您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2020-01-14 17:48
文:孔德群/采埃孚传动系统(北京)有限公司
某型号风电齿轮模数7.85,材质18CrNiMo7-6,在渗碳淬火后磨齿工序发生烧伤与裂纹现象。磨齿采用成型磨工艺,机床为某国外品牌P1200G型磨床,磨具为国外某品牌TG型砂轮,冷却液为不含氯和重金属的国外某品牌G600HC型高性能纯油性切削液。烧伤发生在整个齿轮的一部分齿面;裂纹发生在一部分烧伤严重的齿面,自烧伤的底部产生,其形态特征为,垂直于磨削前进方向,向齿顶扩展。调整冷却喷嘴角度后,继续磨削加工,加工量不超过0.05 mm,未产生新的烧伤/裂纹,原有的烧伤面积减少,烧伤深度与裂纹深度均有减小。该齿轮已申请报废处理,检测其烧伤/开裂的齿,通过理化检验,讨论分析发生失效的原因。
一、研究过程
使用线切割机在裂纹齿与正常齿上分别切取小试块,使用SPECTROTEST型直读光谱仪检测其化学成分;使用INNOVATEST Nemesis 9000 型万能硬度计和Zwick/Roell ZHμ型显微硬度计,检测试样的表面/心部硬度与渗层深度;试样经镶嵌、磨抛处理、3%硝酸酒精腐蚀后,使用Zeiss Axio Imager A 2m型显微镜观测金相组织,用金相法评定残留奥氏体含量。
二、宏观检验
图1显示了磨削烧伤与裂纹的情况。
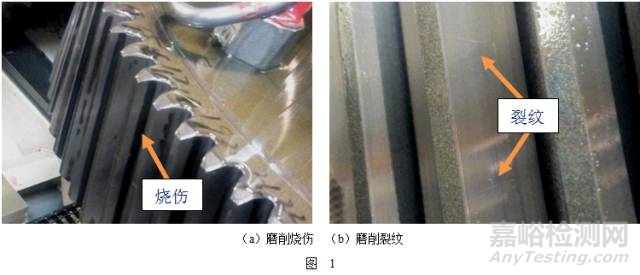
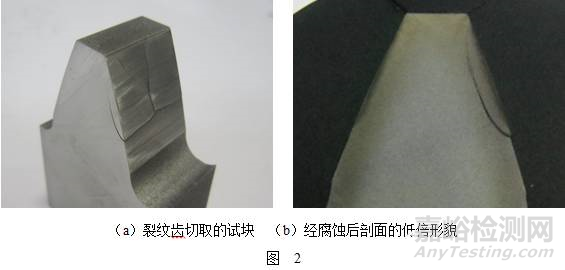
图2 展示了裂纹齿的切样试块的形态特征,裂纹逐渐向齿顶方向扩展;目视看不出烧伤或裂纹的迹象,如图2a所示;但是经硝酸酒精溶液腐蚀后,齿面既有裂纹,又有烧伤,如图2b所示,黑色即为烧伤带。
三、微观检验
1.化学成分
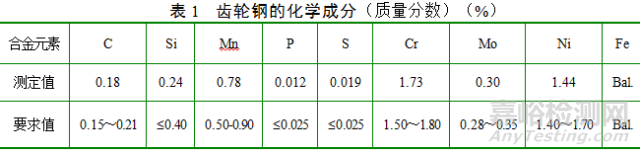
齿轮材料为渗碳钢18CrNiMo7-6(DIN 10084),其合金成分满足技术要求,结果见表1。
2.非金属夹杂物
在裂纹源区附近分别沿横向和纵向切取金相试样,磨抛后观察,仅可见数量很少的微小夹杂。根据GB/T 10561-2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》,夹杂物评级结果见表2,可见符合技术要求。
表2 裂纹齿试样的夹杂物评级结果
|
类别 |
A粗系 |
A细系 |
B粗系 |
B细系 |
C粗系 |
C细系 |
D粗系 |
D细系 |
|
