您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2024-05-20 19:17
目的:对冻干制品外观检查的方法进行分析,寻找出适宜冻干制剂高效、经济的外观检查方法。
方法:对人工灯视检查和全自动灯检进行分析比较,结合日常制品灯视检查中的问题进行探讨研究。
结果:通过Knapp-Kushner测试结果证明全自动灯检可以代替人工灯检,但结合实际灯视检查情况,对于冻干制剂来说单一使用灯检机会导致误剔率较高。
结论:对于冻干制剂的外观检查,需要将全自动灯检与人工灯视检查有机结合,这种混合的检查方式可以充分利用全自动灯检机帮助企业降本增效。
随着药品需求的日益增长及生产设备的快速更新,为了保证药品生产质量并且达到国内外法规要求,灯视检查成为药品生产中不可或缺的检查项目之一,冻干制剂作为常见的生物制品剂型,因其特殊的性状,更适用灯视检查,现针对冻干制剂灯视检查相关问题进行浅析。
1、灯视检查方法介绍
《中国药典》(三部)生物制品通则规定:制品在包装前应按照各论中的要求进行外观检查。制品外观检查的方法有人工灯视检查和全自动灯检。
1.1人工灯视检查
在澄明度检测仪下,将照度值调整至规定范围内,在适宜制品检查的背景板前,取规定量供试品,除去容器标签,擦净容器外壁,必要时将药液转移至洁净透明的适宜容器内,将供试品置遮光板边缘处,在明视距离(指供试品至人眼的清晰观测距离,通常为 25cm),手持容器颈部,轻轻旋转和翻转容器(但应避免产生气泡),使药液中可能存在的可见异物悬浮,分别在黑色和白色背景下目视检查,重复观察,总检查时限为 20秒。供试品装量每支(瓶)≤10mL,每次检查可手持2支(瓶)。≥50mL大容量注射液按直、横、倒三步法旋转检视。供试品溶液中有大量气泡产生影响观察时,需静置足够时间至气泡消失后检查[1]。
1.2全自动灯检
使用一种高效的、精准的自动检测设备对制品的外观进行检查;以全自动灯检代替人工灯检[2]。全自动灯检机可实现对药品外观的全自动灯视检查。
全自动灯检机介绍:市面上现有的全自动灯检机主要分为两类,一类为通过拍摄成像来实现制品的外观检查,其原理为通过光源对制品的各个部位照射,使用工业相机对每个部位拍照检查,将所有照片与预先设定的检查框参数进行分析对比,以此判断每一瓶制品是否合格;另一类为通过SD检测方法来实现制品的外观检查,其原理为通过集光透镜把制品影子投射至传感器上,通过影子引起的电压变化判断制品外观是否符合要求[3]。
2、冻干制剂的Knapp-Kushner测试
通俗来说,全自动灯检机其实就是为了代替人工对制品进行外观检查及判断。如何保证其可靠性、准确性、有效性成为衡量全自动灯检机性能的关键指标。为确保其效能达到预期标准,通常采用Knapp试验证明其能够代替人工。《中国药典》规定使用全自动灯检机代替人工灯视检查时:“应对相关设备进行验证,并对比评估全自动灯检和人工灯检的检测效能(如Knapp-Kushner测试),设备使用前应进行校准和检查。”[1]。以我公司现使用的意大利全自动灯检机为验证设备,与灯视检查人员进行Knapp验证。该全自动灯检机为摄影成像检测原理,共有8个检查站位,各检查站位及检查范围见表1。全自动灯检机在实现对每一瓶制品外观全方位检查的同时,还可以实现对制品密闭性的检查。
