导语
据悉,析锂一般发生于充电过程,而充电又是负极与电解液发生反应的过程,如果负极与电解液之间不匹配,则会造成多种多样的界面异常。但是由于个中原理较为复杂,目前仅能对此类问题阐述皮毛。
1、电解液与负极不匹配析锂
不匹配造成的轻微均匀析锂
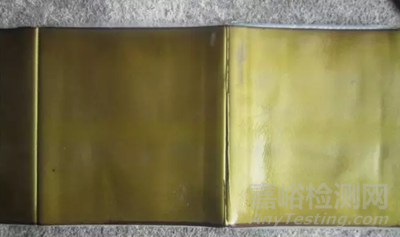
原理:当电解液与负极不匹配时,可能造成形成的SEI膜较厚不利于锂离子导通,也可能由于电解液浸润不好而引发析锂。图一图二为文武之前遇到的一次高压实负极首次开发样品的析锂,图三图四为文武刚开始接触高电压电解液时试验电芯界面,二者后来分别通过换负极、换电解液得以改善,但是深入的原理未知。
改善:评估好稳定的材料体系(下同,不再赘述)。
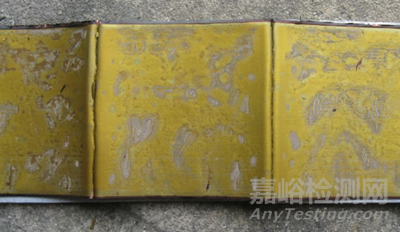
不匹配造成的严重析锂
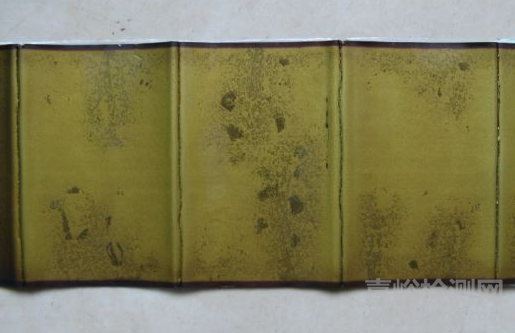
原理:本例素材由群友提供,其在评估某款低成本电解液时遇到了上述现象,而使用正常电解液的电芯界面则没有异常。我们可以简单地推测出电解液与负极发生了严重的副反应,但是深入原理恐怕难以触及。
负极黑斑
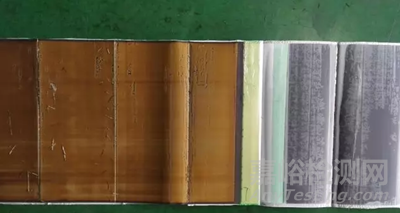
原理:本图片来自于国内某一线企业的分析报告,公众号动力电池BMS,经过后续对黑斑位置的XRD分析,发现该处负极主要为未充分嵌锂的LiC12;经过对黑斑的SEM分析,发现该位置石墨负极有分层、颗粒破碎的现象;经过电解液成分及反应原理分析,发现是电解液中的PC造成了石墨的分层。
改善:对于天然石墨而言,需慎用含PC的电解液。
负极黑点
原理:本图片来自于一款文武之前遇到的新材料体系中试图片,电芯批量低容,50%的电芯拆解后有以上负极黑点异常。由于当时分析手段有限,截止到目前也只能推测这次黑点异常与上面的黑斑异常原理接近,一些化成时的不充分条件如低温、不合适的电流或SOC等造成了黑点,“点”与“斑”的差异只是同一问题的不同表象。
2、电解液浸润不良析锂
综述:电解液作为锂离子导通的通道,公众号动力电池BMS,如果量少或未能充分浸润极片,就会引发析锂。
注液量少析锂
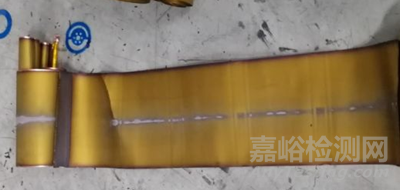
原理:当注液量较少时,锂离子在正负极间迁移的路径受阻,从而造成细点状的未嵌锂区域或析锂区域。
特点:若锂离子无法迁移至负极则会造成该位置形成细点状的未嵌锂区域(图1的内圈负极),若锂离子迁移至负极但是无法嵌入负极内部则会引发析锂(图二)。
改善:通过极片、隔膜孔隙率及电解液密度算出注液量,新型号本着宁多勿少的原则设计注液量。
失液量大析锂
原理:即使保证注液量足够,电芯也依旧有电解液不足造成析锂的风险。极片压实过高造成吸液困难、注液后老化时间不够、夹具压力太大、除气抽真空过猛等原因都可能引发失液量过大析锂。
特点:公众号动力电池BMS,与注液量不足相似,失液量过大的界面也同时有细点状未嵌锂区域及析锂区域共同构成。
改善:确定材料体系保证性能的最低保液量要求,除气时记录好失重。
极片中心浸润不良析锂
原理:电芯吸液时,电解液一般从电芯头尾部渗入到极片中心位置,如果给出的电解液浸润时间不足,则极片中心位置可能无法充分被电解液浸润,锂离子来到负极片中心位置,由于没有足够多的导通通道,而产生析锂。
特点:此类异常在圆柱电芯更为常见。
改善:增加注液后老化时间及温度,适当降低装配比。
负极压死+失液量大析锂
原理:单纯负极压死或失液量大都会造成析锂,原理上文已讲。负极压实大,同时也会降低电芯的保液量,如果二者同时发生,就会造成非常严重的压死+保液量低析锂。
特点:析锂的形状分布与压死接近,但是析锂程度比单纯压死的更严重,极片、隔膜也很干。
改善:控制负极压实,辊压后不要发亮,除气过程控制失液量。