测定值 |
0 |
0.5 |
0 |
0.5 |
0 |
0 |
0 |
1.0 |
|
要求值 |
≤3.0 |
≤3.0 |
≤1.5 |
≤2.5 |
≤1.5 |
≤2.5 |
≤1.5 |
≤2.0 |
3.硬度检测
试样的表面硬度、心部硬度(转换为抗拉强度)与渗碳硬化层深度(CHD 550HV1),检测结果见表3。心部硬度与CHD均满足技术要求,而表面硬度则有所不同。正常齿的齿面硬度符合要求;而裂纹齿的齿面硬度因烧伤而降低,低于硬度下限值。
表3 齿面硬度及渗碳层深
|
试样 |
表面硬度/HRC |
CHD /mm |
心部硬度/MPa |
|
裂纹齿 |
左齿面:51.8 右齿面:51.3 齿顶部:61.6 |
左齿面:2.52 右齿面:2.42 齿顶部:3.10 |
1351 |
|
正常齿 |
左齿面: 61.0 右齿面:60.7 齿顶部: 61.5 |
左齿面: 2.41 右齿面:2.26 齿顶部:3.05 |
1366
|
|
要求值 |
58~62 |
2.00~3.50 |
1080~1500 |
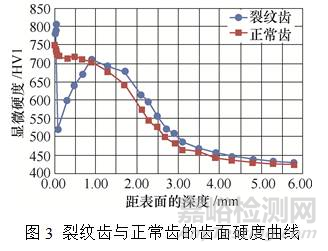
图3给出裂纹齿与正常齿的齿面硬度曲线。正常齿的表面硬度最高722 HV,自表面向内部逐渐降低。心部硬度(抗拉强度)与渗层深度均符合技术要求,齿轮经历了正常的热处理工艺过程。裂纹齿与正常齿的表层硬度差别很大。裂纹齿受磨削烧伤的影响,显著降低齿面硬度至524 HV,影响深度为0.70~0.90 mm。
4.金相检验
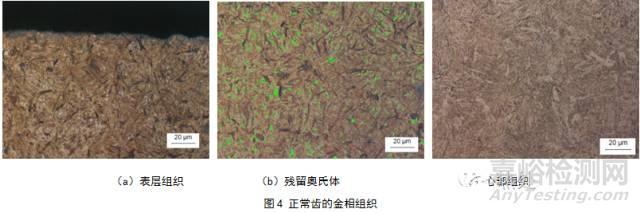
表4给出了金相组织检验结果。由于磨削量较大,热处理后的表面氧化层(0.01~0.02 mm)已完全去除,均未检测到。渗碳层均无碳化物,心部组织均为低碳板条马氏体,无块状铁素体。正常齿的渗碳层为弥散分布的细小针状马氏体,残余奥氏体含量为6%,符合技术要求,见图4。裂纹齿的渗碳层残余奥氏体因磨削烧伤的温度升高而发生组织转变,几乎无残留奥氏体。
表4 渗碳层的金相组织
|
试样 |
氧化层/μm |
碳化物/μm |
残留奥氏体含量/% |
心部组织 |
|
裂纹齿 |
No |
No |
烧伤区:无 |
板条马氏体 |
|
正常齿 |
No |
No |
6% |
板条马氏体 |
|
要求值 |
Max 38 |
Max 10 |
Max 20 |
板条马氏体 |
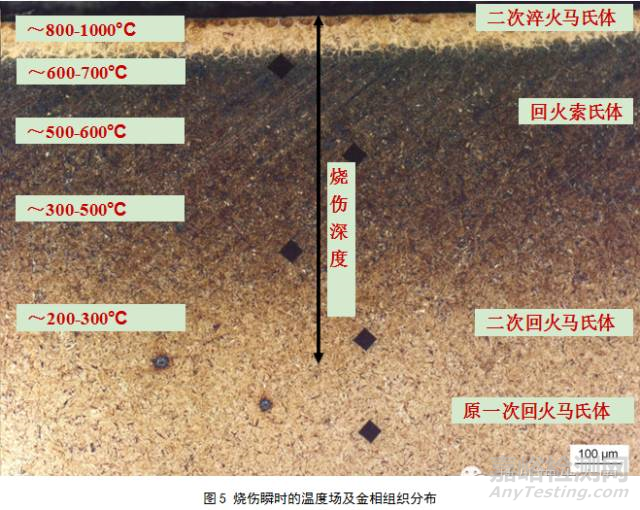
