三维编织复合材料是采用编织技术织造的纤维编织物作为增强体,经树脂传递模塑法(RTM)将树脂注入预成型件,最终固化成型的新型复合材料。
和传统的复合材料层合板结构不同,三维编织复合材料的空间互锁网状结构从根本上避免了分层损伤的产生,且抗冲击能力明显增强。三维编织复合材料在保持了构件承载变形的整体性的同时,还具有比强度高、比模量大、易于一次成型复杂结构等优点,在航空、航天、船舶领域的应用愈发广泛。
采用多种频率的超声波对三维编织复合材料内部缺陷进行检测,并对检测结果进行综合比对分析,旨在分析多频率超声综合比对法对材料内部缺陷定性定量检测的可行性。结果表明,多频超声虽无法对内部孔隙进行定量检测,但可以对其分布情况进行判断。
三维编织复合材料的制造工艺
常见的三维编织方法分为四步编织法、二步编织法和多层联锁编织法。其中,四步编织法应用最为广泛。因为四步编织法结构中所有纱线在空间中的分布有4个不同的方向,所以制成的复合材料被称为三维四向编织复合材料。
二步编织法的特点是编织过程中编织纱的运动以两步为一个编织循环。在编织过程中,编织纱在携纱器的携带下,将沿轴向排列的轴纱捆绑到一起,构成一个空间整体。二步编织法的特点是可以织出非常厚的结构。
多层联锁编织方法中,编织纱和轴纱分开,用专用的编织纱将邻近薄层相互连接起来,来提高其整体性能。
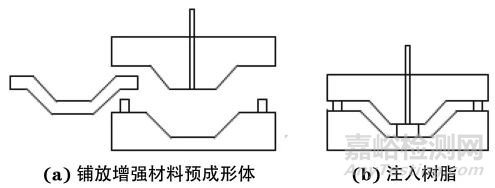
三维编织复合材料的成型方法主要是树脂传递模塑法,也称为RTM工艺方法。RTM成型工艺过程如下:
① 首先在模腔内预先铺放增强材料制成的预成形体;
② 然后在压力或真空作用力下将树脂注入闭合模腔浸润预成形体的纤维;
③ 再等待固化后脱模,脱模后对其再进行二次加工便可得到最终产品。
图1 RTM工艺基本原理
三维编织复合材料制造中产生的缺陷类型
三维编织复合材料的内部缺陷主要在成型工艺过程中产生。成型中,靠在真空或附加压力作用,将树脂注入纤维编织的预制形体内,因驱动力的差异,树脂在预制形体内会产生纤维束间和纤维束内两种流动路径。
纤维束间空间相对开阔,树脂流动速度主要取决于黏性力,影响因素包括树脂注射压力和黏度;纤维束内空间相对狭小,树脂流动速度主要取决于毛细管力,影响因素包括树脂表面张力和润湿接触角。
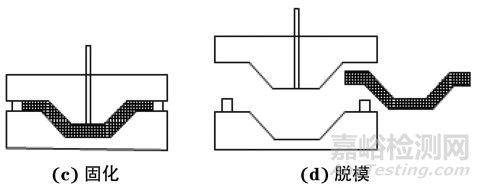
将树脂流动过程中黏性力和毛细管力的比值定义为修正毛细管数,修正毛细管数决定了束间和束内流动前沿的相对位置。当修正毛细管数较低时,束内流动起主导作用,易形成束间孔隙(图2a),也就是树脂区孔隙类缺陷;当修正毛细管数较高时,束间流动起主导作用,易形成束内干斑(图2b),也就是纤维束未被树脂完全浸润的缺陷。