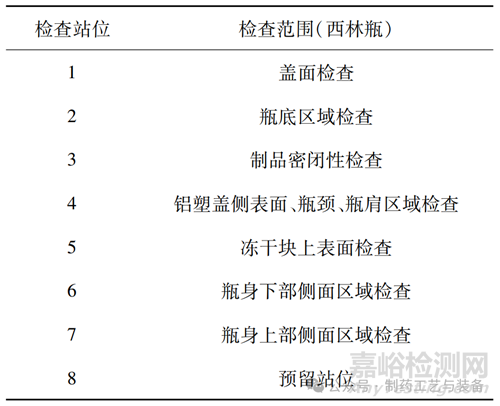
表1 全自动灯检机检查站位及检查区域
2.1制品外观检查
检查站位1和检查站位2为制品静态时拍下检查照片,对西林瓶瓶盖的颜色、瓶盖的完整性及西林瓶瓶底、冻干饼块下表面性状进行检查。检查站位3至检查站位7为上、下底模具固定住西林瓶瓶盖及瓶底,高速旋转西林瓶,检查相机与被检查制品相对静止状态下,高速连续拍下多张照片,确保在旋转过程中所拍照片包含制品的每一个角度,连续拍照所得照片组合起来满足制品360°,通过对拍下的所有照片进行分析对比,对西林瓶的轧盖区域、胶塞区域、瓶身区域及冻干饼块的上表面、侧表面进行检查[3]。如西林瓶瓶身处有冻干块挂壁时,高速旋转拍下的影像中,该挂壁会形成运动轨迹,全自动灯检机会将该瓶西林瓶剔除至预定轨道,判为不合格品。
2.2制品密闭性检查
全自动灯检机密闭性检查站位由激光能力发射站与接收站组成。发射站发射出一定能量的激光,通过西林瓶冻干饼块以上区域,再由接收站进行接收。通过对比发射出的激光能量与接收到的能量之间的损耗,运算得出西林瓶中氧气的含量,以此来检查西林瓶的密闭性[4]。
2.3Knapp验证
Knapp-Kushner测试方法:准备 250瓶制品,选取可以代表自己企业灯检水平的工作人员对准备的制品进行检查,重复 10次,由全自动灯检机对准备的样品也进行 10次灯检。对人检和机检的质量因数进行计算和比较,判断两者的效能[5]。质量因数(FQ):剔除次数/总检测次数×10,对于 FQ值在 7~10之间的用于计算效能。本次实验选择的 250瓶验证样品,其中 180瓶为未经过灯视检查随机抽样的制品,12瓶为真空不合格品、12瓶轧盖不合格品、12瓶挂壁不合格品、12瓶装量不合格品、10瓶冻干性状不合格品、12瓶西林瓶损伤不合格品(以上不合格品均为日常生产中收集到的不合格品)。由人工对每一瓶制品的外观及密闭性进行检查,相同制品、相同工作量的前提下,对人工灯灯视检查效果与全自动灯检机灯视检查效果进行对比。本验证测试集的人工灯视检查不合格品检出次数见表 2,全自动灯检机不合格品检出次数见表3。
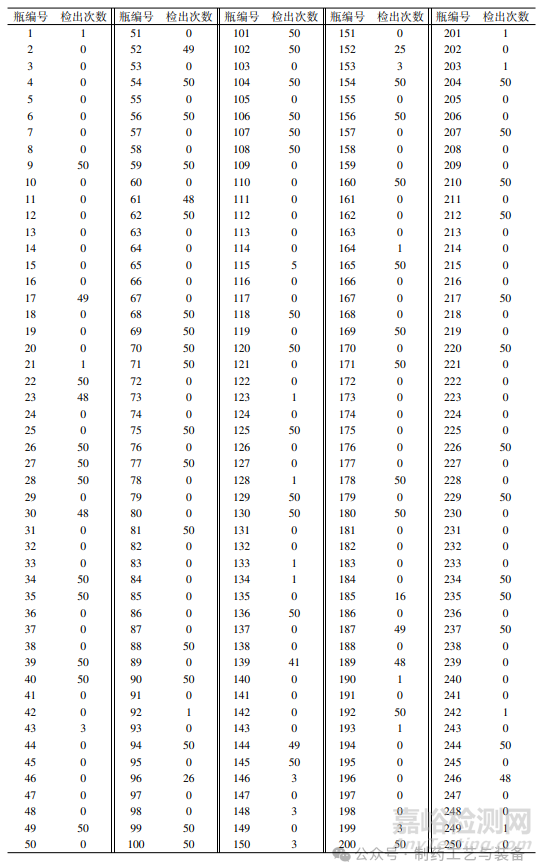
表2 人工灯视检查不合格品检出次数
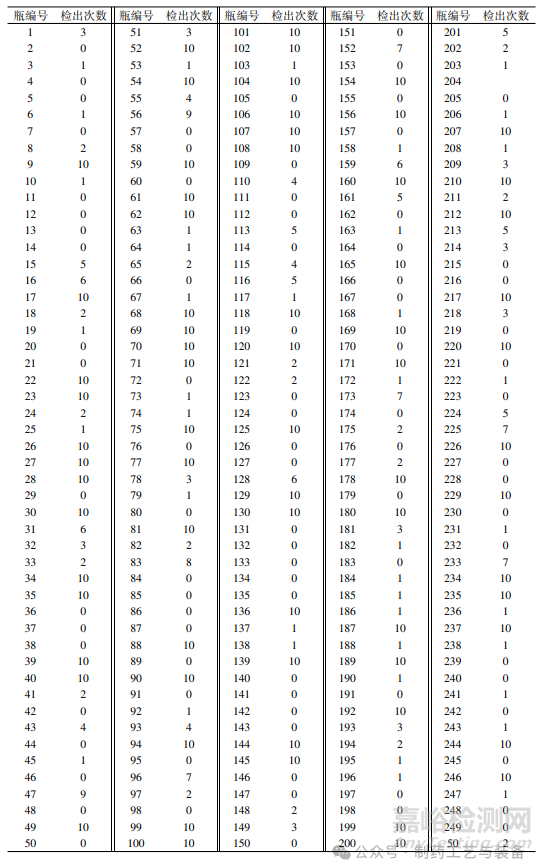
表3 全自动灯检机不合格品检出次数
根据本次Knapp-Kushner测试验证中各编号样品的检出次数,计算 250瓶样品的 FQ值。人工灯视检查 FQ值在 7到 10之间的 71瓶制品 FQ值之和为 704.25,该 71瓶制品在全自动灯检机灯检中,FQ值之和为 709.00。两种方式灯视检查效能之比按照公式计算,即全自动灯检机效能/人工灯视检查效能×100% =100.67%。证明全自动灯检机灯视检查效能高于人工灯视检查效能。对全自动灯检机进行Knapp-Kushner测试,验证其效能大于或等于人工灯视检查效能,证明全自动灯检机参数设置合理、有效。