(1)烧伤特征 磨削热产生的温度,从表至里逐渐降低,因此磨削烧伤使齿面也由表至里有规律地发生组织转变,导致硬度产生变化。图5给出了典型烧伤区域的状态,磨削热的影响深度约0.75 mm,这与硬度-深度曲线的结果(图4)吻合。齿面由表至里的金相组织转变为二次淬火马氏体、回火索氏体、二次回火马氏体、原一次回火马氏体。结合以上的硬度分析,可以推测出磨削烧伤产生瞬时的温度场梯度。
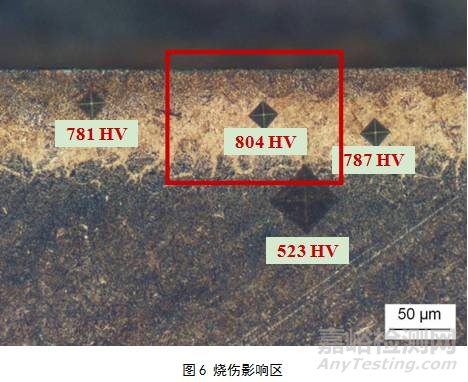
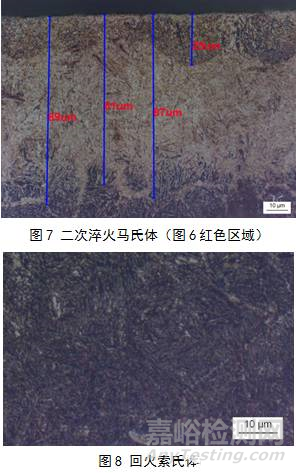
注意到图5最外面有1个白亮色层,该层组织为强烈的磨削热与冷却液共同作用而得到的二次淬火马氏体。图6与图7佐证了这一点,二次淬火层深度约0.90 mm,其硬度应该显著增加,测试值为781~804 HV。另外还应注意到,最外面有大约1个晶粒深度的晶粒过烧现象,表明磨削热相当剧烈,使齿面温度剧升,甚至超过1000℃。二次淬火层下侧即为回火烧伤区,硬度显著下降。随着回火温度降低,逐渐由黑色转变为棕褐色/棕黄色,磨削热产生的温度使其依次发生回火索氏体(图8)转变、回火马氏体转变,硬度下将的趋势也逐渐减弱。
(2)裂纹特征 首先考察二次磨削后裂纹区的显微特征。图9由5张金相图片拼接而成,裂纹产生于磨削烧伤区(黑褐色区域)。早在1979年Torrance教授[1]研究证实,未烧伤工件表面从未发生磨削裂纹,磨削裂纹总是与工件的烧伤有关,裂纹总是由其附近的烧伤诱发而产生的。图9可以看出,裂纹沿磨削烧伤影响区呈弧形向前扩展,沿裂纹扩展方向,裂纹宽度逐渐变窄。本研究中,裂纹最大深度约为1.45mm,长度8.50~10.50 mm。裂纹长大方向的一侧为大面积烧伤带,另一侧为正常区域。正常区域为渗碳淬火热处理后的一次回火马氏体,未受到磨削的热影响。

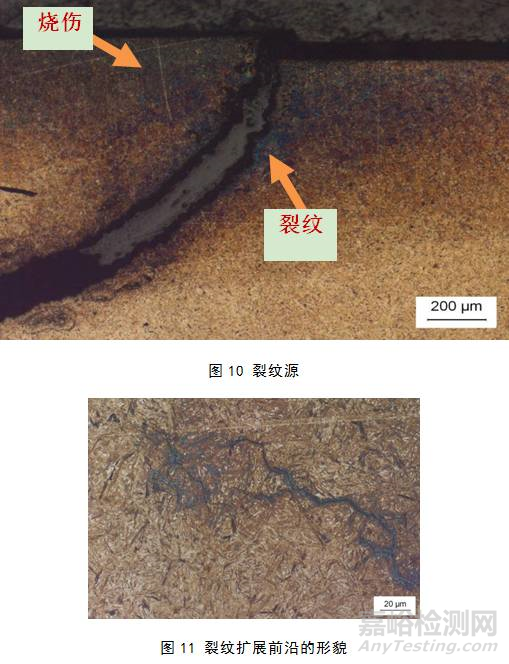
图10显示了裂纹源附近的特征,裂纹最大宽度约0.18 mm,裂纹开口翘起高度为0.08 mm,说明裂纹源位置在开裂之前承受了巨大的拉应力,产生较大的宏观塑性变形。图11给出了裂纹扩展前沿的形貌,可以看出明显的沿晶断裂的特征。Torrance教授[1]曾报道,裂纹形核于二次淬火区域的内侧,大体上沿垂直于表面的方向穿过回火烧伤区域,在回火区域之下主裂纹会分岔,通过与原奥氏体晶粒晶界的对比,确认裂纹呈现沿晶断裂形貌,与淬火裂纹是一样的。本文所观察的磨削裂纹,基本与之一致。然而,因原一次回火马氏体区域的强度较高,主裂纹在穿过回火烧伤区之后发生明显的转折,裂纹的扩展方向大体与齿面平行。这一点,Torrance教授没有提及。随着裂纹扩展的进行,残余应力也逐渐释放,裂纹长大的驱动力降低,裂纹的宽度变小;裂纹停止长大前,长大方向又转向更容易发生开裂的回火烧伤区,如图9。
