您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2019-07-26 16:47
反应堆压力容器主螺栓
是固定反应堆压力容器筒体和顶盖的重要承压部件,属于检测规程的必检范畴,因而其在制造和使用过程中需要受到严格的品质控制和定期检测,以确保其能高效、安全地运行。
在美国机械工程师协会(ASME)无损检测规范中和《法国核电厂核岛机械设备在役检查规则》中都要求对压力容器主螺栓进行涡流检测,其检测范围为主螺栓的上部和下部螺纹区;而且,反应堆压力容器主螺栓长期处于高温、高压、高辐射及交变应力环境下,易产生多种类型的缺陷,主要缺陷类型包括应力裂纹、氧化腐蚀、变形(冲击、敲击)、材料缺损、磨损等,缺陷形成的部位包括齿顶、齿面和齿根。
固定布局
1、主螺栓基本结构
主螺栓一般为双头螺栓,上下两段为紧固螺纹,最上部还有供螺栓安装和拆卸用的拉伸螺纹。其规格一般为M90到M160,长度约1~2 m,材料一般为碳钢,属于铁磁性材料。主螺栓结构示意如图1所示。
图1 主螺栓结构示意

2、检测设备
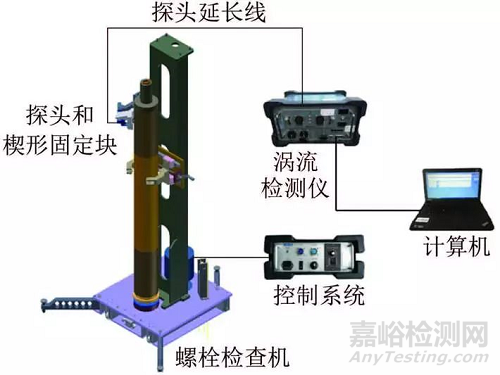
主螺栓涡流检测系统一般包括螺栓检查机、涡流检测仪、涡流探头、控制系统、计算机和数据采集分析软件等。检测时,将被检主螺栓放置在检查机的工作平台上,同时将涡流探头与楔形固定块连接,由电机驱动检查机转动,同时带动受检螺栓旋转;与被检主螺栓具有相同螺纹尺寸的楔形探头固定块啮合在受检区域的螺纹上,并在主螺栓旋转作用的带动下沿其法线方向运动,从而完成整个受检螺纹区的检查。检测系统连接示意如图2所示。
图2 检测系统连接示意
3、检测方法
主螺栓涡流检测方法为幅值判伤法,检测区域为两段紧固螺纹区的表面及近表面。在检测开始前,检测人员需使用标定螺栓和涡流探头对仪器进行系统标定,标定螺栓上至少有一组沿螺纹根部加工的周向切槽,切槽的深度分别为0.5,1,2 mm。标定螺栓结构示意如图3所示,典型的标定螺栓涡流检测信号如图4所示。检测流程如下所述。
图3 标定螺栓结构示意
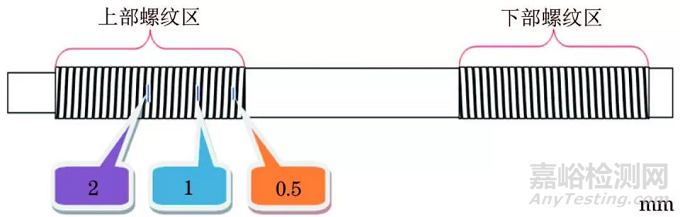
图4 典型的标定螺栓涡流检测信号

(1) 标定螺栓上深度为1mm人工切槽的信号幅度调整为满屏高度的40%以上。
(2) 相位调整应使显示屏上的本底噪声信号水平。
(3) 将标定螺栓上深度为1mm的人工切槽的信号峰-峰(VP-P)值设置为10V。
