达形式,如式(3)所示。
式中:fc、fF 分别为材料在承载过程中基体内大量的空穴开始发生聚集,最终空穴聚集诱发材料断裂所产生的对应的空穴体积分数值。
近年来,国内外相关研究者对GTN 细观损伤力学模型不断完善和修正,大量研究围绕非均匀性损伤演化和材料孔洞尺寸、形状效应展开。
PARDOEN 等 [89]进一步在传统GTN 模型的基础上,考虑了承载过程中的应力状态、加工硬化,以及基体中空穴的形状、尺寸、间距等参量,建立了更加全面的基于空穴演化机制的材料断裂模型,具有广泛的适应性。BENZERGA[90]进一步考虑了空穴在一定尺度材料基体中的三维空间分布状态,引入了相应的参量,也实现了对GTN 模型的修正,并预测了不同形状特征的空穴的演化机制及其对材料性能的影响规律,为材料开发过程中对空穴这一类点缺陷的科学调控提供了指导依据。
ZHANG等[91]则是进一步研究了尺寸、形貌特征这些因素对基体中大量的空穴相互间的交互作用的影响规律,建立了基于空穴“群”非均匀性存在特性条件下的细观损伤模型。李晓红等[92]则通过类似的研究指出,空穴“群”这种非均匀存在特性将是增大材料损伤(导致q1、q2增加)的不利因素。文洁[93]进一步建立了基于圆柱形和圆球形体胞、考虑了空穴尺寸参量的修正型Gurson 屈服准则模型。此外,还有一些研究者[94-96] 基于对空穴体积增长率修正参量的GTN 模型,研究了在低剪切工况应力三轴度下,材料基体中空穴的演化规律及其对材料断裂性能的影响,建立了相应的细观损伤力学模型,从而将材料微观组织特性与宏观断裂特性有机地结合起来,但是站在工业推广角度,可操作性却并不强,尤其是所涉及的相关微观组织和缺陷参量的获取困难,所以目前仅用于基础科研,在汽车行业内未能获得应用。
6.1.2 连续损伤力学
连续损伤也属耦合型损伤力学范畴,是一种唯象理论方法,基于连续介质这一设定,利用损伤因子表征材料在外载荷条件下的微观损伤状态,与连续介质系统的力学、热学参量相结合,构建集微观、宏观于一体的材料损伤模型,诠释材料的损伤过程。典型连续损伤模型(如Continuum Damage Mechanics(CDM)模型)[97]采用连续度φn 诠释材料的损伤程度,并将材料基体中的缺陷状态演化规律与材料的宏观力学模型相结合来描述材料的失效过程。CDM模型如式(4)所示。
式中:Ã为加载过程中的每个瞬间,外部载荷实际作用于材料的有效面积值;A0为材料的初始承载面积值(如沿着与加载方向垂直的横截面积)。
GOLOGANU 等[98]引入损伤因子Dn,进一步完善了CDM 模型,提出更加全面的损伤模型,该模型如式(5)所示。
当Dn=0 时,表示材料处于无损状态;当Dn=1时,材料发生失效。如果不考虑材料组织、力学性能的各向异性,损伤因子Dn与作用于材料的有效应力 有关,具体如式(6)所示。
有关,具体如式(6)所示。
式中: 为初始加载时刻作用于材料有效面积上的应力值。
为初始加载时刻作用于材料有效面积上的应力值。
LEMAITRE[99-100]在CDM 模型的基础上进一步完善,建立了依旧基于材料组织性能各向同性、应变等效性(材料基于 和真实应力作用下的应变具有等效性)的两大假定条件下,集损伤参量、有效应力于一体的更加全面的损伤模型。
和真实应力作用下的应变具有等效性)的两大假定条件下,集损伤参量、有效应力于一体的更加全面的损伤模型。
行业发展需研究大量处于高速动态条件下的材料力学行为和断裂失效机理。此条件下的材料往往具有不同程度的应变速率敏感性,并具有绝热诱发基体内部温升进而影响材料性能的特点。这方面的代表模型之一是JC(Johnson-Cook)模型,该模型囊括了应力状态、应变速率及温度,用于评价材料的断裂性能,具体如式(7)所示。
式中:D1、D2、D3、D4、D5为材料参数; 为无量纲塑性应变速率;
为无量纲塑性应变速率; 为准静态试验的应变速率;T* =(T - Tr)(T - Tm)为无量纲温度,Tr 为室温,Tm为熔点。JC 模型以线性方式计算损伤积累,损伤因子D的计算式为:
为准静态试验的应变速率;T* =(T - Tr)(T - Tm)为无量纲温度,Tr 为室温,Tm为熔点。JC 模型以线性方式计算损伤积累,损伤因子D的计算式为:
式中:Δεp为材料的应变变化;εf为材料断裂失效对应的等效应变值,当D=1时,材料完全断裂。
JC模型考虑了影响材料断裂性能的诸多因素具有较强的全面性,适用于高速冲击大变形这一高应力三轴度条件下对材料断裂性能的较为精准的预测。不过该模型建立所对应的材料参量较多,构建模型所涉及的检测工作较为繁重,加之该模型中大量材料参量之间还存在相互影响,这就进一步增加了构建的难度,所以从工程应用角度考虑,这种方法实用性稍显不足。而这些缺点,往往也是很多耦合性损伤模型的共性问题。
6.2 非耦合型断裂模型
相比于以GTN 和CDM 为代表的复杂耦合型损伤模型,非耦合型断裂模型的材料参数较少且参数的测定过程较为简单,更适用于工业应用。非耦合型断裂模型的出发点在于认定材料性能和承载过程中载荷对材料造成的损伤之间没有关系,损伤因子通过对等效应变,即对0→断裂极限应变进行积分求得。针对损伤因子的获取,如式(9)所示。
式中: 为断裂极限应变;
为断裂极限应变; 为单位时间内的应变变化值。
为单位时间内的应变变化值。 囊括了应力、应变、应变率3 个张量参数的函数表达形式。当D=1.0 时发生断裂失效。利用式(9)可表征任意加载路径条件下材料的损伤积累及其断裂面特征,而在比例加载这一特殊情况下可简化为:
囊括了应力、应变、应变率3 个张量参数的函数表达形式。当D=1.0 时发生断裂失效。利用式(9)可表征任意加载路径条件下材料的损伤积累及其断裂面特征,而在比例加载这一特殊情况下可简化为:
基于上述基本理论法,业界多年来从不同角度提出了多种断裂模型。OYANE 等[101]将静水应力参量纳入到材料压缩断裂性能研究中,建立了相应的断裂模型,如式(11)所示。
式中:σm为静水应力; 为等效应力;Coyane为材料常数。COCKCROFT 等[102]认为最大拉应力是材料破坏的主要因素,建立了C&L准则模型的表达式为:
为等效应力;Coyane为材料常数。COCKCROFT 等[102]认为最大拉应力是材料破坏的主要因素,建立了C&L准则模型的表达式为:
式中:σ1为最大主应力。
BROZZO 等[103]考虑了静水应力的作用,对C&L 准则模型做了修正,建立了修正模型,如式(13)所示。
式中:CB为材料常数。
断裂韧性准则在金属成形领域得到了一定的应用,然而上述所有准则都不具有普适性。由于从工程角度来看,应用一种断裂模型时需要通过仿真等技术手段对断裂参量进行校核,而如前所述,材料在不同应力状态(三轴度)条件下的损伤、断裂特性均不相同,极限断裂应变值也不相同,所以采用一种断裂模型去校核其他应力状态下材料的断裂性能参量就可能存在较大的误差。也是基于此,关于开发具有较强普适性的非耦合型韧性断裂模型正成为行业趋势,代表性成果如Modified Mohr-Coulomb(MMC)模型,以及LOU Yanshan 等[104-106]提出的DF2012、DF2014和DF2015模型。
LOU Yanshan 等提出的模型是基于孔洞形核、生长和聚合3 种微观缺陷演化机理的韧性断裂模型。在形核机制方面,该模型显示缺陷形核起源于应变变化,所以利用应变作为缺陷形核的表征参量。此外,该模型采用等效应变来描述缺陷的演化过程。该团队深入研究了各种应力状态导致的应变变化过程对缺陷的影响规律,验证了应力状态对材料承载过程中的缺陷演化会起到不同的作用。例如,材料处于单压缩状态下(-1/3η 应力三轴度工况下),载荷对材料内部的缺陷会起到有效的抑制作用。因此,该模型使用1+3η 这一参量来表征承载过程中缺陷的变化。而针对如空穴这类导致材料断裂失效的最重要缺陷,LOU Yanshan 等认为其更容易易沿材料基体内最大剪切力方向发生聚集,所以在断裂模型中也采用了基于该机制的无量纲参量表达形式来表征缺陷的聚集效应。LOU Yanshan 等的断裂准则在线性加载时的表达式为:
利用罗德参数L 和应力三轴度来表示,如式(15)所示。
式中:C1、C2 和C3 分别表示最大剪应力和应力三轴度对孔洞形核、长大和聚合的影响参数。当加载路径为非线性时[105],采用其积分形式,如式(16)所示。
