您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-05-10 00:39
现代意义上的增材制造(Additive Manufacturing,又称为3D打印)及其前身快速成型(Rapid Prototyping)起源于20世纪80年代后期,其快速的发展势头与不断被发掘的应用优势使其成为近十年科学、工业、经济和社会等诸多领域内热议的话题之一。
增材制造的快速发展离不开适用材料体系的拓展与成品部件性能的优化:
高分子材料是最早开发和应用的材料体系,其适用的增材制造技术种类最为丰富,应用领域也覆盖工业级与消费级市场;金属材料的增材制造起步较晚但成果丰硕,应用较多的各类金属与合金目前均可通过激光或电子束熔化方法实现部件制造,且已在航天航空、人体硬组织修复等领域开展了相关应用;相比之下,陶瓷材料的增材制造虽然几乎于同期起步,但直到近些年才以商业化光固化增材制造设备的推出为标志实现了初步的实用化。
这一里程碑式的突破迅速促使陶瓷增材制造成为世界范围内陶瓷学术研究与工业应用探索的热点之一。业界对陶瓷增材制造相较于陶瓷传统成型方式在无需模具、可成型复杂部件等方面的优势抱有期待,经济学界也对陶瓷增材制造领域的产业前景做出了乐观估计,相关产业产值预期将从2017年的不足1亿美元迅速增长到2028年的36亿美元。
陶瓷增材制造技术是一种通过离散材料逐层制造并叠加得到三维复杂结构陶瓷零件的先进制造技术,具有材料利用率高、制造灵活性强、数字化程度高等优势,适用于小批量、复杂结构的陶瓷零件制造。目前,主流的陶瓷增材制造技术包括激光选区烧结、立体光固化、墨水直写等。
立体光固化成型(SLA)
立体光固化成型法(SLA)是1977年Swainson提出的一种制造概念,随后Kodama真正实现了这一工艺。
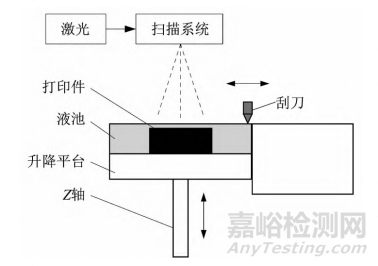
SLA原理简图(来源:刘全景等,《增材制造技术在陶瓷制备中的应用》)
SLA工艺的原材料主要是液态树脂与陶瓷粉末混合后的陶瓷树脂,由SLA工艺制备的陶瓷样品与传统工艺相比,不仅延续了陶瓷制体力学性能好的特点,同时还保证了制品的表面质量以及尺寸精度。
然而,使用SLA技术打印陶瓷制体也存在着许多的制约。利用SLA技术制备陶瓷制体时,不同的浆料需要对应不同波长的紫外光,这就对制造环境提出了更高要求,同时提高了制造成本;另外SLA技术使用的陶瓷树脂黏度应小于3Pa·s,以保证浆料具有一定流动性,这就使得大多数陶瓷树脂的固体体积百分比低于40%,导致这些陶瓷树脂的样品在经历脱脂烧结后,大多会出现剧烈的收缩与变形,严重时甚至会导致整个陶瓷体的崩溃。目前解决这一问题的主要方法是改变陶瓷树脂中的材料。
熔融沉积成型(FDM)
熔融沉积成型(FDM)工艺于1988年美国学者Dr.Scott Crump首次提出,因其容易实现、打印速度快和较低的成本,被广泛运用于有机高分子材料的3D增材制造。通常运用于FDM技术的主要是热塑性的高分子材料,这些高聚物被制作成线状原料,这些线材通过FDM打印机的喷嘴加热熔融,并被挤出喷嘴,伴随着喷头的运动,在基底面上层层沉积形成设计好的形状,最终制成需要的零件。
