摘要:激光复合焊通过激光与各种热源间的协同效应实现了不同热源的优势互补,应用前景广阔。总结了激光-激光、激光-电弧、激光-电阻热、激光-感应热源、激光-搅拌摩擦热等常见复合焊方法的机理,重点从工艺参数优化、匙孔稳定性、缺陷控制等方面介绍了近年来激光复合焊的工艺研究现状,并重点介绍了激光复合焊技术在航空航天、汽车制造、轨道交通、船舶工程及工程机械等领域的应用情况及未来发展趋势,为今后研究及应用提供参考。
关键词:激光复合焊;复合机理;激光匙孔;缺陷控制;应用
1、序言
纯激光焊具有能量密度高、焊接效率高、焊后变形小、热影响区窄及不与工件接触等特点,因而引起国内外学者的广泛关注和研究[1,2]。但研究发现,纯激光焊也有如下不足:①激光光斑直径小,对装配要求(间隙、错边、不等厚度等)高。②母材受激光加热部分熔化或气化后迅速凝固形成匙孔,孔中的气体因较难逸出而产生气孔、缩孔等缺陷。③激光光致等离子体会吸收、反射及折射激光能量,从而降低激光的吸收率、利用率及能量转化率。④低熔点合金元素易烧损。⑤设备及维护成本较高等[3]。因此,这使纯激光焊的应用受到一定限制。
为解决上述问题,学者们通过将激光热源与激光、电弧、电阻热等热源有机组合,实现了激光复合焊。由于激光与其他热源的协同作用改变了激光的小孔特征、热源分布状况等,优化了焊缝宏观形貌,改善了微观组织和力学性能,既有效弥补了纯激光焊的缺点,又实现了“1+1>2”的焊接效果[4,5],因此激光复合焊在航空航天、汽车、船舶及石油化工等领域的应用日益广泛。本文介绍了激光-激光、激光-电弧、激光-电阻热、激光-感应热源及激光-搅拌摩擦复合焊机理等研究情况,简述了激光复合工艺及缺陷控制研究进展及应用。
2、激光复合焊机理研究
2.1 激光-激光复合焊
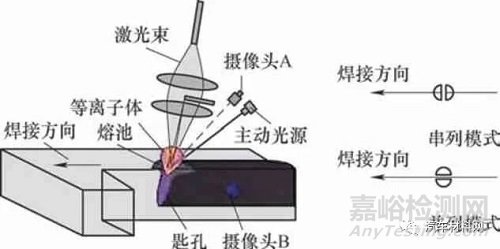
激光-激光复合焊既可以采用光学方法将同种激光分离成多个光束进行焊接,也可以将几束不同类型的激光(CO2激光、YAG激光、半导体激光等)组合后进行焊接,有效解决了装配要求高、激光功率有限、熔深不足等问题,常用于厚板及异种材料的焊接,而光束的排布方式、间距、夹角、聚焦位置与能量比等都是重要的工艺参数[4]。将两束激光沿焊缝串列或在焊缝两侧并列(见图1)的双光束激光复合焊最为常见,串列排布可以降低熔池冷却速度,减少焊缝的淬硬倾向和气孔;并列排布能提高对间隙的适应性。激光-激光复合焊能灵活地控制激光照射时间和位置,从而调整能量分布,提高铝、镁等难以实现深熔焊材料的焊接性,降低工件变形和残余应力,改善焊缝成形和质量。
图1 双光束激光复合焊原理[6]
2.2 激光-电弧复合焊
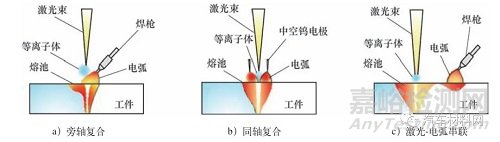
激光-电弧复合焊是将物理性质、能量传输机制截然不同的激光热源(CO2激光、YAG激光、半导体激光等热源)与电弧热源(TIG、MIG/MAG、PAW、CMT等)通过旁轴、同轴或串联等方式结合形成一种高效的复合热源,并作用于同一位置进行焊接,如图2所示[5]。
图2 激光-电弧复合焊原理[5]
激光-电弧复合焊优点如下[4-9]。
1)激光降低了射流过渡的临界电流,通过对电弧引导减少了电弧的剧烈跳跃、飘移与断弧,提高了焊接稳定性,也增强了电弧熔化效率。
2)焊接速度快,热输入小,熔池冷却缓慢,焊接变形小,也利于组织缓慢转变与气体逸出,尤其在厚板焊接及高速焊中,有利于消除气孔、裂纹、咬边及未熔合等缺陷。
3)电弧的加入减弱了光致等离子体对激光的屏蔽,实现了低激光功率下的大熔深。