四、失效分析
1.烧伤原因
磨削加工对工件表面产生的缺陷分为3类:二次淬火烧伤、回火烧伤和裂纹[2]。当表面温度超过钢的回火温度而不超过Ar1线(~730℃)时,磨削表面将发生回火,即回火烧伤;烧伤的局部因而变软,在应力作用下发生塑性变形。当温度超过Ar1线后,就会形成奥氏体,随后立即因快速冷却发生淬火,形成脆硬的马氏体组织,即二次淬火烧伤;二次淬火烧伤,总是在其内侧伴随着回火烧伤;马氏体组织呈膨胀状态,表层处于压应力作用。
烧伤的直接原因是,砂轮片与齿面在一定压力下产生大量的热量,冷却液未能及时有效地带走,致使齿面温度剧烈骤升,结果使齿面发生高温回火;温度过高则会导致奥氏体化,甚至奥氏体晶粒过烧,在冷却液作用下发生二次淬火。一般齿面磨削烧伤的原因,与磨削加工的工艺参数有关,与原材料/热处理基本无关。影响齿面烧伤的因素主要有:砂轮片的粒度/硬度/转速,修行间隔,进给量,磨削前进速度,磨削压力,冷却液的能力/流量/速度/角度等。对于本次磨削烧伤,结合实际现场调查,由于冷却液喷嘴位置不良,冷却液未能有效地将磨削热量带走,引起齿面温度急剧升高,引起渗碳层组织转变,造成烧伤现象。
2.裂纹原因
引起磨削裂纹的因素有,内因(原材料质量/热处理工艺)和外因(磨削工艺)。关于原材料缺陷,主要是较大的非金属夹杂物,严重的带状组织或冶金成分偏析。关于热处理,渗碳淬火齿轮表面磨削裂纹可能因素有晶粒粗大或马氏体针粗大,网状碳化物,过多的残留奥氏体含量(20%以上)。关于机加工磨齿工艺,如上述的引起烧伤的因素,都可能造成热应力过大而引起齿面开裂。结合以上检测分析结果,从3个方面讨论该齿轮的裂纹原因。
(1)原材料分析 影响磨削裂纹的原材料因素主要是冶金质量,包括化学成分,低倍缺陷(如偏析、疏松),和高倍缺陷(如非金属夹杂、带状组织)。经光谱分析与非金属夹杂物检验,原材料符合技术要求,不具备有利于烧伤或裂纹的因素。
(2)热处理分析 检测结果显示,渗碳淬火后齿面硬度与金相组织达到技术要求,齿面硬度60.7~61.8HRC,表面碳含量为0.72%,表层组织为细小的针状马氏体,无碳化物,残留奥氏体6%,远低于要求的20%。Tkhagapsoev等[3]研究表明,组织的非均匀性是产生残余内应力的根本原因,而残余内应力在裂纹形成中占主导地位。当表面碳化物尺寸达到6~10µm时,容易产生磨削裂纹,若碳化物发生聚集,裂纹趋势急剧增加。渗碳层的表面碳含量降至0.60~0.75%时,几乎不产生碳化物,渗碳层与心部的马氏体转变温度差异显著缩小,残余应力也相应减小。此条件下,齿轮表面形成磨削裂纹的可能性降低,即热处理后齿面不具备利于磨削裂纹的因素。