(4) 标定螺栓上深度为0.5mm的人工切槽所产生的信号应能与本底噪声信号明显区分。
(5) 设置参数保存,受检螺栓开始检测。
4、常见缺陷分析
在核电站反应堆压力容器主螺栓的涡流检测中,虽然在理论上存在多种类型的缺陷,但根据多年现场检测经验分析,常出现的缺陷有变形、材料缺损和磨损3类。通过分析此3类涡流信号的形成特征,并且结合目视检测图片,能够更加直观地辨别缺陷和伪缺陷。
No.1 变形
变形是在螺栓安装和拆卸过程中,由于机械操作不当而形成的缺陷,此类缺陷信号的特点是幅值一般较大,通过目视检测很容易发现。螺栓典型齿顶变形信号如图5所示。
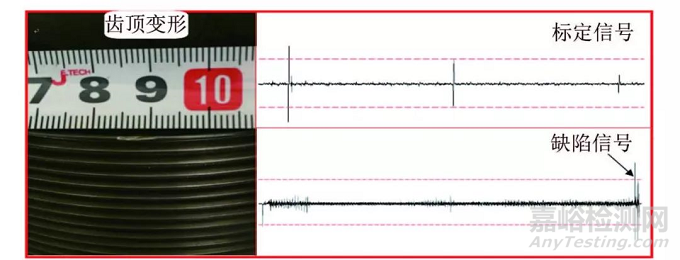
图5 螺栓的典型齿顶变形信号
No.2 材料缺损
材料缺损同样是在安装和拆卸过程中由于机械操作不当而形成的缺陷,此类缺陷信号的特点是幅值一般较大,并常在螺栓上部螺纹区的齿顶或齿面出现,目视检测同样也很容易发现。螺栓典型齿顶和齿面材料缺损信号如图6,7所示。
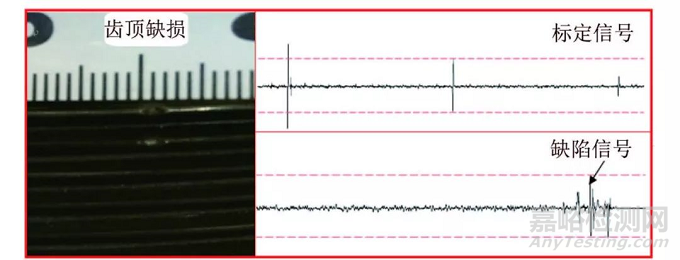
图6 螺栓的典型齿顶缺损信号
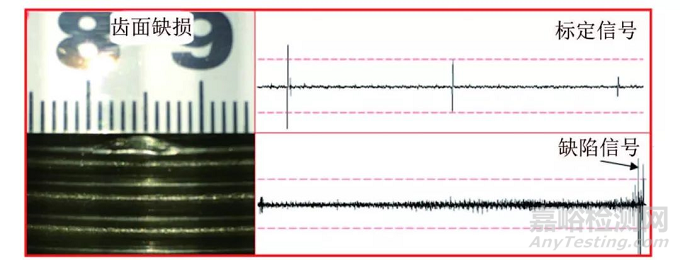
图7 螺栓的典型齿面缺损信号
No.3 磨损
相对于以上两类缺陷,磨损类缺陷出现的几率一般很小,涡流信号的幅值也不大,对螺栓后续使用的影响程度较小,造成的危害几乎可以忽略不计。此类缺陷通常位于螺纹的齿面,为螺纹加工时残留在齿面的铁屑或刀具造成的点状凹凸坑,或后期用砂纸修复时留下的打磨痕迹。螺栓的典型磨损信号如图8所示。
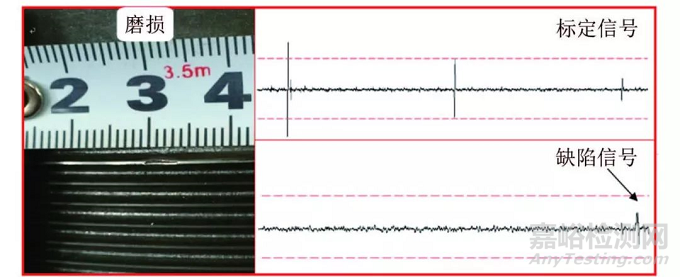
图8 螺栓的典型磨损信号
5、噪声分析及抑制
5.1 噪声形成原因
1、螺纹区表面附着物形成的噪声。为了防止在反应堆压力容器运行一段时间后,螺栓和螺纹孔生锈咬死而难以拆卸,于是现场安装时会在螺纹处涂上一层防锈物质,检测时需要对这些防锈物质加以清洗,但如果清洗不彻底,螺纹区的残留物质会给涡流信号带来噪声。
2、螺栓本身材料不均形成的噪声。螺栓在加工制造过程中,如果材料不均会形成噪声信号,此类噪声的特点一般比较均匀,存在于整个螺纹区,以连续的正弦波状出现。
3、螺纹区局部镀层脱落形成的提离效应。为了防腐,在螺栓表面增加了一层均匀的磷化镀层,但在螺栓安装和拆卸过程中,镀层会受到一定破坏而产生不均匀的脱落,又由于涡流探头的灵敏度高,对这些变化区域特别敏感,从而引起电导率或磁导率的变化,最终形成较大的提离信号。