4)电弧对母材的预热增加了母材对激光的吸收率,可焊接高反射率、高热导率材料。
5)复合焊的光斑直径更大,电弧的预热也提高了间隙桥接能力,能适应较大的装配间隙。
6)可通过改变填充焊丝成分等方式来改善焊缝组织,提高综合性能。
现主要介绍以下4种激光-电弧复合焊方法。
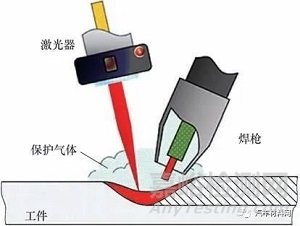
(1)激光-G T A W复合焊 自1980年英国STEEN[10]提出激光-GTAW(钨极氩弧焊,即TIG焊)复合焊的概念后,激光复合焊就备受研究人员们关注。如图3所示[11],该方法将激光焊与TIG焊结合,通过激光对电弧的诱导与压缩作用,有效地避免了电弧的漂移,激光光致等离子体有效稳定了电弧;而电弧的加入提高了搭桥能力,降低了装配要求。由于电弧被激光产生的热散射电子压缩在匙孔内,因此增强了激光与电弧的协同作用,提升了材料对激光的吸收率与能量利用率;匙孔直径大于纯激光焊,也有利于气体逸出进而减少气孔。综合来看,激光-GTAW复合焊熔深大、稳定性好、热影响区小,能实现薄板的高速焊接,且由于焊缝晶粒及组织细化,因此焊接接头力学性能也更加优良[12]。
图3 激光-TIG复合焊原理[11]
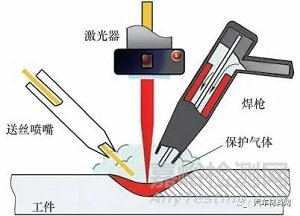
(2)激光-GMAW复合焊 将激光焊与GMAW焊(熔化极气体保护焊,包括MIG焊、MAG焊、CO2焊等)相结合形成激光-GMAW复合焊。如图4所示[11],电弧在激光的作用下可潜入匙孔深处增加熔深,而电弧对等离子体的稀释和对母材的加热提高了激光的传输效率与能量吸收率,也降低了气孔率和裂纹倾向,改善了成形和力学性能,适合高强度钢、不锈钢、铝合金等金属材料的熔透或非熔透焊接[3-5]。
图4 激光-MIG复合焊接原理[11]
与纯激光焊相比,该方法的搭桥能力强,间隙容忍度高,气孔、裂纹等缺陷少,能量利用率高,冷却速度小,以及易调整焊缝组织与性能等。与纯电弧焊相比,该方法的熔深大、变形小、热影响区小、效率高,可实现射流过渡的临界电流较大、电弧更稳定等[4]。与其他激光-电弧复合焊相比,该工艺可通过选择不同焊丝来调整焊缝的组织与性能,且当采用旁轴复合方式时电流上限大、工艺适应性强、焊接效率高。因此,激光-GMAW复合焊仍然是目前最受业界瞩目、研究与应用最为广泛的激光复合焊工艺。
德国亚琛大学焊接研究所的DILTHEY等[13]首次将激光与双MIG电弧复合进行焊接,发现与激光-MIG复合焊相比,该技术的焊接速度更快、热输入更小、装配要求更低,越来越受到研究人员的重视。胡连海等[14,15]在研究激光-双MIG电弧复合焊耦合机制及熔滴过渡时发现,当光致等离子体中部的电子在双电弧的电场力和洛伦兹力下大体平衡时,电子可均匀分布在等离子体两端吸引并稳定电弧,熔滴过渡平稳,无飞溅。
(3)激光-P A W复合焊 该方法将激光焊与PAW(等离子弧焊)相结合。如图5所示[11],通过等离子弧的预热来降低工件的冷却速度,增加对激光的吸收率,也提高了焊接速度;激光对等离子弧的压缩与引导也有助于稳定等离子弧。等离子弧具有刚性好、方向性强、温度高、能量密度集中、能量利用率高、电弧引燃性好及稳定性高等优点,且由于钨极位于喷嘴内部,有效减小了钨极的烧损与污染[16]。激光与PAW可同轴或旁轴排列,当旁轴排列时,工艺调节受限于焊枪结构,但熔深与焊接速度均有所增大,有效地避免了纯PAW易产生的咬边缺陷;同轴排列则与之相反[13]。
图5 激光-PAW复合焊原理[11]