研究表明,上述断裂准则在较大的应力三轴度范围内具有良好的可靠性。但是,由于该韧性断裂模型只考虑了最大剪应力的作用,仅适用于剪切断裂性能预测。
美国麻省理工的BAI Yuanli 等[107]根据Mohr-Coulomb 断裂机理得到MMC (Modified Mohr-Coulomb Model)断裂模型,如式(17)所示。通过采用应力三轴度和洛德角替换Mohr-Coulomb 模型中的相关参数,设定剪应力和摩擦力的混合应力达到临界值时断裂发生。
在MMC 模型断裂准则中,假设损伤按照线性进行积累,定义的损伤指数D如式(18)所示。
当D=1 时,断裂发生。同时,MMC 断裂模型中,在材料发生不稳定性变形如颈缩后,应力按照式(19)进行衰减。
式中: 为真应力;Dc为应力降为0 时对应的损伤因子临界值;D0为不稳定变形时对应的初始损伤因子值。
为真应力;Dc为应力降为0 时对应的损伤因子临界值;D0为不稳定变形时对应的初始损伤因子值。
BAI Yuanli等[107]利用2024-T351铝合金验证模型的准确性,结果表明在绝大多数样品状态及服役工况条件下,断裂曲面的试验数据和仿真预测数据之间具有良好的契合度,所以MMC韧性断裂准则可以在很广泛的应力状态范围内提供较为可靠的预测结果。但是,MMC模型存在一定的局限性,因为其基础理论是预测岩土脆性断裂的MC模型,所以难以从韧性断裂机理的角度去解释材料的韧性断裂行为。
GISSMO (Generalized Incremental Stress State Dependent Damage Model)是一种典型的唯象损伤断裂准则,以非线性损伤累积的方式描述材料从变形到破坏的整个过程,而不追究损伤的物理背景和材料内部的细观结构变化。GISSMO 断裂准则来源于Johnson-Cook 模型,该模型囊括了材料在承载过程中从失效源头萌生到最终失效发生的全过程,相比于其他断裂模型更加全面,所以采用该模型预测材料的断裂性能精度往往较高,当前在行业内的认可度也较强,应用较为普遍。此外,GISSMO 中允许任意路径的裂纹产生,裂纹的产生与否由损伤因子D 决定。当前GISSMO 断裂准则和MMC 模型匹配使用,在汽车行业已实现应用,应用成效良好,切实起到了提升仿真精度的作用。
式中:n表征损伤程度;Δεp为单位时间内的应变变化量;εf 为材料基于不同承载工况下的断裂极限等效应变,当D=1时,材料失效。
通过以上分析可知,耦合型和非耦合型韧性断裂预测模型都得到了发展。原始GTN 模型只在高应力三轴度条件下适用,改进的GTN 模型可用于低应力三轴度下的情况。CDM 模型与GTN 模型相比,减少了需测定的材料参数。但是,耦合型断裂模型参数之间存在耦合关系,适用性较低。非耦合型断裂模型在参数测定和适用性方面具有更显著的优势,近年来得到广泛关注,以韩国科技学院LOU Yanshan 的DF2012、DF2014、DF2015 模型和英国麻省理工学院的MMC模型最具代表性。但是,LOU Yanshan 考虑了最大剪应力的作用,仅适用于剪切状态断裂模型的情况。MMC 模型难以从韧性断裂机理的角度解释材料的韧性断裂行为,而Gissmo模型则较好地弥补了这方面的缺陷。
如前所述,对于汽车用先进高强钢而言,根据轧制过程的影响,应该考虑其各向异性对断裂性能的影响。此外,针对汽车产品碰撞性能的高精度预测的行业需求,建立考虑应变速率的断裂模型更有工程实践意义。基于上述分析,近年来,国内外大量研究者也正致力于如何在现有模型中引入各向异性和应变速率两大参量因子,进一步提升模型的工程实用价值。
大多现有模型在实际工程应用中将材料考虑为各向同性实体。如何将其转化为各向异性实体,目前的主要方法有:将现有模型中的关键力学参量(如等效应力)转化为其他考虑了各向异性因素的修正性力学参量。近年来,大量研究者均对此进行了尝试,并针对不同材料的断裂性能进行了研究,结果表明,要实现更高的断裂性能预测精度,必须考虑各向异性这一关键因素。在细观损伤力学模型领域,文献[6]从更加微观的层面对各向异性模型的建立及其应用进行了研究,这些研究聚焦于基于形变导致材料基体中的孔洞出现数量、形状、分布方面的变化,从而导致板材在沿平面和厚度两个方向上的断裂性能出现各向异性。尝试建立基于孔洞特征参量的各向异性表征参量,并纳入到诸如Gurson等模型中,实现对各种材料断裂性能更加精准的预测模拟,取得了一定的成效。此外,在连续损伤模型领域也开展了大量工作,如学术界尝试将损伤关键表征参量的损伤因子从传统模型的标量形式转化为张量形式,以提升模型实用性,典型模型为Lemaitre 模型及以此为基础提出的新的相关修正模型[108]。非耦合型韧性断裂模型是当前金属板材断裂领域的研究热点之一。针对金属板材,断裂性能不仅与应力三轴度、洛德角参量相关,还与加载方向有关。近年来,针对诸如MMC 等典型非耦合型韧性断裂模型,业界也在尝试建立考虑各向异性的全新模型。对于考虑各向异性因素的断裂模型也存在行业流派的差异性,第1 类研究者在构建模型时认为断裂曲面仍然是各向同性的,与传统断裂模型的差异仅在于断裂计算过程中,基于线性变换的等效塑性应变增量采用的是各向异性条件下的数据(代表方法如Hill 48等效塑性应变增量替代原Mises等效塑性应变增量)[6]。第2 类研究者认为材料断裂面即为各向异性,在断裂面表达式中直接引入各向异性参数即可建立全新的模型。相对而言第2 类研究者的操作方法,是直接假设材料的断裂面同样具有各向异性特征,应该构建基于各向异性表征参量断裂曲面才能真正体现材料的真实断裂性能。但是,相比之下后者的工作量较前者的工作量显然要大很多,所以当前行业内,前者的方法在实际工程中的应用相对更广泛。
针对材料应变速率特性的表征,一般采用应变速率敏感性模型,此类模型就层级而言可分为唯象层级及物理层级,当前国内外汽车行业应用较为广泛的还是唯象层级模型,这得益于该类模型更加实用,易应用于工程化开发中。而物理模型典型如Zerilli-Armstrong、Brown-Anand 等[109-110]相比之下较为复杂,所以更多地适用于理论研究领域。对于应变速率因素的引入,与各向异性因素的引入理念类似,当前行业的主流方法是将Jonson-Cook、Cowper-Symonds、Khan-Huang-Liang 等动态材料本构模型与断裂准则模型相结合,实现对动态条件下材料断裂性能的预测。目前,中国汽研基于此种方法已针对数10 种汽车用钢及铝合金材料进行了研究。当前高精度动态断裂预测模型研究的焦点主要在于材料动态本构模型精度的不断提升。不同的钢种,由于组织差异性(当前汽车用先进高强钢开发正向多相、亚稳方向发展,组织复杂程度逐年增加,呈现出多样化的静、动态力学性能差异性),在相同动态条件下表现出来的动态力学行为是不同的,且同一种材料在不同应变速率条件下的应变强化行为也是不同的,所以单一套用某种本构模型进行拟合来获得较高的精度已越来越困难。目前,提升动态模型精度的方法有两种,第1 种是对现有动态模型中的应变率项进行形式修正或直接采用形式表达式予以替换[111-113];第2 种是针对不同应变速率范围,采用精度最高的动态本构模型进行拟合,并以引入1 个权重因子的方式将多个函数进行复合,从而提升精度[114]。随着汽车用先进高强钢的类别不断推陈出新,亟待通过系统测试,以期积累大量汽车用先进高强钢的动态性能数据,再基于数据分析,提出面向每一类特定钢种的动态性能本构模型建立流程方法,并集成应用于对各类钢种断裂性能的预测中。
7、 高精度损伤断裂模型建立方法
当前,建立基于复杂应力状态下的断裂失效准则模型,实现对各类汽车安全件碰撞性能的高精度预测,正逐渐被国内外汽车行业认可,也正逐渐替代一些传统的技术手段,并应用于汽车行业。
目前主流的技术流程如下:基于各种性能测试与仿真对标,建立材料级的本构模型(各向同性或异性)和材料级的断裂准则模型,再将两种模型结合起来,进行零部件级的安全性能仿真,并通过测试试验对模型精度进行验证。
7.1 材料本构模型的建立
7.1.1 本构模型介绍
本构模型泛指应力张量与应变张量之间的关系,其作用主要是将连续介质的变形与内力联系起来[115]。就金属板材而言,在LS_DYNA 程序中,以MAT_24和MAT_36应用最为广泛[116]。
