您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2018-07-27 14:25
一种高承载能力半轴齿轮,锥齿大端模数10.3,净重3.3kg,采用精密锻造+渗碳淬火工艺。为了满足该齿轮的弯曲疲劳强度设计要求,心部硬度需在38~45HRC范围内,弯曲疲劳强度达到最大值。故通过选取不同的钢材、以及同一材料不同的端淬值,在一定的热处理工艺条件下反复试验,摸索规律,稳定地控制齿根心部硬度(齿宽中部横截面上,轮齿中心线与齿根圆相交处):35~40HRC;节圆心部硬度(齿宽中部横截面上,轮齿中心线与节圆相交处):38~45HRC;心部铁素体的量≤5%。
1.材料的选取
(1)化学成分
材料的化学成分确定了材料端淬值的范围,而对于某一特定结构的齿轮,端淬值对心部硬度起决定性因素。首先选取SAE8620H材料,经过了数轮的材料端淬值试验选取和热处理工艺试制,该产品的节线心部硬度均在34HRC以下。为了提升齿轮的心部硬度,经过成分、使用性能类比分析(表1位SAE8620H与22CrMo材料主要化学成分对比),选用淬透性更好22CrMo材料。
表1 SAE8620H与22CrMo材料主要化学成分(质量分数)对比(%)
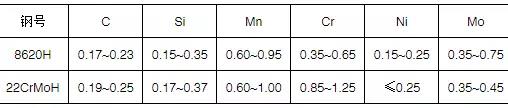
采用22CrMo材料比8620材料有两个明显的优势:
①材料原始碳含量提高了0.02%,可以提高心部的淬硬性。
②其中Cr元素含量增加约0.50%,可以显著提高材料的淬透性,为后续热处理工艺参数的调整留有较宽的范围。
(2)细化确定材料的端淬值
在综合考虑节圆心部硬度和齿根心部硬度的要求,我们选取淬透性较好的22CrMoH1(表2位22CrMoH淬透性带)。经过数轮热试发现,该模数齿轮的心部硬度与端淬值J15有较强的对应关系。不同的J15值应采取不同的淬火工艺。为了减少心部硬度的散差,从而更好地选取和固化热处理工艺参数,将22CrMoH1最细分选料为34HRC≤J15≤37.5HRC和37.5HRC<J15≤41HRC两组。
表2 22CrMoH淬透性带
|
钢号 |
热处理规范 |
淬透性要求HRC |
|
|
正火温度/℃ |
淬火温度/℃ |
J15 |
|
|
22CrMoH1 |
925±10 |
925±5 |
34~41 |
|
22CrMoH2 |
925±10 |
925±5 |
30~36 |
|
22CrMoH3 |
925±10 |
925±5 |
32~39 |
(3)验证22CrMoH1材料
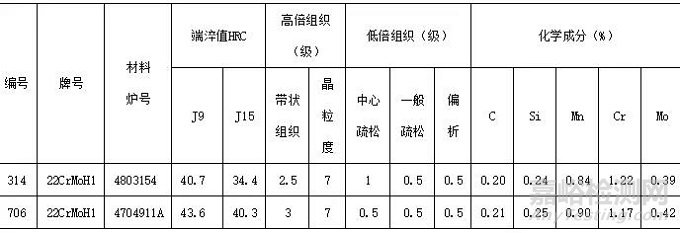
分别挑选接近J15端淬值下限的34.4HRC和上限的40.3HRC的两批材料进行对比热处理试验(见表3),只要采用相应的渗碳淬火工艺,端淬值偏下限的材料也能将心部硬度控制在技术范围以内。
表3 22CrMoH1材料试验选取
2.热处理工艺参数的选取
(1)淬火温度对心部硬度的影响
对22CrMoH1编号314材料进行热处理工艺试验。在爱协林多用炉渗碳淬火,淬火条件相同的情况下,包括采用相同的好富顿355等温淬火油,淬火温度在该材料Ac3温度上提高50℃,其心部硬度明显提高了5~6HRC,通过这次试验发现:针对某一产品选取淬火温度很有必要,是影响心部硬度的重要因素之一。
表4 淬火温度对比试验
|
淬火温度 |
编号314材料 |
|
|
节圆心部硬度HRC |
齿根心部硬度HRC |
|
|
830℃淬火 |
35.2 |
33.2 |
|
870℃淬火 |
41.5 |
38.2 |
|
相差值 |
6.3 |
5.0 |