(4)激光-CMT复合焊 激光-CMT复合焊是将激光能量与CMT(冷金属过渡)电弧能量在局部空间内耦合。如图6所示[18],实现了低激光功率下的大熔深,而CMT焊可数字化控制焊丝的回抽并促进熔滴过渡,既实现了平稳的短路过渡,又提高了装配适应性。该方法具有稳定性好、热输入低、气孔率低、裂纹倾向小及自动化程度高等优点,适合铝镁系、铜镍系等导电性较好的轻质金属及其异种材料连接[17,18]。

图6 光-CMT复合焊原理[17]
2.3 激光-电阻热复合焊
激光-电阻热复合焊是将激光焊与常见电阻焊(电阻点焊、电阻缝焊等)组合,通过调整工艺参数实现两种焊接技术的优势互补,最终实现有效连接。其中,电阻缝焊的加热过程提高了工件对激光的吸收率,而电阻焊的加热、加压和缓冷过程有效地减少了气孔、裂纹、焊瘤等缺陷,有效解决了激光焊中工件装配、跟踪等难题,降低了装配要求和接头残余应力,常用于焊接钢材等电阻率大的材料[19]。
2.4 激光-感应热源复合焊
该技术用高频感应热源预热工件达到一定温度后,再进行激光焊接。与纯激光焊接相比,该技术降低了熔池冷却速度,更有助于焊缝中气体逸出,进而降低了气孔、变形与裂纹倾向,且焊接效率与激光吸收率更高、组织性能更优良,也具有非接触、环保型加热等特点[19,20]。该工艺只能焊接可被感应热源加热的材料,而受限于感应线圈的形状,工件的形状一般为棒状或管状;焊接高碳钢、高合金钢等易开裂材料时,常用于汽车行业中封闭要求较高的部位。
2.5 激光-搅拌摩擦复合焊
激光-搅拌摩擦复合焊先利用激光预热工件,再通过搅拌摩擦热形成焊缝,实现了激光热源与搅拌摩擦焊(FSW)的原位耦合,具有热输入精准可控、设备简单、磨损小、效率高及能耗低等优点,同时有效解决了搅拌头磨损的问题[20],常用于航空航天结构中铝镁合金等高热导率材料,也适用于大型构件对接与异种材料连接,既能有效降低气孔率,又保证了优良的力学性能。
2.6 小结
常见激光复合焊技术的对比见表1。由表1可知,由于不同激光复合焊的机理不同,其能量密度、焊接速度、热输入等特征也存在差异,因此适用材料与应用范围也不尽相同。
表1 常见激光复合焊技术对比[3,19]
3、激光复合焊工艺及缺陷控制研究现状
由于激光复合焊涉及电弧、光致等离子体、熔滴过渡等多种物理现象和相互作用,其熔池与匙孔的形成与演变过程十分复杂。因此,近年来主要通过调整激光复合焊工艺,控制熔滴过渡、匙孔形成、熔池流动等过程,有效抑制了缺陷,提高了焊接接头质量和性能。
3.1 焊接参数优化
在激光-电弧复合焊中,熔滴在重力、电磁力、等离子流力、表面张力及金属蒸气反作用力等作用下过渡到熔池,而激光复合焊需要精确控制热源间距与夹角、保护气体、激光功率等参数,且熔滴过渡的方式和稳定性对焊接过程稳定性、焊缝成形、飞溅控制、焊接质量与效率等有着重要影响[21]。因此,研究焊接参数对焊接质量的影响具有重要的价值。
(1)热源间距与夹角 激光与电弧的间距和夹角是激光光致等离子体和电弧的耦合参数,也是电弧有效地填补匙孔底部、不受金属蒸气反作用力影响的重要参数。若激光与电弧间距过小,电弧将降低匙孔稳定性,而匙孔喷出金属蒸气产生的反作用力也将阻碍熔滴过渡;若激光与电弧间距过大,激光光致等离子体和电弧的相互作用将使电弧沿焊丝轴向弯曲,导致电磁力和等离子流力沿焊丝轴向的分力减小,熔滴过度长大,短路后形成较大的飞溅,难以实现稳定的焊接过程[22]。