MAT_24_PIECEWISE_LINEAR_PLASTICITY是目前软件中常见的各向同性材料本构模型,对应von Mises 屈服准则,技术人员需要输入材料密度、屈服应力、杨氏模量、切线模量或真应力-塑性应变曲线、泊松比。模型中可定义双线性或任意真应力-塑性应变曲线,通过Cowper-Symonds 方程或Table 形式考虑应变速率的影响,其中Table 形式为输入材料在不同应变速率条件下真应力-塑性应变曲线,Cowper-Symonds方程如式(21)所示。
式中: 为等效塑性应变值;
为等效塑性应变值; 为等效塑性应变速率;σy 为对应
为等效塑性应变速率;σy 为对应 的应力值;
的应力值; 为准静态应力值;C、p均为待拟合的材料参数。
为准静态应力值;C、p均为待拟合的材料参数。
MAT_36(MAT_3_PARAMETER_BARLAT)是软件中常见的各向异性材料本构模型,其对应3参数Barlat-Lian 屈服准则(代表模型如Barlat1989、Barlat1991、Barlat1994、Barlat1996等,针对各向异性也可选择行业应用非常广泛的Hill系列模型;典型模型如Hill1948、Hill1979、Hill1990、Hill1993 等,其中Hill1948 屈服模型对高强钢的屈服行为描述十分准确,非常适用于高强钢),技术人员需要输入材料的密度、屈服应力、杨氏模量、真应力-塑性应变曲线、泊松比、材料样品沿不同方向的Lankford 值(0º、45º、90º方向)。模型中可定义任意的真应力-塑性应变曲线或Swift、Voce、Gosh、Hocket-Sherby等硬化模型参数,同样也可通过Cowper-Symonds方程或Table形式考虑应变速率的影响。
7.1.2 数据处理
首先,为准确建立材料的动态本构模型,需进行准静态及动态力学性能测试试验,获得材料在不同应变速率下的力学性能。
通过力学性能试验测试,获得材料在不同应变速率下的力F 和变形ΔL,采用式(22)和式(23)计算获得材料的工程应力和工程应变。
式中:A0为试样标距段横截面积;L0为标距初始长度。
各应变速率下的真实应力、真实应变及塑性应变由式(24)~(26)计算得到。
在力学性能测试试验中,只能获得颈缩点前的真应力-塑性应变曲线,对于颈缩点后的真应力-塑性应变曲线无法通过试验直接测试获得。然而,对于绝大多数材料而言,颈缩点对应的应变值往往较小,无法满足在仿真中表征材料大变形的需求。基于各应变速率下获得的颈缩点前真应力-塑性应变曲线,国内外大量研究者提出了多种硬化模型,典型模型如Ghosh、Hollmon、Ludwik、Voce、Swift、Hockett-Sherby 等。本文基于行业经验,为满足精度要求,采用如前所述的“复合-权重”拟合法,即采用Swift、 Hockett-Sherby 和Swift-Hockett-Sherby 硬化模型进行拟合[115],各硬化模型如式(27)~(29)所示。
式中:K、ε0、n、a、b、c、p 为待拟合系数;α 为权重系数,其值介于0~1之间。通过拟合,获得各硬化模型参数值,并采用仿真对标来确定各模型的权重系数α。典型静、动态测试及仿真曲线如图1所示,可以看出测试与仿真结果吻合度高,验证了基于多模型“复合-权重”拟合法,有利于提高本构模型精度。
图1 静、动态试及仿真曲线
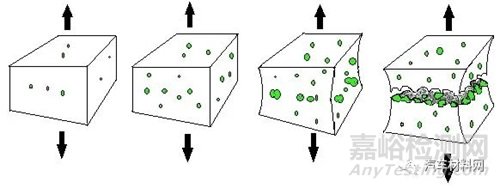
图2 孔洞的形核、长大、失效及断裂过程[17]
7.2 材料断裂模型的建立
7.2.1 断裂模型介绍
金属材料韧性断裂是损伤积累的结果,是由于微观孔洞在晶界、第2 相粒子与基体的界面等位置形核,所以在应力和塑性应变的驱动下微孔数量、形状和体积进一步演化,致使微孔洞聚合连接而形成裂纹,这一过程称为损伤积累和演化[117-119]。如前所述,材料断裂与应力状态有关[120]。材料的应力状态可用应力三轴度η 表征[17],如式(30)所示。
式中:p为静水压力;q为Mises等效应力;I1为第1应力不变量;J2为第2偏应力张量不变量。
对于汽车安全构件用钢,其服役工况通常不是准静态应变率条件,需考虑应变率对于断裂模型的影响。断裂模型中,直接考虑应变率断裂效应的断裂模型较少。Johnson-Cook 断裂模型里考虑了应变率因子的影响,Gissmo断裂模型里考虑了应变率对于损伤演化m 值的影响作用。其余断裂模型中大多采用应变率修正曲线对断裂模型进行适当的缩放。
7.2.2 试样设计
材料断裂模型的开发依赖于断裂试验所获取的相应试验数据,而断裂试验试样的形状则极大地影响了试验所获数据。一般来说,一个好的断裂试样应满足以下条件。
1)应变尽量集中在测量区,且试验过程中应力三轴度变化较小。
2)测量区的应力状态和应变分布比较均匀。
3)避免断裂发生在边缘或其他难以表征应力状态的特殊位置。
4)中间区域没有离面位移。
5)试件易于加工,没有残余应力。
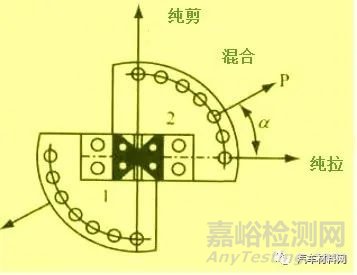
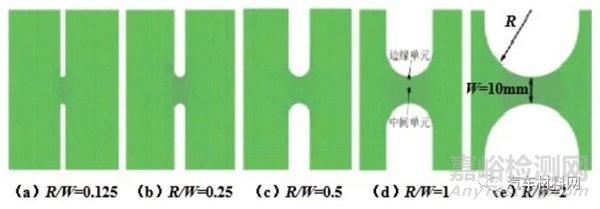
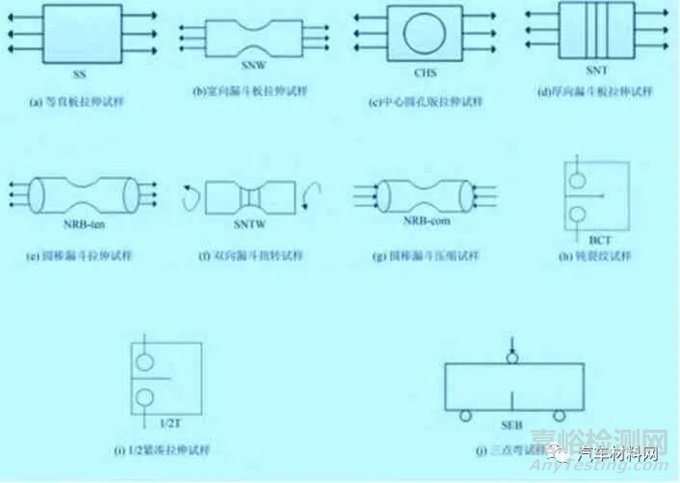
综上所述,许多研究者进行了多种试样的设计与验证。MIYAUCHI[121]设计了一种适用于板材剪切受力状况的试样(图3)。这种式样具有对称的切口,可以在两个区域中实现材料的剪切受力。BAO Yingbin 等[122]提出了一种主要变形区减薄的剪切试样(图4),该试样在断裂失效时塑性应变集中且断裂失效不会发生在边缘处。兰州理工大学的朱浩[123]设计了蝴蝶型剪切试样(图5),通过改变加载孔的位置,可实现多种剪切状态的改变。清华大学的曾龙[124]设计了多种开口的缺口试样(图6)进行仿真及试验,验证了不同结构的试样能代表材料在不同应力状态下的受力情况。西南交通大学的于思淼等[125]设计了一整套不同应力状态下的断裂试样(图7),试验结合仿真开发了相应的损伤断裂模型。综上,虽然各国研究者设计了很多断裂试样,但大部分研究者的工作都只针对剪切状态和拉伸状态,对于压缩状态试样研究较少。同时,由于板材形状限制,设计一个好的压缩应力状态的试样难度较大。
图3 剪切试样1#[121]
图4 剪切试样2#[122]
图5 蝴蝶型剪切试样[123]
图6 多种比例缺口试样[124]
图7 不同应力状态下的断裂试样[125]
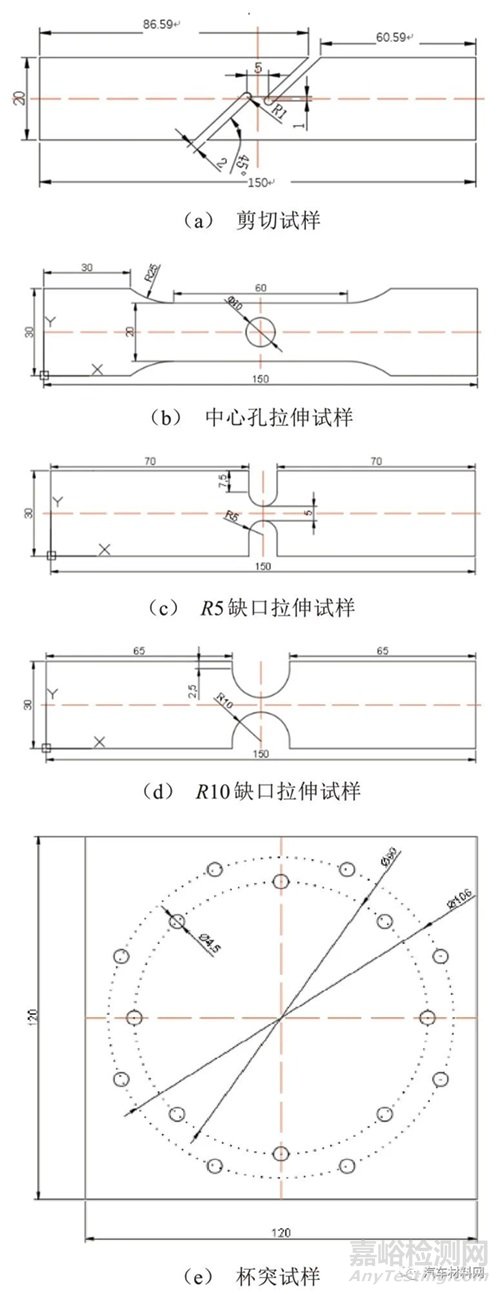
本研究主要采用如图8 所示的5 种可表征不同应力状态的断裂试样,分别为剪切试样、中心孔拉伸试样、R5缺口拉伸试样、R10缺口拉伸试样、杯突试样。原则上设计越多结构的样品,越能实现对材料应力状态领域的全覆盖,越有利于提高断裂模型精度,但是设计样品越多,工作量也越大,不利于行业推广应用。此外,为准确表征材料的应力状态,除上述5 种应力状态外,还应涉及压应力状态,典型压应力状态如单轴压缩、双轴压缩、平面压缩等。但是,就乘用车车身钣金件而言,其目前厚度范围一般为1~2 mm 甚至更低,对其进行压缩测试难度高,压缩过程中试样失稳趋向性强,可操作性差,且实际碰撞工况下,形变部位往往为平面拉应变状态,所以目前行业一般采用以上述几种应力状态下的设计样品为主。
图8 几种典型的断裂试样
由图8 可知,虽然上述试样设计能够覆盖大部分应力状态,但是却显著增加了整个断裂模型建立的工作量。因此,当前国内外研究者也在思考是否能尽量简化试样系列,降低工作量,便于在行业内推广。
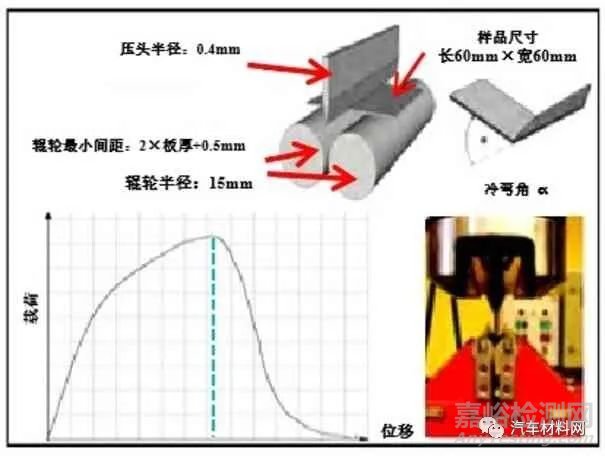
