您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-11-10 14:25
不良微观组织,业界没有这样的定义,是作者收集到的一些对可靠性有重要影响的结晶组织和界面金属间化合物等因素而总结出的概念,这些组织可能是由焊料合金组分,或PCB镀层,或凝固过程,或焊点结构,或工艺条件等原因形成。不管是什么原因,其形成的微观组织影响到焊点的强度和热疲劳性能,统统把它们归为不良的微观组织。
本文涉及的不良微观组织主要是界面金属间化合物(IMC),它们对过应力非常敏感。界面金属间化合物,通常都具有的特性为:
1)较硬脆,这是金属间化合物的一个基本特性。
01、块状化IMC
块状化IMC,并不是一个专业术语,作者用它来描述一种超厚、超宽且断续的IMC形态(如图1所示的切片图呈现的形貌)—扇贝形IMC组织,该组织粗大(w≥5 μm、h≥5 μm)、连续层相对非常薄,甚至个别地方有断开现象。
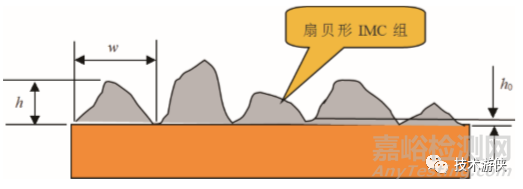
图1 块状化IMC特征(放大倍数≥1 000倍)
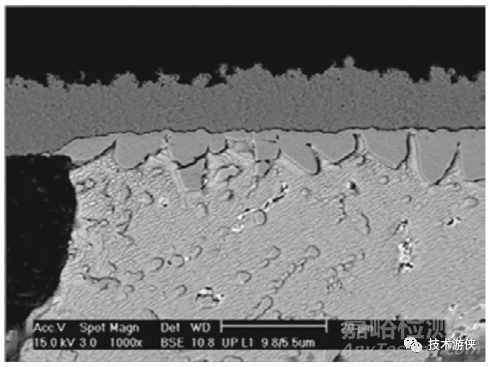
图2 BGA焊点切片图所展示的块状Cu6Sn5形貌
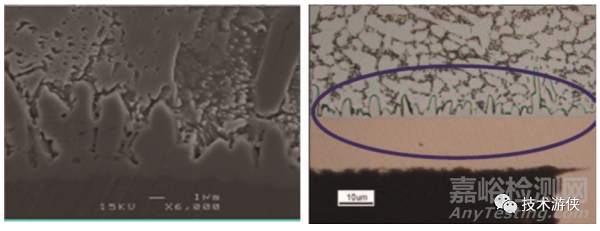
图3 Cu/Sn界面形成的IMC的典型形貌
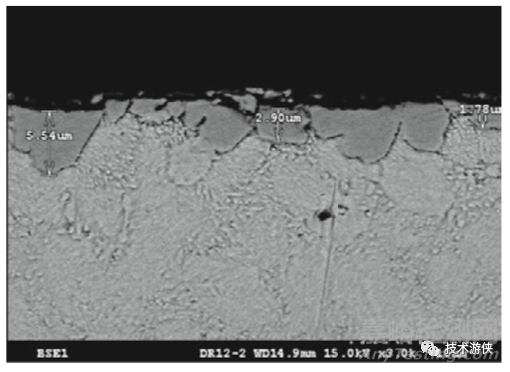
图4 Ni/SAC界面形成的块状化IMC形貌
02、IMC附近富集空洞
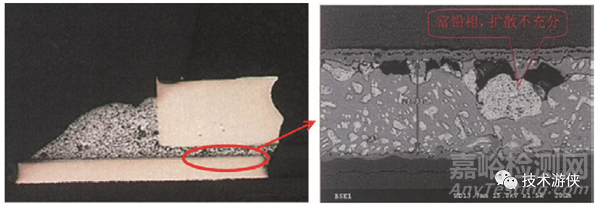
图5 QFN富铅焊缝
03、界面金属化合物大规模剥离现象
大规模剥离现象指钎料/基板界面上金属间化合物大规模从界面分离的现象(Spalling Phenomenon of IMCs),如图6及图7所示。图6是基底金属反应枯竭形成球状的Cu6Sn5直接从Si基材上分离,图7是两层IMC间分离。
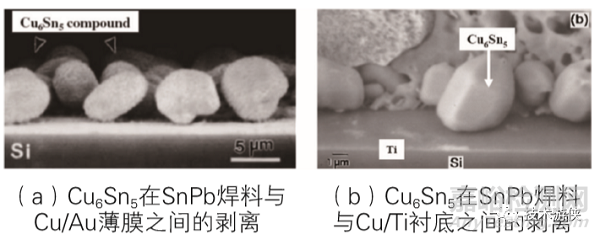
图6 Cu6Sn5剥离现象