于露[23]发现在双丝-脉冲MIG焊中,焊丝串列排布时,焊接速度增加,短路频率下降;双丝间距增加,短路频率先下降后上升再下降;焊枪倾角增加,短路频率先下降后上升。随着双丝间距与焊枪倾角的增加,焊丝并列排布时均无短路出现。ZHANG等[24]研究了Q235钢的激光K-TIG复合焊,发现热源距离是影响耦合状态的主要因素,激光对电弧的偏转角度随电流的增大而减小;当产生匙孔后,激光直接作用于匙孔底部可增大熔深。韩晓辉等[25]发现增加激光与焊接方向的夹角可降低熔深与熔宽,增大热源角度、电弧角度及热源与焊接方向夹角均可减少气孔。
在双激光复合焊中,热源间距与夹角对焊接稳定性及焊缝成形也有着重要的影响。刘子奇[26]通过数值模拟并通过试验验证,发现熔深、熔宽、熔池面积的尺寸与双焦点焦距、焊接速度成反比,与激光功率成正比,且都存在转折点。
(2)保护气体 激光-电弧复合焊保护气体主要采用He、Ar及其混合气体,由于气体电离能不同,因此形成的等离子体的大小也存在差异。当选用He保护时,形成的等离子体小,有利于母材吸收激光能量,但熔滴过渡复杂,飞溅大;选用Ar保护时,对激光的屏蔽作用大,且不适用于窄间隙坡口焊接,但波长较短的固体激光器的焊接效果良好且成本较低。因此,在激光-电弧复合焊中一般选择不同比例的He、Ar混合气体,既能稳定焊接过程,又能提高能量利用率,而加入少量CO2、O2可有效抑制阴极漂移等。
RAO等[27]发现He增加时,电弧由钟形变为锥形,沿工件表面的电弧压力和温度为高斯分布。赵琳等[28]发现激光- GMAW复合焊采用He-Ar保护时,在小孔后方的熔池为外向流动;而当O2含量(体积分数)>2%时,会促使熔池变为内向流动,合金元素分布更均匀。CAI等[29]在铝合金的激光-MIG复合焊研究中发现,采用Ar-He混合气体比纯Ar保护时的等离子体高度小,匙孔对电弧等离子体的吸引更强,匙孔更稳定,且熔深随He体积分数增加而增大。
(3)激光功率 在激光-电弧复合焊熔滴过渡模式中,射流过渡模式下焊接稳定性最高。而通过调节激光功率、电弧电流、焊接速度等工艺参数,可使激光束和电弧之间的能量输入达到最佳匹配,对于提升熔滴过渡稳定性意义重大。
在激光-电弧复合焊中,激光功率越高,熔深越大,变形也越大;而电弧功率越高,熔池越宽,但激光的穿透能力降低。因此,需要调整激光与电弧功率比,以保证复合焊的协同效果及焊接过程的稳定。SUN等[30]发现脉冲激光的能量状态极大地影响着焊接缺陷,选择合适的电弧电流能有效抑制气孔。而LIU等[31]发现激光-MIG复合焊的激光功率较小时,电弧导电性随功率的增大而增强,电弧电流、电磁力也随之增大,促进了熔滴过渡;而超过某临界值后金属蒸气反作用力迅速增加,阻碍熔滴过渡,临界值主要由激光特性、材料特性、激光聚焦距离和热源间距等决定。雷正龙等[32]发现激光增大了激光-CMT复合焊的熔滴过渡频率,熔滴过渡更稳定。于哲等[33]发现,当Nd:YAG激光-MAG复合焊的焊接速度过大或过小时都较难形成匙孔。任闻杰等[8]发现,脉冲电弧有效降低了短路电流,减小了对熔池的扰动。
3.2 匙孔稳定性及气孔控制
激光束在材料表面产生局部高温后,材料迅速蒸发并形成高压区域,该区域阻挡了激光的传输,并汇集激光能量在较小区域内,使其蒸发并向下推进形成一个垂直于表面的空穴,即匙孔。而激光能量经匙孔内壁的多次反射吸收增大了熔深,也提高了能量利用率与对激光吸收率。在激光复合焊中,匙孔内的金属羽流影响着能量传输与激光的反射吸收,对于不同热源能量的耦合至关重要[4]。但受激光功率、焊接速度、气体流动等因素的影响,也可能产生匙孔波动、气孔、变形等问题。而气孔是影响激光复合焊质量的主要缺陷之一,严重时甚至导致焊件断裂。因此,研究激光复合焊中匙孔产生机理及其影响规律具有重要的理论意义和工程价值。