近年来,随着高强钢在汽车上的应用逐渐增加,三点弯曲法被越来越多地用于评价车用高强钢的成形和碰撞安全性能[126-132]。一些用于测试和评价高强钢弯曲性能的标准也逐渐制定出来[133-134],如ISO 7438:2020 Metallic Materials-Bend Test 和VDA 238-100 Test Specification Draft:Plate Bending Test for Metallic Materials,使用最广泛的是后者(即极限尖冷弯试验)。在汽车碰撞过程中,零部件会发生折弯,出现极限尖弯曲变形,其应变状态为平面拉伸应变。在极限尖冷弯试验中,板料外表面处于大应变梯度的平面应变拉伸状态,与冲头接触的内表面处于平面应变压缩状态;在板料外表面由于应变梯度都较大,材料还没发生不稳定性颈缩时就已经发生断裂[135];裂纹产生后通常在外表面会出现波纹,波纹逐渐扩展,损伤积累到一定程度后导致完全断裂[136-137]。在高强钢中,表面存在波纹时,厚度方向常出现剪切带,断裂发生在剪切带处[138],弯曲性能由板料的局部韧性决定[139]。因此,极限尖冷弯试验可以很好地表征测试板料在平面应变下的变形行为,进而可用于表征B 柱、防撞梁等典型汽车安全件的平面应变弯曲变形状态(契合碰撞工况)。
在VDA 238-100 标准中,常以冷弯角作为评价板材极限冷弯性能好坏的参量,其试验装置如图9所示[134],板料尺寸为60 mm×60 mm,压头尖端半径为0.4 mm,可自由转动弯曲辊半径为15 mm,弯曲辊间距为2a+0.5 mm,a 为板厚,板料与弯曲辊间无润滑,试验过程输出压头与板料接触载荷及压头下压位移的曲线,并且假设载荷最大时发生断裂,进而求得对应的极限尖冷弯角。
图9 极限尖冷弯试验原理(VDA 238-100)[134]
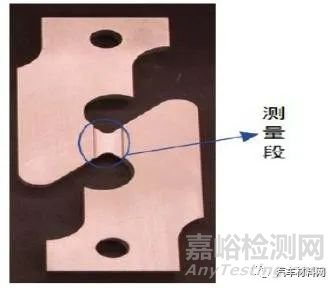
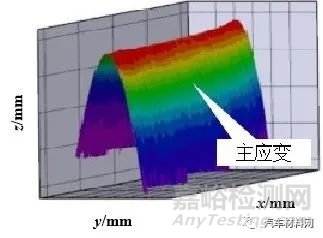
国外研究指出:采用极限尖冷弯法所获得的测试结果(极限冷弯角)与零部件的碰撞性能之间存在较强的正相关关系。因此,诸如宝马、奔驰等车企多年来一直将极限冷弯性能测试法作为评价先进高强钢板材安全性能优劣的一项有效的技术手段。根据此种行业发展情况,中国汽研马鸣图教授近年来指出,在极限尖冷弯测试过程中,样品出现开裂本质上仍是加载部位的实际应变值达到了材料对应的极限断裂应变值(图10),鉴于该测试过程中材料的应力状态与真实碰撞过程相似,如果能将该方法与其他检测手段相结合,获取钢板的极限断裂应变值,并基于此建立断裂准则模型,则可大大简化现有主流断裂准则模型建立的工作量,无疑具有非常显著的行业促进意义。目前,国内如中国汽研、同济大学、东北大学、中信金属、通用中国科学研究院等机构均在致力于此项研究,相关研究工作涉及测试方法的标准化、极限断裂应变值的测试手段、极限断裂应变与板材厚度参量之间的对应关系、基于极限断裂应变简单参量的断裂准则模型建立方式等。
图10 冷弯过程中样品不同部位的应变变化[140]
综上所述,试样的设计是否合理,直接影响断裂模型的精度。经过多年探索可知未来的发展方向可能出现两种情况,一种是讲究精度,力求建立完善且最优化的试样体系,囊括所有应力状态;另一种是基于零部件碰撞服役工况分析,直接设计与之相匹配的试样,并以此建立断裂模型。不过,未来哪种模式会占据主流有待于各自的研究成果在工程实践中的成效对比,以及谁能真正满足车企的技术发展需求。
7.2.3 数据处理
在一般材料试验机及杯突试验机上进行断裂性能测试,测得不同应力状态下试样的断裂极限应变。此过程为建立断裂准则模型的关键环节,由于试样结构的特殊性,采用传统的引伸计、应变片等接触测量方式均难以操作,当前国内外行业主流发展趋势是采用高精度非接触式应变测量方法和数字散斑相关法(Digital Image Correlation,DIC)。后者近年来在工程领域的应用愈发普遍,是根据相应的光学原理,来实现对各种载荷条件下材料或产品表面局部的细微形变行为,以及进行高精度且无接触式的测量。
综上所述,当前针对材料断裂模型开发的操作流程方法,在国内外行业内尚未形成真正意义上的共识,大量更加精细化的研究还在进行中,试样的结构及数量的设计、测试方法的精度提升手段、相关模型的进一步完善优化等均亟待更加系统深入地去研究,科学化、标准化是未来这方面的发展目标。
8、 结论及展望
随着汽车轻量化行业的发展,为满足减轻质量和安全性保证两方面的需求,各类先进高强钢板材在车身上的应用正如火如荼。当前,行业亟待提升各类汽车安全件的安全性能仿真精度,从而缩短零部件产品乃至车身轻量化和安全开发周期,降低开发成本。仿真精度的提升是多方面因素优化的结果。其中,材料断裂本构模型是最重要的影响因素之一。在汽车碰撞过程中,起决定性作用的是金属结构安全件,其动态变形行为及断裂行为表征,是获得精准仿真结果的必要条件。然而,目前业内对于金属材料的碰撞力学表征及模型建立仍然缺乏完备的认识。本文根据汽车安全零部件材料在碰撞仿真过程中的变形响应及失效特点,聚焦实际仿真过程中的材料模型建立及应用过程,以汽车用金属板材为对象,从力学性能及断裂性能两方面,对材料性能测试、本构模型表征、断裂模型建立等进行了说明,综合、详细地介绍了金属材料断裂模型的建立方法,为汽车碰撞安全性能开发提供了参考。展望未来,在基于安全碰撞性能的高精度零部件仿真技术发展方面,将会在以下5 个方面继续系统深入地研究相关基础性和应用性核心技术问题。
1)更加紧密地将汽车安全件的碰撞性能与材料的断裂性能研究结合起来,首先要经过大量的数据积累,从统计学角度建立二者间的定性、定量关系,为产品开发提供方向性指导。其次要针对当前主流及未来有应用前景的各类先进高强钢板,系统研究其在不同加载模式下的形变和断裂物理机制,定制化开发出面向特定钢种的断裂准则模型,从而提升基于多钢种应用的车身碰撞性能仿真精度。此外,当前针对各种板材的断裂性能研究,汽车行业基本不考虑板材本身的各向异性,因而对精度产生影响,而现行主流仿真软件基本未考虑此因素,所以亟待系统地研究不同钢板在考虑各向异性条件下、基于不同应力状态下的断裂性能,进而建立模型,并在软件中通过二次开发实现应用。
2)针对目前行业内逐渐占据主流的基于应力三轴度和洛德角的断裂准则模型来建立流程,未来应着力将汽车碰撞宏观力学行为与材料应力状态表征更加有机地关联起来。当前的技术流程涉及多结构样品的断裂性能测试及仿真分析,典型结构样品大多还是具有拉、剪、冲孔等应力状态,从简单提高精度的角度考虑,如果未来在解决测试问题的同时引入单轴、双轴、平面压缩等工况,则会进一步提升仿真精度,但工作量太大,对车企而言,成本及周期依旧是个问题。未来还可考虑尝试设计一、两种特定结构样品,即可全面、真实地表征汽车零部件在碰撞过程中的应力状态,如果能基于此建立断裂模型,并应用于零部件的性能仿真过程中,则可在确保高仿真精度条件下,大大减少零部件安全开发的工作量。当前,VDA 238-100标准中所述有关面向汽车用高强钢安全性能的测评方法,在中国汽车行业内已获得广泛应用,2020年由中国汽研牵头制定发布了对应的在该标准基础上进一步完善优化的国产化试验方法标准(T/CSAE 154—2020),未来可探索基于该方法的断裂应变测试方法,进而提出相应的断裂准则模型,应是一个颇具潜力的发展方向。
3)应致力于将现行主流的基于静态测评和仿真得到的断裂准则模型拓展至动态层面,才能进一步提升仿真精度。当前的断裂准则模型或未涉及应变速率因子、或已涉及但精度低下,未来可着力在现有模型基础上尝试引入基于应变速率敏感性等修正因子,或构建新的考虑应变速率的模型,当然前提是要系统地研究不同的钢种断裂模式、应力三轴度与应变速率的对应关系。此外,对材料进行从静态到动态断裂性能完整的测评,这虽然可以建立相应的高精度碰撞断裂模型,但工作量太大,可尝试提出一种合理、可行的专属于动态断裂准则模型建立的应变速率敏感性测试方法,并将其纳入到现行断裂准则模型的建立流程中去,从而达到在提升模型精度条件下不显著增加工作量的目的,满足行业推广需求。
4)在不断完善现有金属板材延性断裂准则模型的基础上,应尽快建立面向汽车行业的技术标准并在全行业内推广,通过标准的推行,对现行断裂准则模型建立流程设计的样品、流程、过程要求、数据处理、仿真分析等方面予以规范化、统一化,有利于提升各类汽车用先进高强钢及其他轻量化零部件断裂性能研究结果的互认互通性,从而加速各类轻量化材料在车身上的应用进程。
5)行业应加强在汽车用先进高强钢板材断裂方面的上下游产业链的技术合作,将断裂性能研究融入到先进材料研发、车身安全设计、产品安全性能预报等全流程中,为不断推进各类先进高强钢板材在汽车产业领域内的应用,奠定安全性应用基础。
参考文献
[1] 马鸣图,易红亮,路洪洲,等.论汽车轻量化[J].中国工程科学,2009,11(9):20-27.