(3)磨削分析 1976年Hahn提出了关于磨削应力的热塑性理论[4],在回火烧伤区,最大拉应力产生于工件表面的烧伤区域的中心位置;然而当二次淬火发生时,淬火区域受相变的影响而呈压应力状态,与其紧邻的回火烧伤区则呈最大拉应力状态,裂纹最容易在这里形核。裂纹沿原奥氏体晶界扩展,是与工件在热处理时产生的内应力有关的。Stickels[5]发现在奥氏体化过程中,碳化物更倾向于在奥氏体晶界溶解,而非奥氏体晶粒内部。当工件淬火时,马氏体将首先在奥氏体的贫碳区(晶粒内部)形成,随着淬火进行,马氏体片朝着晶界方向迅速长大,不同位向的马氏体片可能在晶界发生撞击,引发强烈的局部应变,也就可能造成沿晶的淬火显微裂纹。即便未形成淬火裂纹,原奥氏体晶界仍是强度的薄弱区,成为磨削裂纹扩展的快速通道。Wojcik等[6]发现,二次淬火区的深度可达到0.213mm,磨削裂纹可深入0.14~0.68mm,磨削裂纹的产生与砂轮的磨料、线速度、切削用量、冷却液等息息相关。
对于本次磨削裂纹,由于冷却液喷嘴位置不良,造成烧伤现象。原残留奥氏体发生转变,随温度升高而转变为回火马氏体,300℃基本转变完成。温度继续升高,发生二次淬火,由外至内,从原来的一次回火马氏体转变成二次淬火马氏体、高温回火索氏体、二次回火马氏体;淬火马氏体、一次回火马氏体、二次回火马氏体、回火索氏体的比体积依次较小,相变必然引起比体积的变化;而比体积的变化则引起组织应力,再加上急热急冷造成的热应力,在烧伤影响区附近形成强烈的拉应力,二次淬火烧伤与高温回火烧伤的过渡区所受的拉应力水平最高。一旦拉应力超过其抗拉强度,即萌生裂纹。从宏观上看,裂纹大体沿烧伤影响区的边界向前扩展;从微观上看,受原奥氏体晶界的影响,裂纹在长大时表现为曲折前进[1],即沿晶断裂特征。
五、结语
本研究中,因磨削工序中冷却液喷嘴长时间未调整,处于不良的角度位置,冷却液未能有效地将磨削热量带走,引发磨削烧伤并产生裂纹,造成生产浪费。实际生产中,应从“人、机、料、法、环”等各方面加强过程质量控制,将发生磨削烧伤/裂纹的可能性最小化。首先加强来料检验,如成分分析、无损探伤以及纯净度检验;其次,保证热处理工艺处于稳定的控制,获得合格的渗碳硬化层显微组织与心部组织;再次磨削加工中,合理选择砂轮的磨料、硬度及粒度,控制冷却液的成分、流量及角度,优化工艺参数:砂轮线速度、磨削深度、进给量、砂轮修整周期等。

来源:Internet


