您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-11-26 12:37
塑料制件一般采用直接成型的方法生产,但有些塑件直接成型困难或对其精度要求高时,必须进行切削加工。
塑件的切削加工一般采用加工金属的设备。由于塑料的性能和金属相差较大,且塑料品种繁多,其种类不同性能也有较大差异,所以塑件的切削加工有它自身的特点。
01切削用量的选择
切削速度
提高切削速度可以缩短切削时间,提高生产率,且切削力不会增大,塑件表面粗糙度也几乎不受切削速度的影响。但切削速度增加会使切削温度明显升高,塑件会产生热膨胀和热变形,甚至变色,影响加工质量,且刀具磨损加剧、耐用度降低(切削速度提高10%,刀具耐用度会缩短为原来的40%~60%),这样使换刀、磨刀、对刀调整等辅助时间增加,生产率反而有所下降,因此要控制切削速度。常用塑料加工时的切削速度参见表1。
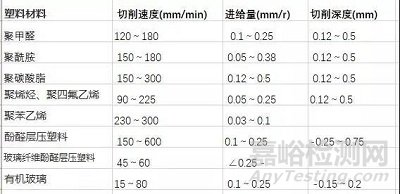
表1、塑料切削速度
进给量和切削深度
进给量和切削深度增大时也使切削加工时间缩短,且因改善了散热条件,切削温度和刀具耐用度下降不大,不会使换刀、磨刀等辅助时间明显增加,故可提高生产率。但随着进给量和切削深度的增加,切削力会显著增大(进给量增大一倍,切削力约增大70%~80%,切削深度增大一倍,切削力几乎成倍增加),易使塑件产生变形而影响加工质量,甚至使工件报废。
塑件表面粗糙度值还会随进给量的增大而增大,因此加工时应选择合适的进给量和切削深度。切削常用塑料的进给量和切削深度参见表2。
02对切削加工的影响
热性能
和金属相比,塑料的热容量小,导热性差(其导热系数只有金属的千分之三或更小),热膨胀系数大(比金属大1.5~20倍)。故在切削过程中因摩擦而产生的热量主要传给刀具。即使少量热量传给塑件,因难以传入塑件内部,极易产生局部过热,引起塑件变色、熔融、甚至燃烧。而且温度过高,塑件的弹性变形加剧,影响塑件的表面质量和尺寸精度,严重时引起工件弹跳,甚至造成事故。因此,加工中常采用冷却剂(一般用压缩空气)降低温度。
弹性模量
塑料的弹性模量只有金属的1/10~1/16,切削加工时,若刀具和夹具对它施加压力过大,会引起较大的弹性变形,影响塑件的加工精度,严重时会造成加工困难。因此在切削加工时,刀具的参数要合理,刃口要锋利,切削用量应适当,以减小切削力。夹紧力不可过大。
03刀具材料的选择
刀具的材料主要有 高速钢、 硬质合金、 金刚石等。切削一般的塑料,可选用前两种刀具材料。相比较而言,高速钢的磨利性较好,选用高速钢刀具并仔细刃磨,能使刀具刃口更锋利,但其耐用度低于硬质合金刀具。加工玻璃钢宜选用金刚石刀具。因玻璃钢由塑料和玻璃纤维两种材料组合而成,切削时软硬相间,断续切削,每分钟的冲击达百万次以上,刀具比切削纯硬质材料还要容易磨钝,因此应选用耐磨性极好的金刚石刀具。

来源:Internet