MA Mingtu,YI Hongliang,LU Hongzhou,et al.On the Lightweighting of Automobile[J]. Strategic Study of CAE,2009,11(9):20-27.(in Chinese)
[2] 李桂华,熊飞,龙江启.车身材料轻量化及其新技术的应用[J].材料开发与应用,2009,24(2):87-93.
LI Guihua,XIONG Fei,LONG Jiangqi.Applications of Lightweight of Car Body Material and New Technology[J].Development and Application of Materials,2009,24(2):87-93.(in Chinese)
[3] 范军锋.现代轿车轻量化技术研究——新材料技术、轻量化工艺和轻量化结构[J].汽车工艺与材料,2009(2):10-14.
FAN Junfeng. Study on Lightweight Technology of Modern Passenger Car—New Material Technology,Lightweight Process and lightweight Structure [J].Automobile Technology & Material,2009(2):10-14.(in Chinese)
[4] 肖永清.轻量化材料驱动汽车的未来[J].汽车工程师,2010(12):43-45.
XIAO Yongqing. Lightweight Materials Guiding the Future of Automobile[J].Auto Engineer,2014(12):43-45.(in Chinese)
[5] 穆磊.面向先进高强钢的軔性断裂预测模型研究与应用[D].北京:北京科技大学,2018.(in Chinese)
MU Lei.Study on a Ductile Fracture Prediction Model for Advanced High Strength Steel and Its Application[D].Beijing:University of Science & Technology Beijing,2018.(in Chinese)
[6] 顾彬,何霁,李淑慧,等.金属板料各向异性断裂模型及断裂实验研究进展[J].塑性工程学报,2019,26(1):1-14.
GU Bin,HE Ji,LI Shuhui,et al.Research Progress on Anisotropic Fracture Models and Fracture Tests for Sheet Metals[J].Journal of Plasticity Engineering,2019,26(1):1-14.(in Chinese)
[7] TARIGOPULA V,LANGSETH M,HOPPERSTAD O S,et al.Axial Crushing of Thin-Walled High-Strength Steel Sections[J].International Journal of Impact Engineering,2006,32(5):847-882.
[8] DE COOMAN B C.Structure-Properties Relationship in TRIP Steels Containing Carbide-Free Bainite[J].Current Opinion in Solid State and Materials Science,2004,8(3-4):285-303.
[9] 刘强,江海涛,唐荻,等.TRIP 钢中残余奥氏体相变与断裂机制研究[J].塑性工程学报,2009,16(1):156-161.
LIU Qiang,JIANG Haitao,TANG Di,et al.Transformation Behavior of Retained Austenite in TRIP Steel Under Stress-Strain[J].Journal of Plasticity Engineering,2009,16(1):156-161.(in Chinese)
[10]LIU Qiang,TANG Di,JIANG Haitao,et al.Research and Development of TRIP-Aided Steel 780 MPa Cold Rolling TRIP-Aided Steel[J].International Journal of Minerals,Metallurgy and Materials,2009,16(4):399-406.
[11]何忠平.应变速率对不同强度级别TRIP 钢力学行为影响的研究 [D].上海:上海大学,2012.
HE Zhongping.Impact of Strain Rate on the Mechanical Properties of Various Grade TRIP-Aided Steels[D].Shanghai:Shanghai University,2012.(in Chinese)
[12]马鸣图,王国栋,王登峰,等.汽车轻量化导论[M].北京:化学工业出版社,2020.
MA Mingtu,Wang Guodong,WANG Dengfeng,et al.Introduction to Automobile Lightweight[M]. Beijing:Chemical Industry Press,2020.(in Chinese)
[13]TENG Z K,CHEN X M.Edge Cracking Mechanism in Two Dual-Phase Advanced High Strength Steels[J].Materials Science & Engineering A,2014,618:645-653.
[14]SARTKULVANICH P,KROENAUER B,GOLLE R,et al.Finite Element Analysis of the Effect of Blanked Edge Quality Upon Stretch Hanging of AHSS[J].CIRP Annals-Manufacturing Technology,2010,59:279-782.
[15]LOU Yanshan,HUH H,LIM S,et al. New Ductile Fracture Criterion for Prediction of Fracture Forming Limit Diagrams of Sheet Metals[J].International Journal of Solids & Structures,2012,49(25):3605-3615.
[16]BAI Yuanli,WIERZBICKI T.Application of Extended Mohr-Coulomb Criterion to Ductile Fracture[J].International Journal of Fracture,2010,161(1):1-20.
[17]LI H,FU M W,LU J,et al.Ductile Fracture:Experiments and Computations[J].International Journal of Plasticity,2011,27(2):147-180.
[18]闫海涛,张文超,张桂贤.车辆碰撞过程中金属材料应变率范围分析[J].汽车工程师,2018(8):44-46.
YAN Haitao,ZHANG Wenchao,ZHANG Guixian.Analysis on Strain Rate Range of Metal Materials in Vehicle Crash[J].Auto Engineer,2018(8):44-46.(in Chinese)
[19]BAI Y,WIERZBICKI T.A Comparative Study of Three Groups of Ductile Fracture Loci in the 3D Space[J].Engineering Fracture Mechanics,2015,135:147-167.
[20]MCCLINTOCK F A.A Criterion of Ductile Fracture by the Growth of Holes[J].Journal of Applied Mechanics,1968,35(2):363-371.
[21]RICE J R,TRACEY D M.On the Ductile Enlargement of Voids in Triaxial Stress Fields[J]. Journal of the Mechanics and Physics of Solids,1969,17:201-217.
[22]ATKINS A G.Fracture in Forming[J].Journal of Materials Processing Technology,1996,56:609-618.
[23]贾哲,穆磊,臧勇.金属塑性成形中的韧性断裂微观机理及预测模型的研究进展[J].工程科学学报,2018,40(12):1454-1467.
JIA Zhe,MU Lei,ZANG Yong. Research Progress on the Micro-Mechanism and Prediction Models of Ductile Fracture in Metal Forming[J].Chinese Journal of Engineering,2018,40(12):1454-1467.(in Chinese)
[24]HANCOCK J W,MACKENZIE A C.On the Mechanisms of Ductile Failure in High Strength Steels Subjected to Multi-Nial Stress States[J].Journal of the Mechanics and Physics of Solids,1976,24:147-169.
[25]HOPPERSTAD O S,BORVIKA T,LANGSETH M,et al.On the Influence of Stress Triaxiality and Strain Rate on the Behaviour of a Structural Steel. Part I.Experiments[J].European Journal of Mechanics,2003,22(1):1-13.
[26]BERVIK T,HOPPERSTAD O S,BERSTADA T.On the Influence of Stress Triaxiality and Strain Rate on the Behaviour of a Structural Steel. Part II. Numerical Study[J].European Journal of Mechanics,2003,22(1):15-32.