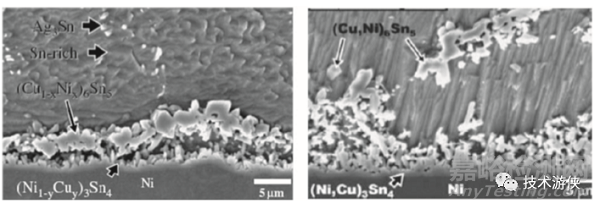
图7 (Cu1-x,Nix)6Sn5从(Cu1-y,Niy)3Sn4界面剥离
图8 焊料合金中含Cu量对IMC剥离的影响
图9 作者遇到的案例
图10是作者遇到的另外一个案例。这个案例对IMC的成分进行了分析,可以了解到剥离的IMC与残 留的IMC,成分并不相同,剥离的IMC中Cu的相对含量要高很多。剥离现象也是发生在BGA侧。 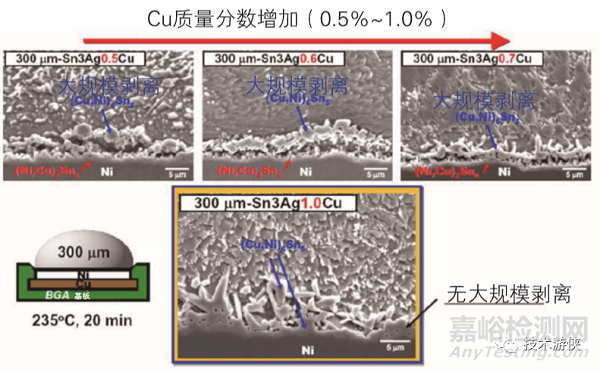
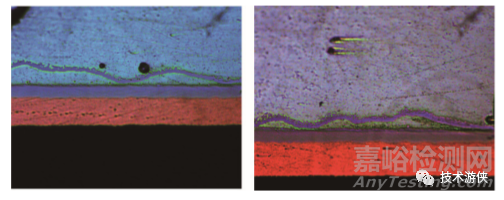
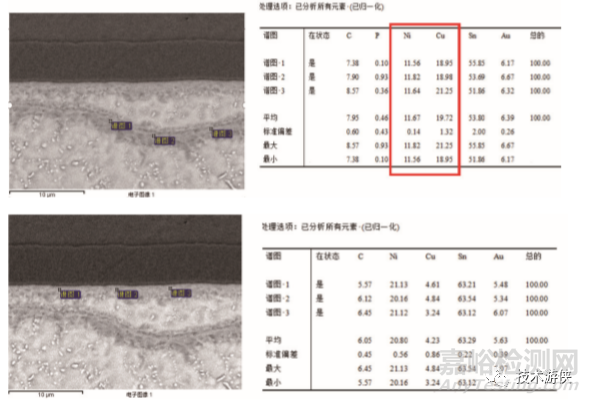
图10 IMC大规模剥离现象IMC成分分析
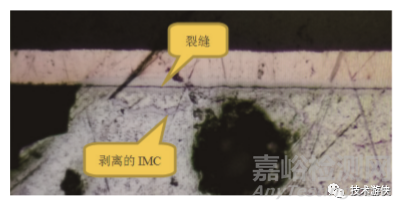
图11 IMC剥离焊点的应力断裂仍然发生在Ni与IMC界面处 (案例)
对于IMC的规模的剥离现象的研究还很初步,有很多问题还没有搞清楚,有待进一步的研究,如 IMC剥离的微观过程与机理是什么?剥离层对焊点 的机械性能、可靠性的影响是什么?为什么这种现 象大多发生在BGA焊点中并靠近BGA焊盘侧?希望有兴趣者对它进行深入的研究。
04、Ni3P结晶组织
图12为SnAgCu钎料与Au/Ni(P)(P原子百分比16%)焊接(再流五次,熔点以上温度1 min)形成的界面IMC显微结构图,可以看出:靠近钎料层 Ni(P)层结晶成柱状Ni3P。在Ni3P和(Cu,Ni)6Sn5之间有一薄层,该相为精细结构,含有Ni、Sn和P,且存在大量空洞(尺度很小,使用空位一词可能更准确一点,这里为了理解对可靠性的影响,使用空洞一词)。
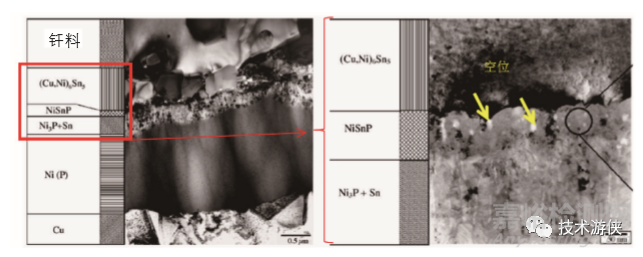
图12 反应后复合Ni/焊料界面的明场投射电子显微镜(TEM)照片
在再流焊接早期阶段,Ni-Sn金属间化合物在焊 料与Ni(P)层之间形成。由于Ni的向外扩散,P将保持在界面上。在Ni-Sn金属间化合物和Ni(P)之间的层被P充分富集后,三元Ni-Sn-P层在这两层之间形成,如图13所示。三元Ni-Sn-P层实际为可以细分为两层,即Ni3P+Sn和NiSnP,大量的空洞主要出现在NiSnP层。