图2 束间孔隙和束内干斑形成过程示意
可见,缺陷的产生和类型与RTM工艺、纤维束构型等关系紧密。材料在不规则树脂流动和纤维束阻塞效应的影响下,闭合模具内空气或挥发气体留在了产品内部,产生的树脂区孔隙、纤维束未完全浸润等缺陷,呈现出几何复杂、分布随机等特征。
三维编织复合材料的超声检测
超声检测作为树脂基复合材料最常用的无损检测方法,对分层、脱黏、孔隙等类型缺陷的检测效果良好,缺陷特征信号明显。
相比层合板,三维编织复合材料不存在分层、脱黏缺陷,而无论是束间孔隙还是束内干斑,都可以看作是结构件内部的树脂未浸润区域,因为未浸润区域和完全浸润区域的声阻抗存在差异,在两种区域的临界面存在超声波的反射与透射,所以可以利用超声法对未浸润区域进行检测。
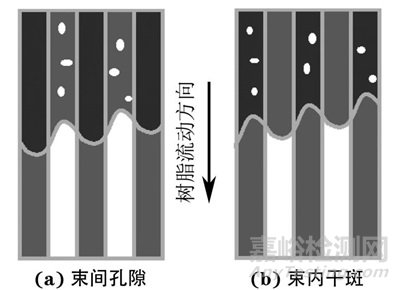
笔者选择复合材料检测中常用的5 MHz纵波线阵列探头,采用脉冲反射法垂直入射方式对三维编织复合材料进行检测,其C扫描结果示例如图3所示,可以看出树脂未浸润区域呈不同深度、不同几何形状,分布无规则。综合考虑,笔者在试验中选择多种频率超声波对三维编织复合材料内部缺陷进行检测。
图3 三维编织复合材料的C扫描结果示例
1、试样的选取
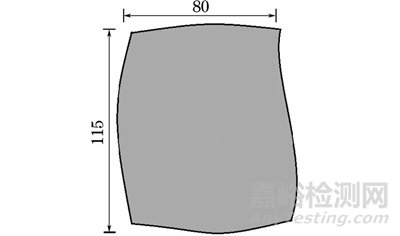
从某转子上截取一段三维编织复合材料叶片作为试样,其为变厚度、变曲率结构件,厚度为4~12 mm,叶片试样外形尺寸如图4所示。
图4 叶片试样外形尺寸
2、探头的选取
考虑试样的材料与厚度,选择复合材料检测常用的3种不同频率的纵波直探头进行检测,探头相关参数如下:
1.探头型号:OLYMPUS V201,探头频率5 MHz,探头直径6 mm;
2.探头型号:OLYMPUS C125,探头频率2.25 MHz,探头直径10 mm;
3.探头型号:OLYMPUS V103,探头频率1 MHz,探头直径12 mm。
3、多频率超声检测结果
1、5 MHz探头扫查结果
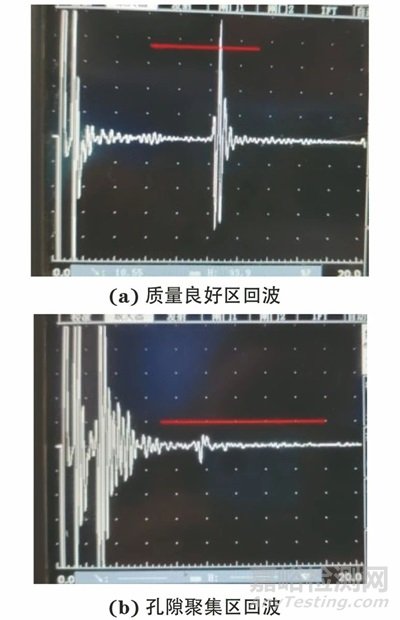
选取5 MHz纵波直探头,采用脉冲反射法垂直入射方式对试样进行全覆盖扫查,得到的典型波形如图5所示。扫查中可见内部质量良好区的底面反射回波清晰,波幅较高;孔隙聚集区存在底波衰减现象,不同厚度处出现了孔隙回波。
图5 5 MHz频率下三维编织复合材料超声信号典型波形