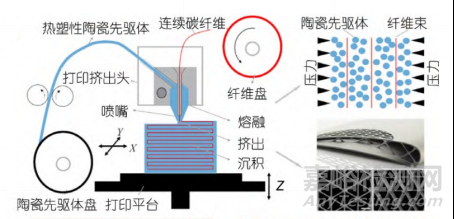
FDM制备连续纤维增强SiC
(来源:王长顺等,《SiC陶瓷增材制造技术的研究及应用进展》)
随着材料技术的发展,越来越多的生物兼容性好、熔融温度低且力学性能优良的高聚物材料的涌出使FDM技术与陶瓷体制备出现契机,这项研究的成果主要运用在生物医学方面。研究者们通过结合PLA、ABS与羟基磷灰石,采用FDM技术制备人造骨,并将其植入患者体内,通过植入物刺激骨骼的生长,这项技术帮助骨植入领域走出了天然人骨短缺和异种骨骼排斥的困境。
相较于其他的增材制造方式,FDM技术在人体陶瓷骨骼制备方面具有成本低和无需支撑材料的优点;同时研究表明人骨的抗压强度在4~12MPa,通过调整这些人造骨的孔隙率,在经过脱脂工艺后,其抗压强度可达16MPa,同时收缩率在8%左右,这就极大的保证了实际样品与设计模型几何形状的相似性。但FDM技术制备的陶瓷初体依然需要经历脱脂烧结,这就带来了开裂和变形的问题。目前解决这些问题的途径主要通过修改3D模型的设计和陶瓷生坯烧结方式的改进上。
选择性激光烧结/熔融(SLS/SLM)
选择性激光烧结(SLS)技术由Carl Ckard于1989年首次提出,其工作原理如图所示。辊筒将储粉仓中的粉末平整的铺在粉床中,激光通过扫描系统有选择性地烧结粉末,随后成型活塞下降,辊筒重新铺设粉末,通过层层堆积形成所需零件。
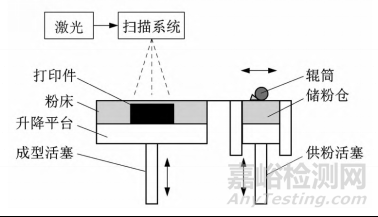
SLS/SLM原理简图
(来源:刘全景等,《增材制造技术在陶瓷制备中的应用》)
SLS技术运用于陶瓷体制备时分为含有添加剂和不含添加剂2种。含添加剂的粉末在激光加热时,添加剂熔融并粘结陶瓷颗粒形成整体,从而获得生坯件;不含添加剂的固体粉末一般由2种陶瓷粉末混合而成,激光加热时,低熔点的粉末受热熔化,粘结高熔点的陶瓷颗粒。与含有添加剂粉末的制造方式相比,此时低熔点粉末充当了添加剂熔融粘结高熔点陶瓷颗粒的角色,这样操作的优点是省去了脱脂步骤。区别于SLS技术,选择性激光熔融(SLM)虽然保留了激光加热的特性,但该技术不需要添加粘结剂,而是通过加热使全部粉体熔融并相互粘黏,随后层层累积获得陶瓷体。
SLS/SLM技术具有应用材料多、损耗率低和工艺简单等特点,相较于其他增材制造方式,其成型速度快,可重复性高。但该工艺方式主要存在2个严重限制其在工业上推广的问题:①在SLS技术中,添加剂的去除留下了孔隙,降低了成型件的力学性能;②成型精度低,表面粗糙度高。
墨水直写(DIW)
墨水直写技术源于1998年美国Sandia国家实验室J.Cesarano等提出的自动注浆成型技术,起初主要针对陶瓷等材料的三维模型成型制造,经过后期不断地研究拓展,逐渐发展为今天的DIW增材制造技术。
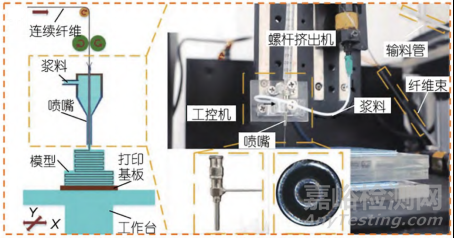
连续纤维DIW成形设备及工艺原理
(来源:王长顺等,《SiC陶瓷增材制造技术的研究及应用进展》)
