我国汽车行业正处于迅速发展时期,为了解决环境污染及能源短缺等问题,电动汽车成为汽车行业中新能源汽车的一大发展方向。不同于传统燃油汽车,电动汽车碰撞安全性不仅须满足传统燃油汽车的碰撞防护要求,还需重点考虑其在碰撞过程中所特有的安全问题。电池包结构的安全性对于整车安全性十分重要,在汽车碰撞过程中,其可能因受到外力冲击导致结构发生破裂而起火。除此之外,电池包在承受振动、外部载荷和冲击时,内部电池组模块具有很大的安全风险[1-2]。然而,随着电动汽车逐渐提高的续航要求、国家补贴退坡,为了提升整车性能和降低制造成本,汽车轻量化作为国家战略开始受到重视。
电池包的开发设计一般经过概念设计、详细设计、有限元仿真验证、试验验证等环节。试验验证是评判产生可靠性最重要的一个环节,其中机械冲击和模拟碰撞测试常是安全性测试中通过率较低的项目,如果仅依靠试验方法进行验证,不仅增加研发成本,还会增加时间周期。随着计算机技术及计算力学等理论的飞速发展,基于有限元理论的CAE分析技术被广泛应用于电动汽车安全领域[3-4]。冷晓伟[5]对某动力电池箱进行有限元分析,实现了动力电池箱静态和动态多目标拓扑优化,依据拓扑优化的结果,对动力电池箱的底板进行重新设计,提高了动力电池箱的承重能力。孙昱晗[6]基于简化后的电池包模型对电池包结构的机械性能进行有限元分析和结构优化,设计出一款较为轻便、结构可靠的电池箱。兰凤崇等[7]结合电池包精细化三维模型和有限元仿真手段获取了与试验结果匹配的电池包振型及模态,并模拟分析了车载工况下电池包碰撞过程中箱体及内部结构件的变形和应力分布情况。刘瑞庆[8]将碳纤维复合材料(CFRP)应用于动力电池壳体,采用有限元分析方法证明了CFRP在刚性柱碰撞下对电池包有效的保护,使得减轻质量的同时保证电池包满足一定强度要求。
目前电动汽车电池包的主要轻质材料有高强度钢、铝合金、镁合金和各类复合材料。超高强度钢板具有表面硬度高,防刺穿能力强,耐磨损等优异的性能,且原材料成本低,在新能源汽车领域发挥越来越重要的作用。使用高强钢替代普通钢种,并在保证安全与承载能力的前提下进行减薄,能够实现车身轻量化[9]。杨新超[10]设计的某商用车高强钢货柜相比普钢货柜方案结构强度性能得到提升,且轻量化效果显著。超高强度钢板的热冲压成形技术是减轻车身质量、提高汽车抗冲击和防撞性能的重要途径之一,将热成形钢应用于车身各关键部位,也是各大汽车厂商的重要工作之一[11]。超高强度钢在电池包的应用,可以在相同条件下,提高电池包的碰撞安全性,满足电池包轻量化需求。
本文根据国家标准GB 38031—2020对一款超高强钢制电池包进行了机械冲击和模拟碰撞试验,对其安全性能进行评估;依据试验工况条件对电池包进行精细化建模,采用LS_DYNA软件对其进行两种试验工况的有限元仿真分析,考察电池包箱体的损伤状态,评估该电池包在两种工况下是否存在开裂和失效的风险。