并且在本次Knapp-Kushner测试验证中发现有8瓶制品在全自动灯检机剔除区域之间但不在人工灯视检查剔除区域之间。人工灯视检查该 8瓶制品均符合合格品标准,观察该8瓶全自动灯检机检查画面发现:47、83号制品因水印造成剔除;96、152号制品因铝盖表面有直径为 2mm的小面积轻微凹陷造成剔除;173、199号制品为药品粉末在瓶身吸附造成影响剔除;225、233号制品为轧盖平整稍不饱满造成剔除。由此可以得出同样制品全自动灯检机较人工灯视检查更为严格、检查标准更高,全自动灯检机可以更为精准地发现人工肉眼不容易察觉的微小外观差异,对于有较小或不明显的西林瓶外观缺陷类制品,全自动灯检机剔除率高于人工。这类制品就需要企业制定相关复检流程和规定,对某些机器剔除的制品再次人工复检,从而避免这种因误剔除造成的浪费。
全自动灯检机灯视检查速度为每分钟300瓶,本次验证中机检10次共耗时15分钟。人工灯视检查耗时最短的操作人员需166分钟,耗时最长的操作人员需209分钟。通过两种灯视检查时长的对比发现,相同工作量的前提下,全自动灯检在生产速度上具有明显的优势。人工灯视检查受灯视检查操作人员的熟练度、疲劳程度影响较大。随着药品产量的大幅度增加,人工灯视检查成为提高药品产量的一大限制因素。人员灯视检查能力、疲劳程度、连续工作时长以及工作环境照度要求等因素在一定程度上限制了药品产量的提高和增长[6]。《中国药典》(三部)生物制品通则规定:灯检人员的视力应每半年检查一次,视力应在4.9或4.9以上,矫正视力应在5.0或5.0以上,无色盲。药品生产企业均会按照此规定对人工灯视检查操作人员进行筛选,并定期对人工灯视检查人员视力进行检查。但人工灯视检查时,多会受到灯检人员的主观因素影响,导致制品存在一定的漏检、误判。
全自动灯检机可保存一定数量的制品检查画面,对于人工灯视检查,全自动灯检可追溯性更强。且全自动灯检方式较人工灯检生产成本更低,全自动灯检只需前期投入购买设备,后期进行定期维护保养即可,但人工灯视检查是需要长期投入,人员流动、人员培训、人员定期检查等问题,在持续地增加着人工灯视检查的成本。多方因素的影响下,全自动灯检已成为制品外观检查的大趋势。
3、冻干制剂灯视检查方法的选择
即使全自动灯检具有高效、准确的优势,但是对于冻干制剂来说,全自动灯检机在日常使用过程中仍存在一些问题,见图1。
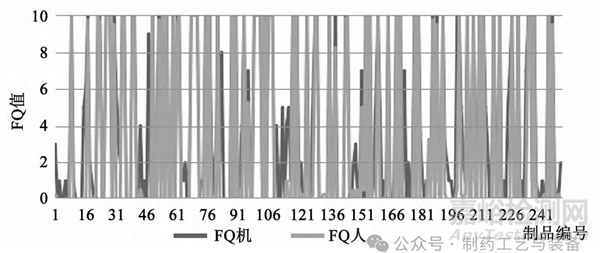
图1 人工灯视检查与全自动灯检结果对比
(1)外观检查。通过图1可知,冻干制剂在Knapp-Kushner测试验证中,相同制品编号,全自动灯检机剔除率较人工灯视检查剔除率高。剔除率较高的原因如下:全自动灯检机共有3个检查站位分别对冻干饼块的下表面、上表面以及侧表面进行检查,以确定冻干饼块的完整性、冻干饼块表面是否有异物以及冻干形态。在制品上机进行全自动灯检前,需尽量保持冻干饼块平铺在西林瓶底部,避免上机检查时,因高速旋转而导致冻干饼块脱壁,检查不完全;或因冻干饼块脱壁,在西林瓶内呈倾斜或直立状态,导致灯检机在检查冻干饼块站位处将此类现象的制品判断为不合格,造成剔除,增加了批次的灯视检查不合格率。但对于冻干制剂中瓶底裂纹、饼块碎裂、冻干饼块脱壁等常见的轻微缺陷[7],在人工灯视检查时,在其他外观检查合格的前提下,不影响制品质量,是可判为合格制品的。