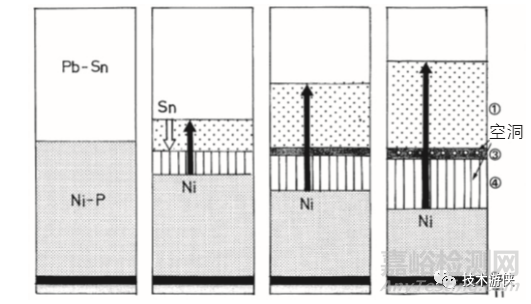
图13 三元Ni-Sn-P合金层在Ni-Sn与Ni(P)层之间的形成过程
5、柯肯达尔空洞
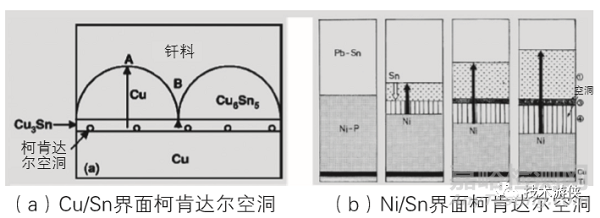
图14 柯肯达尔空洞
对Cu/Sn界面扩散的研究发现,当热老化温度介于125~190℃时,Sn基钎料/高纯铜(HPC)界面 处没有空洞产生,而在Sn基钎料/电镀铜(EPC)界面处容易形成空洞;当温度高于200℃时,Sn基钎料/HPC界面处也可以产生空洞。在研究Sn/Cu体系的扩散时采用了不同纯度的Cu基板,分别是99.9%和99.999%。结果表明,Sn/Cu扩散偶经200 ℃热老化处理10d后,在使用低纯度Cu基板的反应界面处形成了空洞,而在使用较高纯度Cu基板的界面处没有空洞出现。此外,柯肯达尔空洞与Cu3Sn层的关联性很强,其常随着Cu3Sn层的形成而出现随着Cu3Sn层的减薄而减少或消失.空洞主要在Cu3Sn层和Cu3Sn/Cu界面形成,如图15所示,很少会出现在Cu6Sn5层中。然而,关于两者关联性的机理,至今尚无合理的解释。
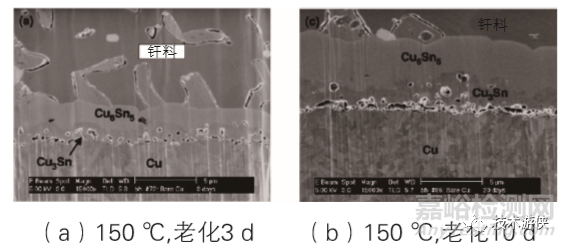
图15 Sn/Cu柯肯达尔空洞现象
6、金脆效应
金脆效应一般指两种情况:1)针对焊料本身:当焊料中Au的质量分数超过3%时,其延展性大幅度降低,脆性大幅度增加。2)针对焊点界面:在锡铅焊料中Au的质量分数一旦超过0.1%时,也可能引发另外一种金脆效应,即(Ni1-xAux)Sn4迁移所造成的界面脆化现象。通常担心的金脆效应主要是这种情况,因为不需要很高的含金量,只要有0.1%就足够引起金脆效应,这也是为什么在一些对可靠性要求高的产品生产工艺中需要 对引脚或焊端去金。
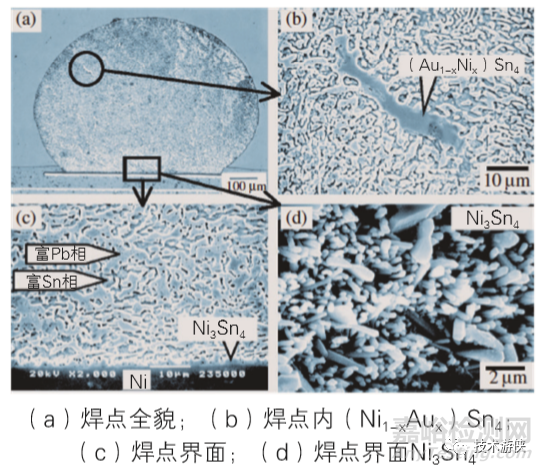
图17 Au含量0.4%的焊点内(Ni1-xAux)Sn4迁移情况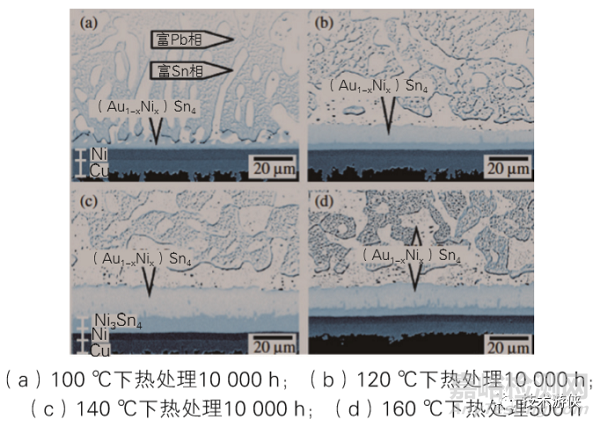