1、电池包几何模型
试验所采用的超高强钢制电池包结构如图1所示。电池包的壳体均采用超高强钢材,其边框结合热辊弯技术进行一体成形制造,而“贯穿式”横、纵梁采用辊压工艺制造。
图1 超高强钢制电池包实物图
Fig.1 Physical drawing of the ultra-high-strength steel battery pack
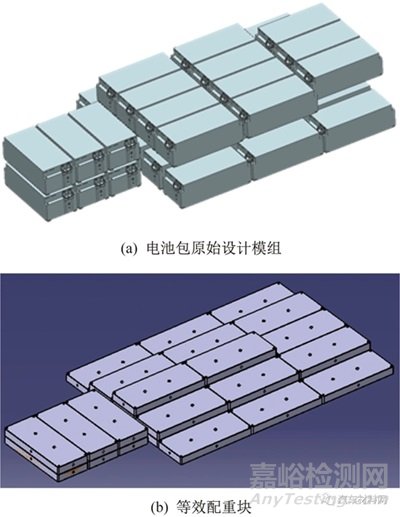
原电池包电池模组共有32个,分上下两层,下层18个,上层14个,单个模组尺寸规格(长×宽×高)为355 mm×151.6 mm×108.5 mm,质量为11.4 kg,如图2(a)所示。试验时,电池包电池模组采用方形配重块进行简化处理,相邻模组之间采用2 mm铁块连接。每个电池包配重块等效设计为11.4 kg,尺寸为355 mm×151 mm×27.5 mm,材质为Q235,共32个,如图2(b)所示,4角的孔为螺栓固定孔,固定在横纵梁上。原电池布局重心主要分布在两层电池包的中间层,因此,等效配重块的重心保持在该平面,安装位置与原电池模组保持一致。
图2 电池包等效配重块设计
Fig.2 Design of equivalent counterweight of the battery pack
2、 超高强钢制电池包机械冲击与模拟碰撞试验
2.1 机械冲击试验
2.1.1 试验设备
机械冲击试验采用的设备为三综合试验-20T电振动台,如图3所示,型号为ES-200-650,频率范围为2~2 500 Hz,最大负载质量为2 500 kg,最大加速度为2 980 m/s2。
图3 三综合试验-20T电振动台
Fig.3 Three comprehensive tests-20T electric shaking table
2.1.2 试验方法
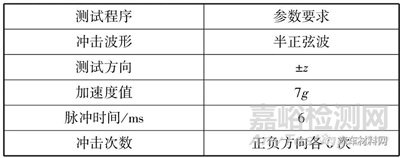
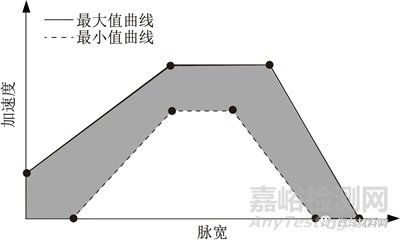
根据GB 38031—2020规定,对电池包施加表1规定的半正弦冲击波,±z方向每个方向6次,共计12次。由于电池包通过吊耳处的螺栓连接被安装在整车上,故对吊耳上的螺栓衬套施加半正弦冲击波形,对结构机械性能进行评估。半正弦冲击波最大、最小容差允许范围如图4所示。
表1 机械冲击测试参数
Table 1 Mechanical impact test parameters
图4 机械冲击脉冲容差范围示意图
Fig.4 Schematic diagram of tolerance range of mechanical impact pulse
2.1.3 试验结果