对试样全覆盖扫查后,对超声异常区域用白色记号笔进行标识,异常区域标识如图6所示,其中白点状阴影部分为孔隙聚集区,此部分区域编号为A区。
图6 5 MHz频率下试样异常区域标识示意
2、2.25 MHz探头扫查结果
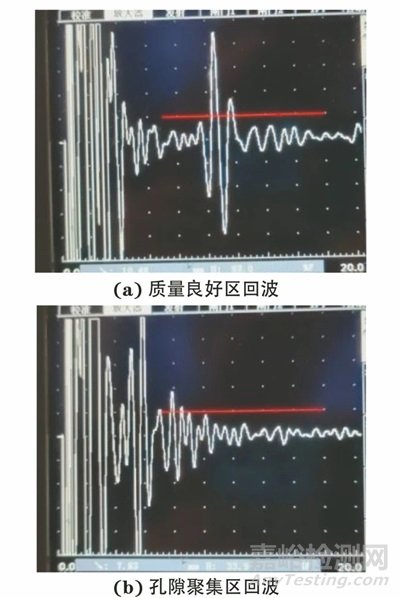
选取2.25 MHz纵波直探头,采用脉冲反射法垂直入射对试样进行全覆盖扫查,不同区域的典型波形如图7所示,可见相比于5 MHz探头,2.25 MHz频率扫查下的回波脉冲宽度变宽。
图7 2.25 MHz频率下三维编织复合材料超声信号典型波形
对试样全覆盖扫查后,对超声回波异常区域用记号笔标识,异常区域标识如图8所示,其中斜划线阴影部分为孔隙聚集区,此部分区域编号为B区。从图8中可以看出B区全部位于A区内部,面积小于A区。
图8 2.25 MHz频率下试样异常区域标识示意
3、1 MHz探头扫查结果
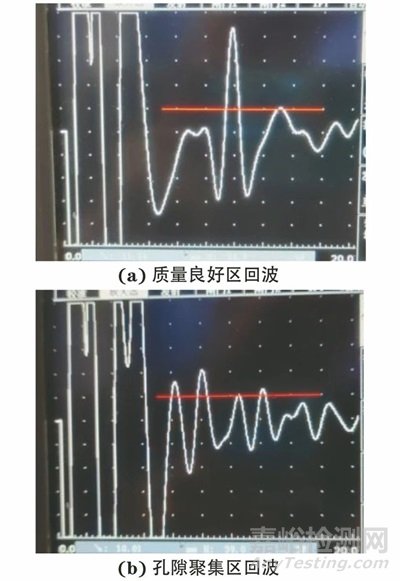
选取1 MHz纵波直探头,采用脉冲反射法垂直方式入射对试样进行全覆盖扫查,不同区域的典型波形如图9所示。可见,相比于5和2.25 MHz探头,1 MHz频率扫查下的回波脉冲宽度更宽。
图9 1 MHz频率下三维编织复合材料超声信号典型波形
对试样全覆盖扫查后,对超声回波异常区域用记号笔标识,异常区域标识如图10所示,其中网格线阴影部分为孔隙聚集区,此部分区域编号为C区。从图中可以看出C区全部位于B区内部,面积小于B区。
图10 1 MHz频率下试样异常区域标识示意
4、检测结果分析
相对来说,超声波频率高时,对小缺陷有明显响应,可以对材料的内部孔隙做精细检查;检测频率低时,能量衰减小,声波相对容易绕过小缺陷而穿透整个试样。
对于该试样,同一区域在不同检测频率下的检测结果可能存在明显差异,高频率超声波入射到缺陷界面时大部分能量被反射,无法到达试样底部;低频率超声波更容易透过缺陷,得到试样底面反射回波。
综合三种频率下的检测结果,可以得出结论:孔隙分布的严重程度C区>B区>A区。
结 语
三维编织复合材料内部的主要缺陷类型为树脂未浸润,即材料内部的孔隙缺陷,笔者采用超声纵波垂直入射法时复合材料内部缺陷进行检测,并综合对比多种不同频率超声波的检测结果。试验结果表明,超声法虽然无法对材料内部的孔隙分布进行定量检测,但可以对不同区域孔隙分布情况进行判断。
作者:曲亚林1,2,宁宁1,詹绍正1
工作单位:1.中国飞机强度研究所
2.机械结构强度与振动国家重点实验室
第一作者:曲亚林,工程师,主要从事飞机结构损伤检测与结构维修方向的研究工作。
来源:《无损检测》2023年6期