图18为BGA焊点的剪切力测试结果。图中有两点值得注意:1)随着热处理时间的增长,焊点的机械性能随之劣化。这是因为随着热处理时间的增长,累积在界面的(Ni1-xAux)Sn4总量增加的结果。2)随着Au浓度的增加,同一热处理时间下,焊点的强度也降低。这是因为随着Au浓度的增加,同一时间下回到界面的(Ni1-xAux)Sn4质量增加的结果。
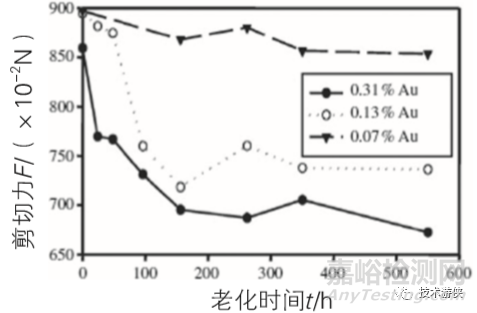
图18 金脆效应
2)无铅焊料
7、黑盘现象
当PCB使用ENIG镀层时,有时会出现不润湿或反润湿现象,不润湿的地方呈现黑色或深灰色,这种现象就是黑盘现象。黑盘现象有时表现为润湿不良,有时外观良好但焊点强度很弱。后者对焊点的可靠性构成严重隐患,因为目前没有办法通过检查识别出来,而在用中遇到稍大的应力作用焊点就会断开,导致产品故障。因此,在一些可靠性要求高的产品,如航空、生命维持系统,都不能参与镀金表面处理,需要去金。
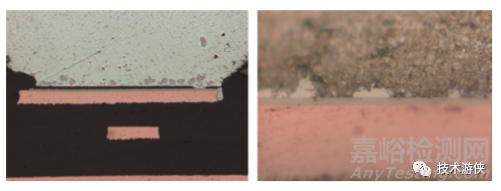
黑盘属于电镀工艺导致的不良表面缺陷,由于镀Au药水与Ni层的激烈反应,导致Ni层深度腐蚀,产生晶界腐蚀(俗称泥浆裂纹)。黑盘现象具有典型的特征:1)剥离Au层后Ni层表面呈现“泥浆裂纹”现象,如图19所示。
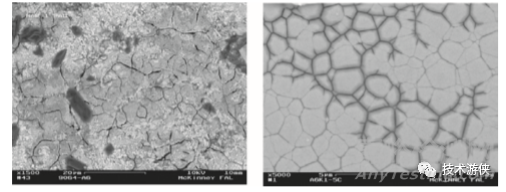
图19 泥浆裂纹现象
2)如果切片,可以看到Ni层深度腐蚀,似针刺一样的腐蚀沟槽,如图20所示。
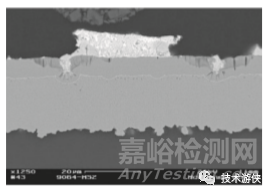
图20 针刺现象
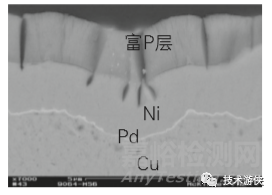
3)异常高的富P层,如图21所示。
图21 富P层
8、ENIG镀层Ni氧化
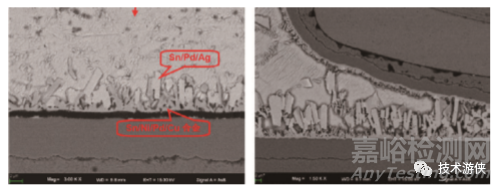
9、ENEPIG镀层在薄的焊缝条件下容易形成垂直条状IMC
资料来源:doi: 10.14176/j.issn.1001-3474.2020.05.016

来源:技术游侠