试验过程中,超高强钢制电池包通过螺栓将吊耳固定安装在试验台架上,如图5所示。根据试验标准进行机械冲击试验,试验过程中的冲击加速度曲线如图6所示。
图5 超高强钢制电池包机械冲击试验过程
Fig.5 Mechanical impact test process of the ultra-high-strength steel battery pack
图6 超高强钢制电池包冲击加载曲线
Fig.6 Impact loading curves of the ultra-high-strength steel battery pack
热辊弯电池包在机械冲击试验后的状态如图7所示,其壳体均无破裂、焊点无脱焊现象。变形最大位置在吊耳处,塑性变形5.5%。
图7 超高强钢制电池包机械冲击后状态
Fig.7 State of ultra-high-strength steel battery pack after mechanical impact
2.2 模拟碰撞试验
2.2.1 试验设备
模拟碰撞试验采用的设备为加速型碰撞模拟系统,如图8所示,导轨长度为14 m,最大加速距离为1.2 m,减速距离长度为11.044 m,测试托架的安装面尺寸为2 200 mm×1 400 mm,最大负载质量为1 500 kg。
图8 模拟碰撞设备
Fig.8 Test equipment for simulating collision
2.2.2 试验过程
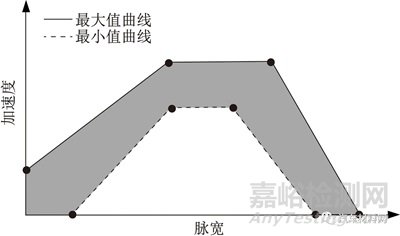
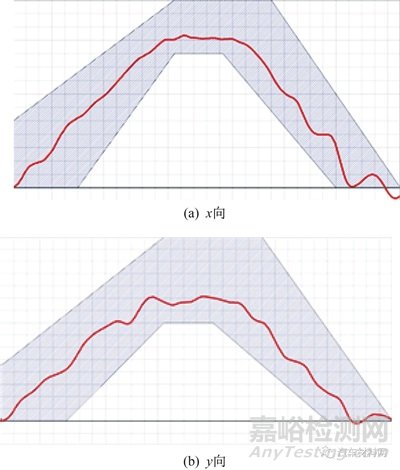
根据GB 38031—2020要求,将电池包通过工装设备水平安装在带有支架的台车上,根据试验对象的使用环境给台车施加规定的脉冲,并落在图9所示的最大、最小容差允许范围内。测试方向包括x和y方向。试验结束后,应在试验环境温度下观察2 h。
图9 模拟碰撞脉冲容差范围示意图
Fig.9 Schematic diagram of tolerance range of simulated collision pulse
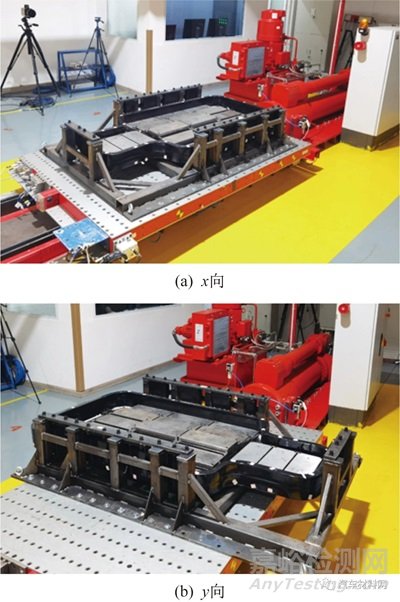
具体试验开展时进行电池包的x和y方向模拟碰撞试验。试验过程图片和加速度曲线分别如图10和图11所示。
图10 超高强钢制电池包模拟碰撞试验
Fig.10 Simulated collision test of the ultra-high-strength steel battery pack
图11 超高强钢电池包模拟碰撞加速度曲线
Fig.11 Simulated impact acceleration curves of the ultra-high-strength steel battery pack