[27]HANCOCK J W,MACKENZIE A C.On the Mechanisms of Ductile Failure in High-Strength Steels Subjected to Multi-Axial Stress-States[J].Journal of the Mechanics &Physics of Solids,1976,24(2-3):147-160.
[28]BONORA N,GENTILE D,PIRONDI A,et al.Ductile Damage Evolution Under Triaxial State of Stress,Theory and Experiments[J].International Journal of Plasticity,2005,21:981-1007.
[29]KUMAR J.Stress Triaxiality Effect on Fracture Behavior of IMI-834 Titanium Alloy:Amicromechanics Approach[J].Materials and Design,2009,30:1118-1123.
[30]DRIEMEIER L.Experiments on Stress-Triaxiality Dependence of Material Behavior of Aluminum Alloys[J].Mechanics of Materials,2010,42:207-217.
[31]BAO Yingbin,WIERZBICKI T.On Fracture Locus in the Equivalent Strain and Stress Triaxiality Space[J].International Journal of Mechanical Sciences,2004,46:81-98.
[32]BAO Yingbin.Dependence of Ductile Crack Formation in Tensile Tests on Stress Triaxiality, Stress and Strain Ratios[J].Engineering Fracture Mechanics,2005,72(4):505-522.
[33]BAO Yingbin,WIERZBICKI T.A Comparative Study on Various Ductile Crack Formation Criteria[J].Journal of Engineering Materials and Technology,2004,126(7):315-324.
[34]BAO Yingbin,WIERZBICKI T.On the Cut-Off Value of Negative Triaxiality for Fracture[J].Engineering Fracture Mechanics,2005,72:1049-1069.
[35]王国珍,王玉良,陈剑虹. 不同缺口尺寸试样断裂行为的加载速率敏感性[J]. 理化检验-物理分册,2003, 39(10):495-499.
WANG Guozhen,WANG Yuliang,CHEN Jianhong.The Sensibility of Fracture Behavior to Loading Rate for the Specimens with Different Notch Sizes[J]. Physical Testing and Chemical Analysis Part A:Physical Testing,
2003,39(10):495-499.(in Chinese)
[36]郑长卿,雷登.三轴应力状态与断裂应变的关系——建议一个新的延性断裂判据及相关的材料延性断裂参数[J].西北工业大学学报,1985,3(1):21-29.
ZHEN Changqing,LEI Deng.The Correlation of Triaxial State of Stress and the Failure Strain—A New Criterion of Ductile Fracture and Related Fracture Parameter of the Material[J]. Journal of Northwestern Polytechnical University,1985,3(1):21-29.(in Chinese)
[37]李余德.应力状态参数I'[J].力学与实践,1990(4):40-44.
LI Yude.Stress State Parameter I'[J].Mechanics in Engineering,1990(4):40-44.(in Chinese)
[38]汤安民,刘协会.一个考虑形变能影响的脆断强度条件[J].力学与实践,2000,22(4):54-55.
TANG Anmin,LIU Xiehui. A Strength Condition of Brittle Fracture with Disortion-Energy[J].Mechanics in Engineering,2000,22(4):54-55.(in Chinese)
[39]张克实,郑长卿.金属试件变形断裂过程的计算模拟分析——组合功密度模型的应用[J].力学学报,1992,24(2):197-204.
ZHANG Keshi,ZHENG Changqing. Computer Simulated Analyses on Deformation and Fracture of Non-Cracked and Cracked Specimens[J]. Theoretical and Applied Mechanics,1992,24(2):197-204.(in Chinese)
[40]王仲仁.Lode 参数的物理实质及其对塑性流动的影响[J].固体力学学报,2006,27(3):277-282.
WANG Zhongren. Physical Essence of Lode Parameter and Its Effect on Plastic Flow[J]. ACTA Mechanica Solida Sinica,2006,27(3):277-282.(in Chinese)
[41]BAO Yingbin,WIERZBICKI T.On Fracture Locus in the Equivalent Strain and Stress Triaxiality Space[J].International Journal of Mechanical Sciences,2004,46(1):81-98.
[42]BAO Yingbin,WIERZBICKI T. Fracture of Prismatic Aluminum Tubes Under Reverse Straining[J].International Journal of Impact Engineering,2006,32(5):671-701.
[43]KHAN A S,LIU H.A New Approach for Ductile Fracture Prediction on Al 2024-T351 Alloy[J].International Journal of Plasticity,2012,35:1-12.
[44]BJORKLUND O,LARSSON R,NILSSON L.Failure of High Strength Steel Sheets Experiments and Modelling[J].Journal of Materials Processing Technology,2013,213(7):1103-1117.
[45]MALCHER L,PIRES F M A, SA J M,et al. An Extended GTN Model for Ductile Fracture Under High and Low Stress Triaxiality[J].International Journal of Plasticity,2014,54(2):193-228.
[46]JOHNSON G R,COOK W H. Fracture Characteristics of Three Metals Subjected to Various Strains, Strain Rates,Temperatures,and Pressures[J]. Engineering Fracture Mechanics,1985,21(1):31-48.
[47]EFFELSBERG J,HAUFE A,FEUCHT M,et al. On Parameter Identification for the Gissmo Damage Model[C]//Proceedings of the 12th International LS-DYNA Users Conference,Dearborn, USA. 2012:1-10.
[48]郑长卿.50D 钢拉伸试件的若干基本特性及其与断裂参数间的某些关系 [J]. 西北工业大学学报,1984,2(2):231-244.
ZHENG Changqing.Some Basic Tensile Characteristics of 50D Steel and the Relationships Between Them and Fracture and Fatigue Parameters[J].Journal of Northwestern Polytechnical University,1984,2(2):231-244.(in Chinese)
[49]汤安民,师俊平.几种金属材料宏观断裂形式的试验研究[J].应用力学学报,2004(3):142-144.
TANG Anmin,SHI Junping. Experiment Analysis of Macroscopic Fracture Forms for Several Metal Materials[J].Chinese Journal of Applied Mechanics,2004(3):142-144.(in Chinese)
[50]陈刚,陈忠富,徐伟芳,等.45 钢的J-C 损伤失效参量研究[J].爆炸与冲击,2007,27(2):131-134.
CHEN Gang,CHEN Zhongfu,XU Weifang,et al.Investigation on the J-C Ductile Fracture Parameters of 45 Steel[J].Explosion and Shock Waves,2007,27(2):131-135.(in Chinese)
[51]朱浩,朱亮,陈剑虹.应力三轴度和应变率对6063 铝合金力学性能的影响及材料表征[J].材料科学与工程学报,2007(3):358-362.
ZHU Hao,ZHU Liang,CHEN Jianhong. Influence of Stress Triaxiality and Strain Rate on the Mechanics Behavior of 6063 Aluminum Alloy and Material Characterization[J]. Journal of Materials Science and Engineering,2007(3):358-362.(in Chinese)
[52]张伟,肖新科,魏刚.7A04 铝合金的本构关系和失效模型[J].爆炸与冲击.2011,31(1):81-87.
ZHANG Wei,XIAO Xinke,WEI Gao. Constitutive Relation and Fracture Model of 7A04 Aluminum Alloy[J].Explosion and Shock Waves,2011,31(1):81-87.(in Chinese)
[53]林莉,支旭东,范锋,等.Q235B 钢Johnson-Cook 模型参数的确定[J].振动与冲击,2014,33(9):153-158.
LIN Li,ZHI Xudong,FAN Feng,et al.Determination of Parameters of Johnson-Cook Models of Q235B Steel[J].Journal of Vibration and Shock,2014,33(9):153-158.(in Chinese)
[54]贾东.镁合金MB2 破坏模式与应力状态的关系[D].绵阳:中国工程物理研究院,2013.
JIA Dong.Relationship Between Failure Mode and Stress State of Magnesium Alloy MB2[D].Mianyang:China Academy of Engineering Physics,2013.(in Chinese)
[55]董俊宏,沙佳阿里阿里,杨波,等.应力状态和应变率对Q690 钢延性断裂行为的影响[J].土木与环境工程学报,2019(1):2-11.
DONG Junhong,ALI S A,YANG Bo,et al.Stress State and Strain Rate Dependent Ductile Fracture Behavior of Q690 Steel[J]. Journal of Civil and Environmental Engineering,2019(1):2-11.(in Chinese)
[56]焦书军.冷轧热镀锌双相钢成分设计模型化的研究 [J].宝钢技术,2003(5):43-47.
JIAO Shujun. Modeling Composition Design of Cold Rolled Hot-Dip Galvanized Dual-Phase Steel [J].Baosteel Technology,2003(5):43-47.(in Chinese)
[57]BAG A,RAY K K, DWARAKADASA E S. Influence of Martensite Content and Morphology on Tensile and Impact Properties of High-Martensite Dual-Phase Steels[J].Metallurgical and Materials Transactions A,1999,30(5):1193-1202.
[58]OLIVER S,JONES T B,FOURLARIS G.Dual Phase Versus TRIP Strip Steels:Microstructural Changes as a Consequence of Quasi-Static and Dynamic Tensile Testing[J].Materials Characterization,2007,58(4):390-400.
[59]OLIVER S,FOURLARIS G,JONES T B.Dual Phase Versus TRIP Strip Steels:A Comparison of Dynamic Properties for Automotive Crash Performance[J].Materials Science and Technology,2007,23(4):423-431.
[60]周元鑫,夏源明,杨报昌.双相钢冲击拉伸变形行为本构方程的建立[J].材料科学与工艺,1997,5(1):72-76.