通过调节双光束激光焊的光束参数来调控焊接温度场,改变匙孔模式与液态金属的流动方式,避免因匙孔的非正常湮灭而产生气孔。韩晓辉等[6]发现,在相同焊接参数与熔深下,双光束激光焊比纯激光焊匙孔的波动频率小、开口面积大、波动变异系数小、稳定性高。
近年来,在激光复合焊匙孔研究中,激光-电弧复合焊尤其是激光-GMAW复合焊仍占据主导地位。CHEN等[34]发现,减小深宽比、增加匙孔张开时间均可有效减少气孔。王红阳等[35]发现,增大焊接速度,匙孔的稳定性降低;而增大激光脉冲频率,气孔尺寸减小,数量先减少后增加。MA等[36]发现垂直振荡激光-TIG复合焊的匙孔随振荡频率和振幅的增加而变深, 且“双熔池”中小孔熔池中的晶粒更小。雷正龙等[37]发现激光-MIG复合焊中采用激光引导时接头气孔更少,电弧能量主要影响焊缝形态,而激光能量增加则会阻碍熔滴过渡,并在焊缝底部产生气孔。刘宇晨等[38]发现,在激光-脉冲-双GMAW复合焊中,大量金属粒子受热电离并聚集在激光束附近,电子密度升高,形成了电弧电离的新通道,稳定了电弧。蔡创等[39]引入摆动激光后,匙孔的尺寸与稳定性均增加,熔滴落入熔池后向下流动增强,有助于熔池底部气泡逸出而减少气孔。占小红等[40]发现利用超声波在激光-双电弧复合焊固液界面的声空化效应和在液态金属中的声流效应,能有效加快气体逸出,从而减少气孔。黎炳蔚[18]发现,与激光-MAG焊相比,激光-CMT的短路过渡抑制了匙孔表面的激光等离子体,激光匙孔稳定性更高,气孔更少。温鹏等[41]发现,与激光-TIG相比,摆动激光CMT复合焊从根本上抑制了工艺性气孔。
近年来,李立[42]发现在S690QL 钢的激光-感应复合焊中,金属蒸气/等离子体从穿透状态的匙孔上下方逸出后,其密度减小、质心降低,既增加了匙孔稳定性和深宽比,也减少了飞溅、气孔等缺陷。许辉等[43]发现,在激光同轴辅助搅拌摩擦焊中,近3/4的激光能量集中于匙孔底部;与单搅拌摩擦焊相比,复合焊能在不改变焊缝横截面组织分布的前提下消除气孔,且焊缝中心温度更高。
3.3 其他缺陷及控制
在激光复合焊中,除气孔缺陷外,裂纹、咬边、未熔合等缺陷也备受关注。李俐群等[44]发现,在低合金高强钢厚板的双光束激光填丝单道多层焊中,辅助层间保温与热丝技术能有效解决末熔合与层间束腰过小的问题。DREZET[45]发现,采用Nd:YAG脉冲-CO2激光复合焊方法焊接6系铝合金,能促使柱状晶转变为等轴晶,有效抑制热裂纹。马程远[46]发现,扫描振镜激光-TIG焊通过直接加热侧壁,促进了熔池流动,增强了润湿作用,抑制了侧壁未熔合缺陷。ZHENG等[47]发现,在窄间隙配置下,激光与电弧错位的激光-CMT复合焊有效降低了热输入,减少了气孔数量,避免了未熔合等缺陷。
LI等[48]发现,对于电阻点焊接头的弱黏结区的激光点焊,能有效抑制裂纹沿界面的扩展,避免沿界面断裂。宋其伟等[49]发现,与单激光焊相比,激光-感应热源复合焊的气孔、开裂等缺陷更少,熔覆效率更高。李立[42]发现,与后置感应加热相比,前置感应加热的激光-感应复合焊的能量利用率、熔深、熔宽都明显更大,且晶粒更细,缺陷更少,拉伸性能更好。张婧等[50]在激光同轴辅助搅拌摩擦焊中发现,激光扩大了焊核区,细化了晶粒,消除了因金属流动不充分而产生的隧道缺陷。李康妹等[51]发现,激光的冲击减小了搅拌摩擦焊在表面产生的残余拉应力,有效避免了因应力过大而开裂。
4、激光复合焊应用研究现状
近年来,激光复合焊凭借效率高、质量好、综合成本低等优势而被应用于航空航天、汽车制造、轨道交通、船舶工程及工程机械等领域,尤其是激光-电弧复合焊更是得到了广泛应用。