2.2.3 试验结果
试验结束后观察,电池包壳体无破裂、焊点无脱焊现象,如图12所示。x向模拟碰撞变形最大位置在吊耳处,塑性变形8.3%。y向模拟碰撞变形最大位置在吊耳处,塑性变形7.7%。
图12 电池包模拟碰撞试验后状态
Fig.12 State after hot roll bending simulation collision test
3、 电池包有限元仿真分析模型的建立
3.1 电池包建模
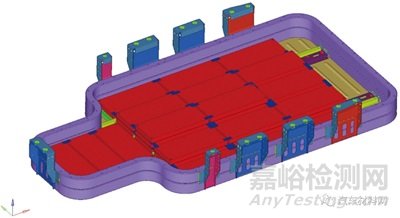
应用Hypermesh前处理模块对模型进行合理简化处理并划分网格。整个电池包模型包括边框、吊耳、底护板、横纵梁及等效模组等,电池包下壳体采用四边形单元为主、三角形单元为辅划分钣金件,单元尺寸为5 mm×5 mm。等效电池模组采用六面体单元划分,网格基础尺寸为15 mm,单元类型为六面体实体单元。电池包螺栓连接采用rb2刚性单元,边框及底护板之间的焊缝采用壳单元模拟,厚度取两个连接母材的平均厚度,建立的电池包有限元模型如图13所示,共280 359个单元。
图13 电池包有限元模型
Fig.13 Finite element model of the battery pack
电池包的各个部件之间采用自动自接触*CONTACT_AUTOMATIC_SINGLE-SURFACE,模拟仿真分析过程中内部零部件可能发生的接触。自接触是一种典型的单面接触,主要用作整个电池包模型的接触设置。
3.2 电池包机械冲击仿真模型的构建
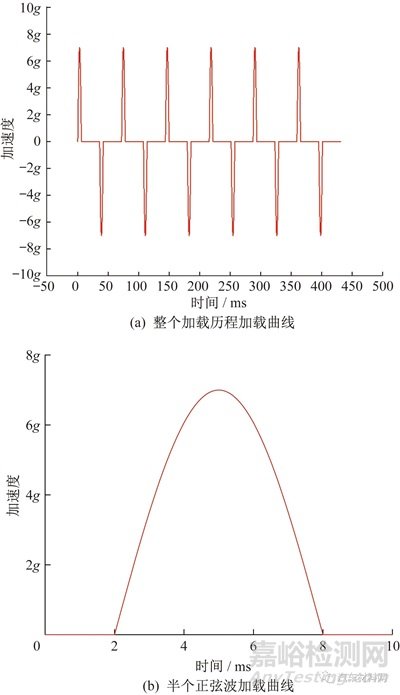
根据试验加载条件对电池包进行机械冲击仿真边界条件的设置。首先,将所有吊耳安装孔中心节点创建为一个set集,通过关键字*BOUNDARY_SPC_SET约束其除了z向位移以外的全部自由度;接着,对电池包施加重力场作用,加速度大小为9 800 mm/s2,使得整包所有单元均受到重力场的影响;最后,对电池包固定吊耳施加z向冲击加速度载荷,通过关键字*BOUNDARY_PRESCRIBEDMOTION_SET实现,其载荷曲线与试验条件保持一致,整个机械冲击加载加速度曲线和半个正弦波加载曲线如图14所示。
图14 机械冲击加载曲线
Fig.14 Mechanical impact loading curves
3.3 电池包模拟碰撞仿真模型的构建
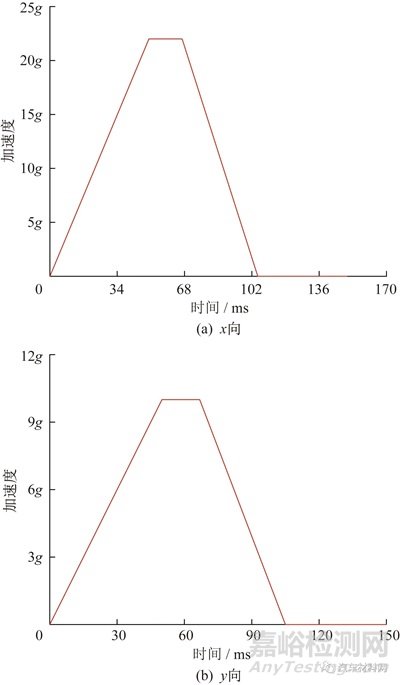
电池包模拟碰撞包括x向和y向两种工况,两个方向的加载加速度曲线如图15所示。与机械冲击相似,约束固定吊耳除x向或y向(与模拟碰撞方向相同)以外的全部自由度;并对整包施加重力场;最后,通过关键字*BOUNDARY_PRESCRIBEDMOTION_SET对吊耳处施加加速度载荷,并提交LS_DYNA计算。