(2)密闭性检查。因全自动灯检机密闭性检查为激光检查法,故要求西林瓶瓶壁干净、透明。如西林瓶瓶壁有粉末吸附或制品从冷库推出至常温环境下时间不足,西林瓶瓶壁产生水雾时,会影响接收站位接收到的激光能量大小,以此对制品密闭性检查有误判情况发生。故要进行全自动灯检机机检的制品,在机检前时需考虑:生产车间与贮存冷库温度及湿度之间的差值,可考虑将待灯检制品提前转出,进行回温以确保制品瓶壁干燥无水汽、水雾。在上全自动灯检机机检前,尽量避免冻干饼块在西林瓶内来回晃动,导致药饼粉末吸附在西林瓶瓶壁内,影响激光能量在西林瓶瓶壁处的通透性。因为冻干制剂性状的特殊性,这些因素会在日常生产中增加制品灯检剔除率,误判为不合格品的概率增加。这些原因造成的剔除率不能真实地体现灯检机的灯检能力及制品的真实合格率。
全自动灯检机最大限度上降低了药品的漏检率、误检率。全自动灯检机的一致性、准确性、明确性可以避免人工灯视检查时人与人之间灯检能力不同而导致的差异性。10000瓶制品,全自动灯检机仅需34分钟即可完成所有制品的外观检查,但对于人工灯视检查,4名人工同时进行至少也需要2.5小时才能完成。全自动灯检机速度远大于人工灯视检查速度,可以大大提高生产速度,提高生产效能。
但因冻干制剂剂型的特性,如冻干饼块碎裂、冻干饼块易脱壁、西林瓶瓶壁水印等原因,使用全自动灯检机灯视检查时易被剔除至不合格品轨道。故导致冻干制品使用全自动灯检机灯检时,剔除率较液体制品略高。当在制品密闭性合格的前提下,此类有可接受的轻微外观缺陷制品,由人工进行二次确认后,可判为灯视检查合格品。
对于冻干制剂选用全自动灯检和人工灯视检查相结合的方式进行灯视检查不失为一种更好的方式。先由全自动灯检机对每批次制品进行全数机检,再由人工对剔除的制品进行二次确认。这种灯视检查方式在保证检查准确性的前提下,既能提高生产效能,又能更加准确地对制品是否合格进行判断,提高了药品的产率、降低了企业生产成本及损耗。
参考文献
[1] 国家药典委员会.中华人民共和国药典(三部)[S].北京:中国医药科技出版社,2020:481.
[2] 杜笑鹏.机器自动灯检与人工灯检的比较[J].机电信息,2010(29):21-25.
[3] 朱明岩,凌娅,范庆龙,等.国内外全自动异物灯检机性能比较研究[J].机电信息,2014(35):15-19.
[4] 于中东,张宇嘉,杨兆航,等.冻干制品密封性激光透射方式检测标准的制定及验证[J].中国生物制品学杂志,2018,31(11):1253-1256.
[5] 禹颖娟,许建明.自动灯检机性能确认方法的研究与实施[J].大众科技,2023,25(05):54-57.
[6] 蒋井明,陈小梅,谢楠.全自动目检仪在生产中的应用[J].机电信息,2013(11):35-36,51.
[7] 王朝轩.基于机器视觉的西林瓶表面缺陷研究[D].南京东南大学,2022.
本文作者于明珠、路青云、张云峰、高有为、魏子昊,兰州生物技术开发有限公司,来源于黑龙江医药,仅供交流学习。

来源:Internet