(2)淬火油类型对心部硬度的影响
不同类型淬火油的冷却特性不一样,采用常见的好富顿G油与好富顿355等温淬火油进行对比试验。通过表5可以看出相同渗碳淬火工艺,好富顿G油比355等温淬火油淬火后,该产品心部硬度要高3~5HRC。
表5 22CrMoH1材料淬火油淬火对比试验
|
淬火油类别 |
编号314材料 |
编号706材料 |
||
|
节圆心部硬度HRC |
齿根心部硬度HRC |
节圆心部硬度HRC |
齿根心部硬度HRC |
|
|
G油淬火 |
39.3 |
36.0 |
44.5 |
42 |
|
355油淬火 |
34.7 |
31.0 |
40 |
39 |
|
相差值 |
4.6 |
5.0 |
4.5 |
3 |
(3)淬火冷却条件(包括淬火油温、油搅拌速度)对心部硬度的影响
分别对表3中靠近上限、下限端淬值的22CrMoH1材料进行热处理工艺试验。在其他淬火条件相同的情况下(均为好富顿355等温淬火油),提高淬火冷却剧烈程度,将淬火油温由120℃降低到100℃,同时油搅拌器转速由600r/min提高到1400r/min,其心部硬度明显提高3HRC以上(见表6)。通过这次试验发现:对于某一特定重量和形状的产品可以控制淬火冷却烈度提高心部硬度。
表6 冷却剧烈程度对比试验
|
淬火油温及油搅拌速度 |
编号314材料 |
编号706材料 |
||
|
节圆心部硬度HRC |
齿根心部硬度HRC |
节圆心部硬度HRC |
齿根心部硬度HRC |
|
|
120℃,600r/min淬火 |
41 |
38 |
40 |
39 |
|
100℃,1400r/min淬火 |
38 |
34.7 |
44.5 |
42 |
|
相差值 |
3 |
3.3 |
4.5 |
3 |
(4)装炉量对心部硬度的影响
装炉量对产品的心部硬度也有一定影响,主要和油池体积及油循环状况有关,装炉量适中,可以确保同炉产品心部硬度散差较小。爱协林多用炉最大装料量为1000kg(包括料具重量),经过10炉产品的生产发现,为了控制同一炉最上层与最下层产品心部硬度散差在2HRC以内,装炉量最佳值约为最大装炉量的一半。
3.从金相显微组织上对齿轮心部硬度差异的分析
(1)预备热处理是影响齿轮淬火后心部硬度散差的重要因素之一
锻造后正火金相组织应严格控制:基体组织为均匀分布的铁素体+珠光体(F+P),级别≤3级,不允许存在魏氏体、贝氏体、马氏体等非平衡组织;退火状态下,钢材带状组织应≤3级。锻造后正火未消除的粗大晶粒、魏氏体组织,引起淬火后心部组织粗大、不均匀,增加了心部硬度的散差。
(2)淬火后心部金相组织与心部硬度的关系
由于该产品齿轮模数较大,在淬火冷却过程中,产品心部并未完全淬透,淬火后心部主要是低碳马氏体和索氏体组织,甚至析出游离状铁素体。经过实验发现,在当前的生产条件下,该产品淬火温度低于材料Ac3温度10~15℃以上,齿轮心部就会出现较多的铁素体,导致零件的心部硬度偏低。
4.结语
影响精锻半轴齿轮心部硬度的主要因素是材料、热处理工艺参数、淬火油类型、冷却条件,提高精锻半轴齿轮心部硬度可以从以下五个方面进行控制:
(1)选用原始碳含量较高、淬透性较好的钢材牌号。
(2)根据具体钢种及J15值适当提高淬火温度。
(3)选用冷却性能好的淬火油,使心部充分获取板条状马氏体组织。
(4)选取较快的淬火冷却条件,如提高油搅拌速度,降低淬火油油温,从而增加产品心部冷却速度,减少心部铁素体的析出量。
(5)原材料偏析及预备热处理的合理要求。
经过数批次生产,通过上述控制方法,该产品心部硬度均能很好的满足技术要求,节圆心部硬度波动约±1HRC。

来源:热处理生态圈