高黏度的液体或固液混合浆料作为墨水材料存储于料筒中并和喷头相连,安装于能够在计算机控制下完成三维运动的三轴CNC平台,通过机械压力或气动压力推动墨水材料从喷头连续挤出并在基底上预成型,后依据材料特性进行相应的后处理(挥发溶剂、热固化、光固化、烧结、浸泡等)后得到最终的三维成型构件。
DIW增材制造技术具有设备要求低、制造成本低、原材料适用范围广、成型精度高、制造灵活等优势;缺点在于DIW制备的陶瓷精度较差、缺陷较多,且直写之后一般需要固化、烧结等后续处理过程。最终成型构件的精度不仅取决于墨水材料的配方、组分理化特性、体系黏度和流变性能,而且受到直写参数(喷头直径、压力大小、平台移动速度等)的影响。
数字光处理技术(DLP)
数字光处理技术(DLP)于1977年由Larry Hornback率先提出,时隔19年,由Texas Instruments将其商业化。DLP技术的原理和SLA技术基本相似。DLP与SLA技术的具体区别在于DLP技术采用宽波段的投影光将所需样品的截面图像放映在光敏浆料表面,逐层累积获得样品。DLP核心组件是DLP芯片,即数字显微镜设备,该组件直接决定了样品的几何形貌及打印精度。
DLP技术打印样品具有精度高、时间短的优点,在陶瓷体打印方面的应用主要集中在小型及复杂结构产品上。DLP技术运用于陶瓷制备时,由于其光强度较低,光引发剂与自由基交联聚合反应较差,导致固化不彻底,通常以在浆料中加入粘结剂的方式解决这一问题。添加粘结剂的陶瓷浆料进行DLP 3D打印,初始的光固化过程使得样品具有一定的保形能力,随后置于烘箱中进行加热,发挥粘结剂的粘结作用,使生坯几何形状固定,再进行脱脂烧结步骤。但众多的研究表明,烧结后的样品依然存在开裂、变形和收缩的问题。因此和SLA技术一样,提高打印陶瓷浆料的固含量和合适的脱脂烧结方式依然是DLP技术的研究热点。
结语与展望
与传统陶瓷制备方式相比,增材制造技术可以实现更多复杂几何结构的陶瓷体制备,满足了陶瓷材料在各个领域中应用的发展需求。陶瓷增材制造的科学研究与应用开发仍将在相当长一段时间保持高热度,同时随着技术问题的逐步解决,增材制造的陶瓷部件的综合性能还将进一步提升,首先逐步达到与传统方法制造部件相近的制造水平,而后将进一步通过更为精细化个性化的结构调控实现具备个性化功能性陶瓷部件的制造。
同时我们也该看到,增材制造技术制备的陶瓷体依然存在众多的不足之处,在陶瓷制造中广泛运用增材制造技术仍然存在很多障碍。例如生产时间长,力学性能低于传统方式制造的陶瓷,后处理出现开裂收缩等;另外较大尺寸(例如几米)的陶瓷件仍然很难用增材制造技术制备。
综上所述,未来增材制造技术在陶瓷体制备领域的研究应主要集中在浆料研制和后处理方面,同时还需改进成型技术,以实现较短时间内完成接近设计模型的陶瓷体制备。
参考资料:
1、宋路等,《“增才制造”:以增材原理推动个性化陶瓷材料“成型—成性一体化”设计》
2、王长顺等,《SiC陶瓷增材制造技术的研究及应用进展》
3、吴甲民,《方兴未艾的陶瓷增材制造》
4、刘全景等,《增材制造技术在陶瓷制备中的应用》
5、姜一帆等,《墨水直写增材制造技术及其在含能材料领域的研究进展》

来源:Internet