ZHOU Yuanxin,XIA Yuanming,YANG Baochang. Study of Mechanical Behavior of Dual Phase Steels Under Tensile Impact[J]. Material Science & Technology,1997,5(1):72-76.(in Chinese)
[61]LI Zhuang,WU Di,HU Rong. Austempering of Hot Rolled Si-Mn TRIP Steels[J].Journal of Iron and Steel Research, International,2006,13(5):41-46.
[62]PYCHMINTSEV L Y,SAVRAI R,DE COOMAN B,et al.High Strain Rate Behavior of TRIP-Aided Automotive Steels[C]//Proceedings of the International Conference on TRIP-Aided High Strength Ferrous Alloys,GRIPS,Aachen, Mainz. 2002:299-302.
[63]吴志强,唐正友,李华英,等.应变速率对低C 高Mn TRIP/TWIP 钢组织演变和力学行为的影响[J].金属学报,2012,48(5):593-600.
WU Zhiqiang,TANG Zhengyou,LI Huaying,et al.Effect of Strain Rate on Microstructure Evolution and Mechanical Behavior of a Low C High Mn TRIP/TWIP Steels[J].Acta Metallurgica Sinica,2012,48(5):593-600.(in Chinese)
[64]YU Xiangyu,CHEN Jun,CHEN Jieshi. Interaction Effect of Cracks and Anisotropic Influence on Degradation of Edge Stretchability in Hole-Expansion of Advanced High Strength Steel[J]. International Journal of Mechanical Sciences,2016,105:348-359.
[65]KORKOLIS Y P,BROWNELLL B,COPPIETERS S,et al. Modeling of Hole-Expansion of AA6022-T4 Aluminum Sheets with Anisotropic Non-Quadratic Yield Functions[C]//Journal of Physics:Conference Series,2016,734.
[66]BENZERGA A A,BESSON J,PINEAU A.Anisotropic Ductile Fracture Part I:Experiments[J].Acta Materialia,2004,52(15):4623-4638.
[67]BENZERGA A A,BESSON J,PINEAU A.Anisotropic Ductile Fracture:Part II:Theory[J]. Acta Materialia,2004, 52(15):4639-4650.
[68]STEGLICH D,BROCKS W,HEERENS J,et al.Anisotropic Ductile Fracture of A12024 Alloys[J].Engineering Fracture Mechanics,2008,75(12):3692-3706.
[69]NAS1R1 S M M,BASTI A,HASHEMI R,et al.Effects of Normal and Through-Thickness Shear Stresses on the Forming Limit Curves of AA3104-H19 Using Advanced Yield Criteria[J]. International Journal of Mechanical Sciences,2018,137:15-23.
[70]崔晓磊,王小松,苑世剑. 法向应力对板料成形极限影响的研究进展[J].塑性工程学报,2013,20(2):1-9.
CUI Xiaolei,WANG Xiaosong,YUAN Shijian. Progress on Effects of Through-Thickness Normal Stress on Sheet Metal Forming Limit[J].Journal of Plasticity Engineering,2013,20(2):1-9.(in Chinese)
[71]张宇,张稳,庄新村. 拉伸预应变条件下基于孔洞演变分析的GTN 损伤模型参数研究 [J]. 塑性工程学报,2019, 26(5):239-248.
ZHANG Yu,ZHANG Wen,ZHUANG Xincun. Parametric Study of GTN Model Under Tensile Pre-straining Condition Based on Void Evolution Analysis[J].Journal of Plasticity Engineering,2019,26(5):239-248.(in Chinese)
[72]肖光春, 荆洪阳, 徐连勇, 等. 预应变下高强结构钢低温断裂性能 [J]. 焊接学报, 2011, 32(3):41-45.
XIAO Guangchun,JING Hongyang,XU Lianyong,et al.Research on Fracture Toughness of High-Strength Structural Steel with Prestrain at Low Temperature[J].Transactions of the China Welding Institution,2011,32(3):41-45.(in Chinese)
[73]FUKUDA N,HAGIWARA N,MASUDA T. Effect on Prestrain on Tensile and Fracture Toughness Properties of Line Pipes[J]. Transaction of the ASME,Journal of Offshore Mechanics and Arctic Engineering,2005,127:263-268.
[74]FIELDS B A,MILLER K J.Fibrous Crack Initiation and Propagation in Pre-strained HY100 Steel[C]//Conference on Tolerance of Flaws in Pressurised Components,Institution of Mechanical Engineers,London,UK,1978:117-124.
[75]THOMPSON H E,KNOTT J F.Effects of Crack Length and Pre-Strain on Ductile Fracture[J].Fracture Control of Engineering Structures,1986,3:1737-1749.
[76]EL-FADALY M S,EL-SARRAGE T A,ELEICHE A M,et al.Fracture Toughness of 20MnMoNi55 Steel at Different Temperatures as Affected by Room-Temperature Predeformation[J].Journal of Materials Processing Technology,1995,54(1-4):159-165.
[77]MIYATA T,TAGAWA T,AIHARA S.Influence of Prestrain of Fracture Toughness and Stable Crack Growth in Low Carbon Steels[J].Fatigue and Fracture Mechanics,1997,1321:167-176.
[78]JOHNSON G R,COOK W H.Fracture Characteristics of Three Metals Subjected to Various Strains, Strain Rates,Temperatures and Pressures[J]. Engineering Fracture Mechanics,1985,21(1):31-48.
[79]EFFELSBERG J,HAUFE A,FEUCHT M,et al. On Parameter Identification for the GISSMO Damage Model[C]//Proceedings of the 12th International LS-DYNA Users Conference, Dearborn,USA.2012:1-10.
[80]余寿文,冯西桥.损伤力学[M].北京:清华大学出版社,1997.
YU Shouwen,FENG Xiqiao.Damage Mechanics[M].Beijing:Tsinghua University Press,1997.(in Chinese)
[81]万建松,岳珠峰.金属韧性断裂的细观研究[J].计算力学学报,2002,19(3):320-323.
WAN Jiansong,YUE Zhufeng.Metal Toughness Fracture Meso-Study[J].Chinese Journal of Computational Mechanics,2002,19(3):320-323.(in Chinese)
[82]GUSON A L.Continuum Theory of Ductile Rupture by Void Nucleation and Growth:Part I—Yield Criteria and Flow Rules for Porous Ductile Media[J]. Journal of Engineering Material and Technology,1977,99:2-15.
[83]MCCLINTOCK F A.A Criterion for Ductile Fracture by Growth of Holes[J].Journal of Applied Mechanics,1968,35:363-371.
[84]RICE J R,Tracey D M. On the Ductile Fracture by the Growth of Holes[J]. Journal of the Mechanics and Physics of Solids,1969,17(3):201-217.
[85]TVERGAARD V. Influence of Voids on Shear Band Instabilities Underplane Strain Conditions[J].International Journal of Fracture,1981,17(4):389-407.
[86]TVERGAARD V.On Localization in Ductile Materials Containing Spherical Voids[J].International Journal of Fracture,1982,18(4):237-252.
[87]TVERGAARD V,NEEDLEMAN A.Analysis of the Cup-Cone Fracture in a Round Tensile Bar[J].Acta Metallurgica,1984,32(1):157-169.
[88]CHU C C,NEEDLEMAN A.Void Nucleation Effects in Biaxial Stretched Sheets[J].Journal of Engineering Material and Technology,1980,102(3):249-256.
[89]PARDOEN T,HUTCHINSON J W.An Extended Model for Void Growth and Coalescence[J]. Journal of the Mechanics and Physics of Solids,2000,48(12):2467-2512.
[90]BENZERGA A A. Micromechanics of Coalescence in Ductile Fracture[J]. Journal of the Mechanics and Physics of Solids,2002,50(6):1331-1362.
[91]ZHANG K S,BAI J B,FRANCOIS D.Ductile Fracture of Materials with High Void Volume Fraction[J].International Journal of Solids and Structures,1999,36(23):3407-3425.
[92]李晓红,张克实,赵泽茂.考虑孔洞大小及分布非均匀性的材料细观损伤[J].西安石油学院学报(自然科学版),2002,17(4):62-65.
LI Xiaohong,ZHANG Keshi,ZHAO Zemao. Study on the Evolution of the Meso-Damage of the Metallic Material Containing the Voids of Heterogeneous Size and Distribution[J]. Journal of Xi’an Shiyou University(Natural Science),2002,17(4):62-65.(in Chinese)
[93]文洁.考虑尺寸效应的Gurson 模型[D].北京:清华大学,2003.
WEN Jie.The Modified Gurson Model Accounting for the Void Size Effect[D].Beijing:Tsinghua University,2003.(in Chinese)
[94]XUE Liang.Constitutive Modeling of Void Shearing Effect in Ductile Fracture of Porous Materials[J].Engineering Fracture Mechanics,2008,75(11):3343-3366.
[95]NAHSHON K,HUTCHINSON J W.Modification of the Gurson Model for Shear Failure[J].European Journal of Mechanics A/Solids,2008,27(1):1-17.
[96]NIELSEN K L,TVERGAARD V.Ductile Shear Failure or Plug Failure of Spot Welds Modelled by Modified Gurson Model[J]. Engineering Fracture Mechanics,2010,77(7):1031-1047.
[97]KACHANOV L M.Time of the Rupture Process Under Creep Conditions[J]. Izvestiya Akademii Nauk SSS.Otdelenie Teckhnicheskikh Nauk,1958,8:26-31,(in Russian)
[98]GOLOGANU M,LEBLOND J B,DEVAUX J.Approximate Modmodels for Ductile Metals Containing Non-Spherical Voids—Case of Axisymmetric Prolate Ellipsoidal Cavities[J].Journal of the Mechanics and Physics of Solids,1993,41(11):1723-1754.