(1)航空航天领域 激光复合焊可应用于拼接飞机蒙皮,实现减重的同时也提高了强度和刚度、减少了铆钉数量和疲劳裂纹的产生等。钛合金被誉为“太空金属”,可用于制造飞机和发动机的各种零件和结构框架件[12]。苗玉刚等[52]用激光-CMT复合焊实现了10mm厚TC4钛合金的不开坡口单面焊双面成形,且焊缝显微硬度、抗拉强度、耐蚀性等均优于母材。
(2)汽车制造领域 德国大众汽车率先将激光-MIG复合焊大范围应用于高档新款车Phaeton的铝合金车门焊接上,奥迪汽车也采用激光-电弧复合焊进行全铝车身关键部位的焊接[53]。汤帆顺[54]采用激光-PAW复合填粉焊实现了304不锈钢的有效连接,间隙适应性和热源对中适应性优良。李铭锋等[55]发明了电阻点焊-激光复合点焊方法,有效解决了铝钢焊接中气孔、裂纹、氧化等问题。
(3)轨道交通领域 随着对车体轻量化、变形控制、安全性与可靠性要求的不断提高,激光复合焊受到了广泛关注。高铁列车等大型构件常采用补焊修复[56],张万恩等[57]采用激光-MIG复合热源补焊高铁用A7N01铝合金,修复后焊缝成形美观,达到1级验收标准,硬度、屈服强度与抗拉强度有所下降,但弹性模量、伸长率和疲劳强度分别提升10.4%、153.6%和33.8%。目前,中车青岛四方机车车辆股份有限公司将激光-电弧复合焊用于地铁枕梁及新型高铁车体的焊接,比传统电弧焊效率提高了4倍,变形减少了70%~90%。另外,中国中车的多个生产基地也采用激光-电弧复合焊连接铝合金车体部件[58,59]。
(4)船舶工程领域 激光复合焊在该领域也得到了广泛应用。近年来,美国海军将激光-电弧复合焊应用于舰船管路、T形梁焊接等船体构件的建造。国内的上海外高桥造船有限公司、招商局重工(江苏)有限公司、广船国际有限公司等均引进了德国IMG公司的激光-电弧复合焊接设备;渤海造船厂集团有限公司、沪东中华造船集团有限公司等均建成了激光-电弧复合焊工作站,将其引入到船体制造中[59]。毕学松等[60]针对船用管的技术要求及工况条件,采用双道激光-MAG复合打底焊实现了最大间隙3mm、错边2mm下的稳定焊接,且熔透均匀,力学性能符合要求。
(5)工程机械领域 哈尔滨焊接研究所在2012年首次实现了大吨位全地面起重机高强钢伸臂的激光-双丝MAG复合焊,比电弧焊效率提高1倍,焊接变形减小了约50%[56]。近年来,徐州工程机械集团有限公司、三一重工股份有限公司等均采用了激光-电弧复合焊,稳定、高效地实现了吊臂主焊缝的单面焊双面成形,接头的拉伸、冲击等性能均满足相关工程应用标准,且由于该工艺对间隙、错边等实际工况适应能力强,在实际工程应用中可实现无坡口焊接,焊接速度可达1.2m/min。BUNAZIV等[60]在低合金高强钢的激光-GMAW复合焊中发现,合适的坡口可使单面熔深达18~22mm,实现30~40mm厚板的双面焊接。
5、结束语
1)激光复合焊有效实现了激光热源与其他热源的优势互补,通过优化焊接参数,调控匙孔及熔滴过渡,有效抑制了气孔、裂纹、未熔合等焊接缺陷,提高了焊接稳定性,接头质量与焊接效率也有所提升。
2)在研究及实际应用方面,激光-电弧复合焊尤其是激光-MIG/MAG焊技术较为成熟,仍占据主导地位;激光-双电弧复合焊也受到越来越多的关注和研究。而其他复合焊方法,如激光-电阻热、激光-感应热源复合焊等,在各自应用领域也发挥着不可或缺的作用。
3)随着激光设备、激光技术、自动控制技术等的进步以及研究的不断深入,激光复合焊将朝着模块化、集成化、自动化及智能化等方向发展,并逐步解决现有问题,实现多种加工方式的协同配合和优化控制,进一步提高生产效率,有着广阔的应用前景。