4、外部电磁干扰影响形成的噪声。涡流检测的基本原理是电磁感应,其对用电环境的要求非常苛刻,必须时刻提供“清洁”的电源,如果检测现场周边存在焊接及打磨工作等,那么易形成外部电磁噪声,对涡流信号干扰更为严重。
5、探头损坏形成的噪声。由于涡流探头是点式探头,检测时需与螺纹长时间摩擦,其自身寿命不是很长,当工作一段时间后,线圈就会损坏,从而形成噪声。
6、检测设备不稳定形成的噪声。目前,国际上通用的螺栓涡流检测设备都为垂直式,即螺栓垂直放置于检测设备上,当电机带动螺栓旋转时,由于重心高,装置整体晃动较大,给整个装置带来大量系统噪声。
5.2 噪声抑制方法
1、检测前必须用专用的除锈液对螺纹区进行仔细清洗,待彻底干燥后才能进行检测,如果在检测过程中发现某些局部仍有残留物存在,则要针对局部进行反复清洗,直到噪声不影响检测为止。
2、材料不均形成的噪声是在制造过程中形成的,目前还没有很好的噪声抑制方法,但在实际检测中,如遇到连续正弦波状信号,可通过目视检测(进行辅助分析)来最终确定是否为真正的缺陷信号。
3、对于镀层脱落形成的噪声,目前唯一能够抑制的方法就是进行退镀后再检测。
4、外部电磁干扰是检测过程中最常遇到的一种噪声,目前主要的抑制方法有归零法(即接地)和稳压法(使用不间断电源UPS)。
归零法:接地是为了抑制噪声和防止干扰,保证设备的电磁兼容性、提高可靠性的重要技术措施,正确的接地既能抑制干扰的影响,又能抑制设备向外发射干扰。检测中通常的作法是将涡流检测仪或者其他电气控制箱的面板用导线进行接地处理,但导线的另一端尽可能接在与大地相连的金属结构处。
稳压法:使用UPS的目的是为了获得尽可能“清洁”的电源,因为当外电源输入UPS后,UPS将外电稳压后提供给负载使用,这样经稳压后的电压不会由于外电交变电流不稳定而受到电磁干扰。
5、探头与固定夹连接时,要保证探头的顶部与螺纹的齿根良好啮合,啮合紧会增加探头的磨损程度、啮合松则影响信号的幅度,保持一个合适的位置既能减小探头的磨损,又不影响信号的品质,最终增加探头的使用寿命,因此探头安装前应仔细检查,当发现较大的由于探头磨损引起的噪声信号时,应当及时更换探头。
6、对检测设备进行重新设计,将垂直式改为水平式,即将被检测螺栓水平放置于检测装置上,并且采用螺栓固定探头旋转的方式进行检测,从设计上尽量避免机械振动带来的系统噪声(该方法目前仅是理论)。
作者:冯俊,高继峰 (核动力运行研究所)
作者简介:冯俊,工程师,主要从事核设备的涡流检测和相关技术工作。

来源:Internet