[99]LEMAITRE J.A Continuous Damage Mechanics Model for Ductile Fracture[J].ASME Journal of Engineering Materials and Technology,1985,107:83-89.
[100]LEMAITRE J.A Course on Damage Mechanics[M].Berlin:Springer,Berlin,Heidelberg,1996.
[101]OYANE M,SATO T,OKIMOTO K,et al.Criteria for Ductile Fracture and their Applications[J].Journal of Mechanical Working Technology,1980,4(1):65-81.
[102]COCKCROFT M G, LATHAM D J. Ductility and the Workability of Metals [J]. J Inst Met, 1986, 96:33-39.
[103]BROZZO P,DELUCA B,RENDNA R.A New Method for the Prediction of Formability Limit in Metal Sheets,Sheet Metal Forming and Formability[C]//Proceedings of the Seventh Biennial Conference of the International Deep Drawing Research Group Amsterdam,Netherlands,1972.
[104]LOU Yanshan,HUH H,LIM S,et al. New Ductile Fracture Criterion for Prediction of Fracture Forming Limit Diagrams of Sheet Metals[J]. International Journal of Solids and Structures,2012,49(25):3605-3615.
[105]LOU Yanshan,YOON J W,HUH H.Modeling of Shear Ductile Fracture Considering a Changeable Cut-Off Value for Stress Triaxiality[J].International Journal of Plasticity,2014,54:56-80.
[106]LOU Yanshan,Chen Lin,CLAUSMEYER T,et al.Modeling of Ductile Fracture From Shear to Balanced Biaxial Tension for Sheet Metals[J]. International Journal of Solids and Structures,2017,112:169-184.
[107]BAI Yuanli,WIERZBICKI T.Application of Extended Mohr-Coulomb Criterion to Ductile Fracture [J].International Journal of Fracture,2010,161(1):1-20.
[108]LEMAITRE J.A Continuous Damage Mechanics Model for Ductile Fracture[J].Journal of Engineering Materials and Technology,1985,107(1):83-89.
[109]FRANK J Z,ARMSTRONG R W. Dislocation-Mechanics-Based Constitutive Relations for Material Dynamics Calculations[J].Journal of Applied Physics,1987,61:1816-1825.
[110]BROWN S B,KIM K H,ANAND L. An Internal Variable Constitutive Model for Hot Working of Metals[J]. International Journal of Plasticity,1989,5(2):95-130.
[111]HOLMQUIST T J,JOHNSON G R.Determination of Constants and Comparison of Results for Various Constitutive Models [J]. Journal de Physique IV Proceedings,EDP Sciences,1991,1(C3):853-860.
[112]RULE W K,JONES S E. A Revised Form for the Johnson-Cook Strength Model[J].International Journal of Impact Engineering,1998,21(21):609-624.
[113]BORVIK T,HOPPERSTAD O S,BERSTAD T,et al.A Computational Model of Viscoplasticity and Ductile Damage for Impact and Penetration[J]. European Journal of Mechanics,A/Solids,2001,20(5):685-712.
[114]YAMAZAKI K,HAN J.Maximization of the Crushing Energy Absorption of Cylindrical Shells[J].Advances in Engineering Software,2000,31(6):425-432.
[115]周琳. 金属材料新的动态本构模型 [D]. 合肥:中国科学技术大学, 2019.
ZHOU Lin.A Dissertation for Doctor’s Degree[D].Hefei:University of Science and Technology of China,2019.(in Chinese)
[116]LSTC.LS-DYNA Key Word User’s Manu[K].Livermore,California, LSTC, 2003.
[117]KHAN A S,LIU H. A New Approach for Ductile Fracture Prediction on Al 2024-T351 Alloy [J].International Journal of Plasticity,2012,35:1-12.
[118]BJORKLUND O,LARSSON R,NILSSON L.Failure of High Strength Steel Sheets Experiments and Modelling[J].Journal of Materials Processing Technology,2013,213(7):1103-1117.
[119]MALCHER L,PIRES F M A,SA J M,et al. An Extended GTN Model for Ductile Fracture Under High and Low Stress Triaxiality[J].International Journal of Plasticity,2014,54(2):193-228.
[120]马凯,李智慧,汤安民.金属材料断裂与应力状态参数的关系[J].西安理工大学学报, 2007,23(2):201-204.
MA Kai,LI Zhihui,TANG Anmin. The Relation Between Fracture of Metal Material and Stress State Parameter [J]. Journal of Xi’an University of Technology,2007,23(2):201-204.(in Chinese)
[121]MIYAUCHI K. Stress-Strain Relationship in Simple Shear of in-Plane Deformation for Various Steel Sheets[J].Efficiency in Sheet Metal Forming,1984,1:360.
[122]BAO Yingbin,WIERZBICKI T.On Fracture Locus in the Equivalent Strain and Stress Triaxiality Space[J].International Journal of Mechanical Sciences,2004,46(1):81-98.
[123]朱浩,朱亮,陈剑虹.应力三轴度和应变率对6063铝合金力学性能的影响及材料表征[J].材料科学与工程学报,2007,25(3):358-362.
ZHU Hao, ZHU Liang,CHEN Jianhong. Influence of Stress Triaxiality and Strain Rate on the Mechanics Behavior of 6063 Aluminum Alloy and Material Characterization[J].Journal of Materials Science&Engineering,
2007,25(3):358-362.(in Chinese)
[124]曾龙. 高强钢点焊接头失效行为及仿真模型研究 [D].北京:清华大学, 2013.
ZENG Long. Study on the Modelling and Failure Behaviors of High Strength Steel Spot-Welding Joints[D].Beijing:Tsinghua University,2013.(in Chinese)
[125]于思淼,蔡力勋,姚迪.准静态条件下金属材料的临界断裂准则研究[J].力学学报,2018(5):1063-1080.
YU Simiao,CAI Lixun,YAO Di.The Critical Strength Criterion of Metal Materials Under Quasi-Static Loading[J]. Chinese Journal of Theoretical and Applied Mechanics,2018(5):1063-1080.(in Chinese)
[126]WALP M S.Impact Dependent Properties of Advanced and Ultra High Strength Steels[C]//SAE Technical Papers,2007-01-0342,2007.
[127]ISABELLE B,MAXIME L,GERMAIN M,et al.Bending Test and Bendability of Ultra High Strength Steels[C]//Forming the Future-Innovations in Sheet Metal Forming,IDDRG, International Deep Drawing Research Group Conference. Leca do Balio,2007:1-8.
[128]LAROUR P,PAULI T,KURZ T,et al.Influence of Post Uniform Tensile and Bending Properties on the Crash Behaviour of AHSS and Press-Hardening Steel Grades[C]//IDDRG, Graz, Austria, 2010.
[129]ATZEMA E.Different aspects of Formability in AHSS[J].Forming in Car Body Engineering,2012(9):26-27.
[130]BARRADO F,ZHOU Tihe,OVERBY D,et al.Development of Advanced High-Strength Steels for Automobile Applications[C].TMS 2019 148th Annual Meeting &Exhibition Supplemental Proceedings,2019:519-527.
[131]江海涛,唐荻,米振莉.汽车用先进高强度钢的开发及应用进展[J].钢铁研究学报,2007,19(8):1-6.
JIANG Haitao,TANG Di,MI Zhenli.Latest Progress in Development and Application of Advanced High Strength Steels for Automobiles[J].Journal of Iron and Steel Research,2007,19(8):1-6.(in Chinese)
[132]LAUMANN T.Qualitative und Quantitative Bewertung der Crashtauglichkeit von Höchstfesten Stählen[M].Germany:Meisenbach,2009:1-117.
[133]ISO 7438:2020. Metallic Materials-Bend Test[S].Geneva,Switzerland:ISO,2005.
[134]VDA 238-100.Test Specification Draft:Plate Bending Test for Metallic Materials[S]. Berlin, Germany:Association of Automobile Manufacturers,2017.
[135]KAUPPER M, MERKLEIN M, Bendability of Advanced High Strength Steels-A New Evaluation Procedure[J].CIRP Annals,2013,62(1):247-250.
[136]KAIJALAINEN A J,SUIKKANEN P,KARJALAINEN L P, et al.Effect of Austenite Pancaking on the Microstructure,Texture and Bendability of an Ultrahigh-Strength Strip Steel[J].Metallurgical and Materials Transactions A,2014,45:1273-1283.
[137]YAMAZAKI K,MIZUYAMA Y,OKA M. Recent Advances in Ultrahigh-Strength Sheet Steels for Automotive Structural Use[J].Nippon Steel Technical Report,1995,64:37-44.
[138]MORALES-PALMA D,VALLELLANO C,GARCÍALOMAS F J. et al. Assessment of the Effect of the Through-Thickness Strain/Stress Gradient on the Formability of Stretch-Bend Metal Sheets[J].Materials &Design,2013,50:798-809.
[139]AKERET R. Failure Mechanisms in the Bending of Aluminium Sheets and Limits of Bendability[J].Aluminium,1978,54(2):117-123.
[140]PHILLIP R.Virtual Strain Gage Size Study[J].Experimental Techniques,2015,39(5):1-3.
来源:期刊《汽车工程学报》
作者:冯毅, 万鑫铭, 周佳, 许伟, 高翔, 方刚, 余春丽, 张钧萍, 申娟, 黄利, 于航
(中国汽车工程研究院股份有限公司,重庆 401122)