图15 模拟碰撞加载加速度曲线
Fig.15 Simulated impact loading acceleration curves
4、 仿真结果分析及对比
超高强钢制电池包机械冲击和模拟碰撞工况仿真模型搭建完成后,采用有限元求解器LS_DYNA软件进行求解计算,并使用Hyperview后处理软件对计算结果进行查看分析。
4.1 电池包机械冲击仿真分析结果
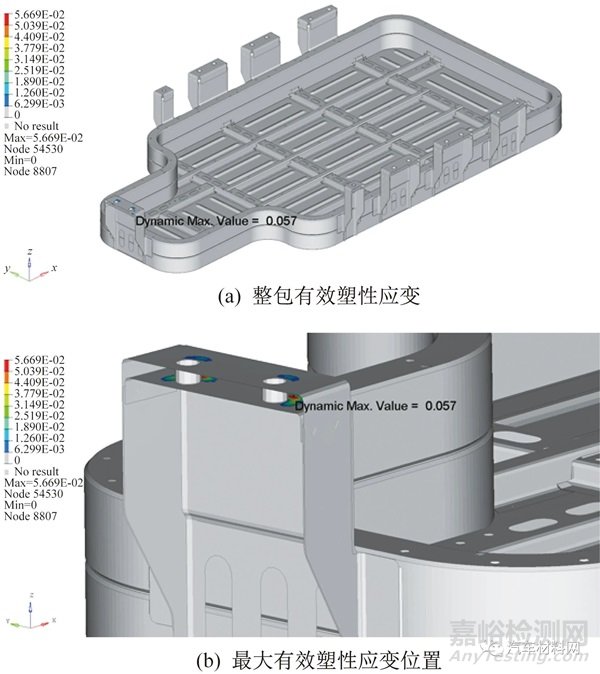
参考标准中规定的机械冲击工况,对电池包进行z方向机械冲击分析时,由于电池包通过吊耳处的螺栓连接固定安装在整车上,故对吊耳上的螺栓衬套施加7g/15 ms的半正弦冲击波形,对结构机械性能进行评估:如图16所示,电池包呈现内凹运动趋势,四周吊耳位置位移较大;最大塑性应变发生在安装吊耳处,为5.7%,小于材料的断裂延伸率,未发生断裂失效现象。
图16 机械冲击有效塑性应变分布云图
Fig.16 Cloud diagrams of effective plastic strain distribution of mechanical impact
4.2 电池包模拟碰撞仿真分析结果
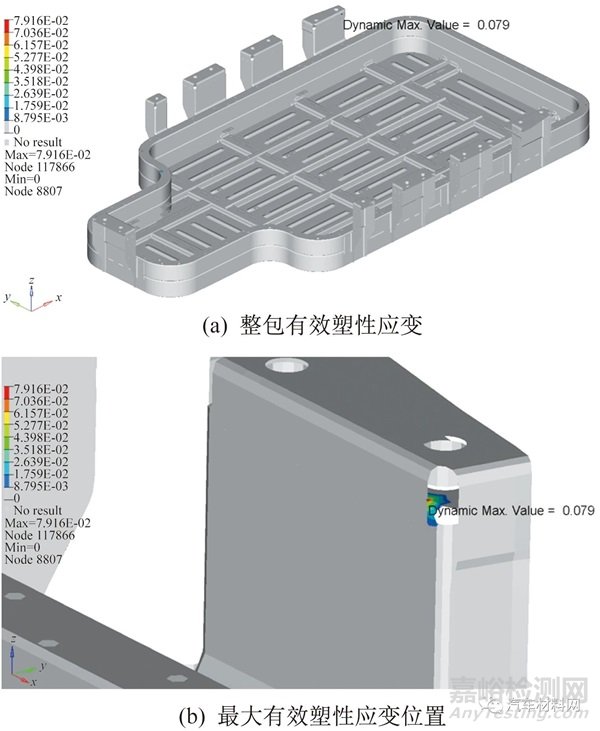
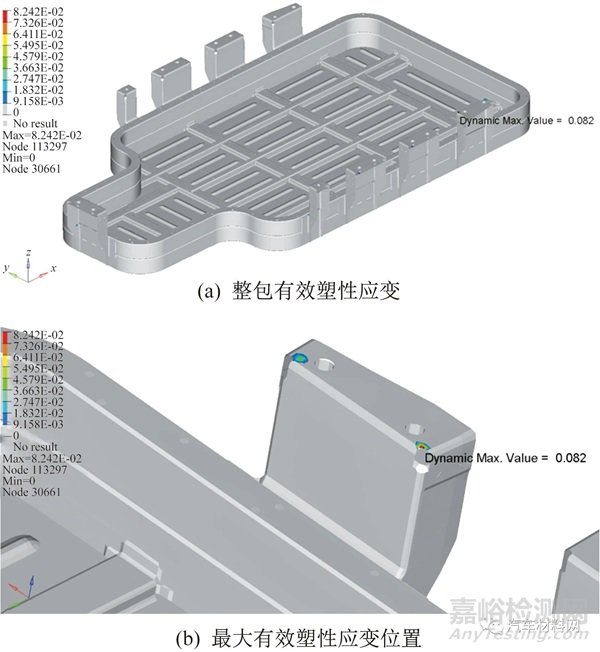
图17和图18分别为超高强钢制电池包在x向和y向模拟碰撞仿真分析后箱体的有效塑性应变分布云图。吊耳局部位置产生明显的塑性应变,表明在模拟碰撞工况下,该局部区域应力集中,结构发生较大的塑性变形,最大塑性应变为8.2%,小于箱体材料的断裂延伸率。因此,该超高强热辊弯电池包箱体不会发生断裂,电池包不会发生泄漏、着火和爆炸等现象,满足机械性能要求。
图17 x向模拟碰撞有效塑性应变分布云图
Fig.17 Cloud diagrams of effective plastic strain distribution in x-direction simulated collision
图18 y向模拟碰撞有效塑性应变分布云图
Fig.18 Cloud diagrams of effective plastic strain distribution in y-direction simulated collision
4.3 试验与仿真分析结果对比
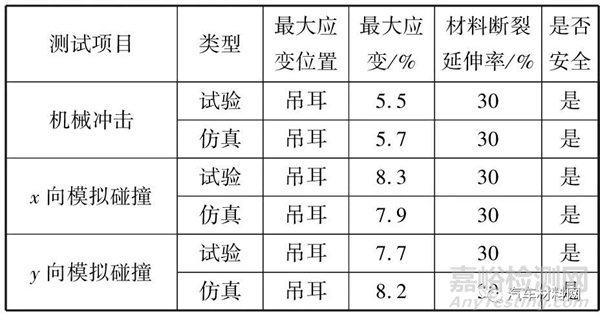
对比机械冲击和模拟碰撞试验及仿真结果,见表2。两个试验的应变最大位置均为吊耳。吊耳材料为SAPH440,断裂延伸率典型值为30%,均未超过断裂极限,试验和仿真结果评估安全。机械冲击试验最大应变5.5%,仿真最大应变5.7%。x向模拟碰撞试验最大应变8.3%,仿真最大应变7.9%;y向模拟碰撞试验最大应变7.7%,仿真最大应变8.2%。仿真与试验结果较为一致,数值模拟方法可以为机械冲击和模拟碰撞工况提供指导。
表2 试验与仿真分析结果对比
Table 2 Comparison of experimental and simulation analysis results
5、 结论
本文对一种超高强钢制电池包进行了机械冲击和模拟碰撞试验,结果表明该款电池包箱体没有发生破裂失效现象,能够有效保护箱体内电池模组安全;通过对电池包进行精细化建模,建立了该款电池包在机械冲击和模拟碰撞工况下的仿真分析模型,利用LS_DYNA有限元软件进行求解,结果表明在两种工况下,电池包箱体的最大塑性应变均未超过材料的断裂延伸率,结构不会发生破裂失效。电池包机械冲击和模拟碰撞的高精度仿真分析方法能够准确地模拟机械冲击和模拟碰撞试验,仿真结果与试验结果对比误差较小,最大应变误差0.5%。仿真分析方法可以为电池包产品设计和结构优化提供准确的预测和指导。
参考文献
[1] 董晴雯,王丽娟,陈宗渝,等.电池包侧面碰撞仿真响应特性和安全性分析[J].南昌大学学报(工科版),2020,42(4):386-391.
[2] 卞烨峰,褚超美.基于OptiStruct的电动汽车电池包结构仿真及验证[J].农业装备与车辆工程,2020,58(5):131-134.
[3] 陈元.车用动力电池包多材料结构优化与轻量化设计[D].广州:华南理工大学,2020.
[4] 李明秋.电池包箱体的有限元分析和结构优化设计[D].长春:吉林大学,2017.
[5] 冷晓伟.电动汽车动力电池箱有限元分析及结构优化[D].青岛:青岛大学,2018.
[6] 孙昱晗.一种动力电池箱结构设计优化[D].长沙:湖南大学,2018.
[7] 兰凤崇,刘金,陈吉清,等.电动汽车电池包箱体及内部结构碰撞变形与响应分析[J].华南理工大学学报(自然科学版),2017,45(2):1-8.
[8] 刘瑞庆.CFRP波纹板吸能研究及其在电动汽车电池包上的应用[D].长沙:湖南大学,2019.
[9] 孟庆刚,海超,郭晓静.6种高强钢材质的汽车B柱耐碰撞性能对比研究[J].汽车工艺与材料,2021(8):18-22.
[10] 杨新超.某商用车货柜轻量化仿真优化研究[J].汽车实用技术,2021,46(14):120-122.
[11] 王付才,杨海.纯电动汽车电池包壳体轻量化材料应用及研究进展[J].汽车工艺与材料,2020(9):24-30.
来源:《宝钢技术》 2023年第4期 P38-45
作者:徐栋恺1,2, 杨智辉1,2, 肖华1,2(1宝山钢铁股份有限公司中央研究院;2汽车用钢开发与应用技术国家重点实验室(宝钢))