螺柱焊是将螺柱一端与板件(或管件)表面接触,通电引弧,待接触面熔化后,给螺柱一定压力完成焊接的方法。目前已大量应用在车身焊接中,螺柱在车身中的主要作用有固定线束、内饰、地毯等。手动螺柱焊的基本操作流程是:人工装钉→焊枪带钉压到焊接位置→指示灯亮起后按下按钮→焊接开始执行先导阶段→执行焊接阶段→执行下落时间→执行顶锻阶段→焊接结束。其中,手工螺柱焊接会影响焊接质量,主要因素有螺柱伸出的长度、先导电流、先导时间、焊接电流、焊接时间、顶锻电流、顶锻时间及下落时间。根据能量的公式Q=I2Rt,可以知道电流和时间对焊接热量的输入都是正影响,电流和时间越大,焊接输入的热量就越高。本文主要研究螺柱伸出的长度、下落时间和后顶盖压簧松紧度对焊接效果的影响,研究的参数和焊接效果只做对比参考,并不作为实际生产的参数。
1、手动螺柱焊焊接过程
只有了解手动螺柱焊枪工作的原理,才能真正了解每个可调节参数的意义,对每个阶段的参数进行充分的分析。
(1)先导阶段 钉子接触板件短路1~2ms起弧后所执行的阶段。先导阶段的作用是对板材进行预热,清理板材表面的轻微污物。
(2)焊接阶段 执行完先导阶段,在到达最高点下落之前所执行的阶段。焊接阶段的作用是使钉子与板材融化,做好粘连准备。
(3)下落时间 执行完焊接阶段后下落的阶段。
(4)顶锻阶段 下落接触板件后,所执行的阶段。顶锻阶段的作用是促进钉与板材接触后的熔融。
2、研究思路
本次使用手动螺柱焊枪,因为提枪高度参数没有实际意义,所以本次不做研究。而常用的手动螺柱焊枪和自动螺柱焊枪的区别主要在此,只要了解了手动螺柱焊枪的调节,自动螺柱焊枪参考即可。设置如下几组参数互为对照组。
1)固定后顶盖压簧松紧度为紧,分别设置3种螺柱长度,固定焊接电流和时间等。
2)固定后顶盖压簧松紧度为松,分别设置3种螺柱长度,固定焊接电流和时间等。
3)固定螺柱长度及后顶盖压簧松紧度,分别设置3种下落时间。
4)设置3种焊接电流,通过调整螺柱长度以及后顶盖压簧松紧度,验证能否达到类似的焊接效果。
3、试验参数与验证
1.试验参数的设置
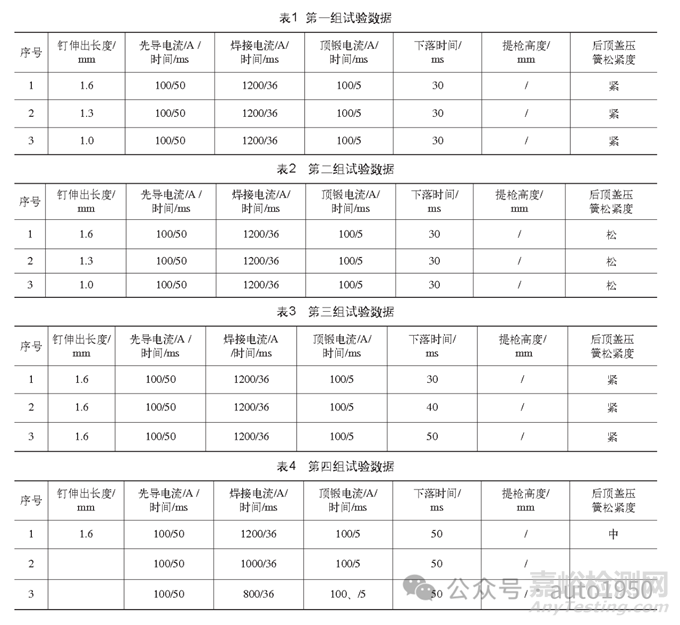
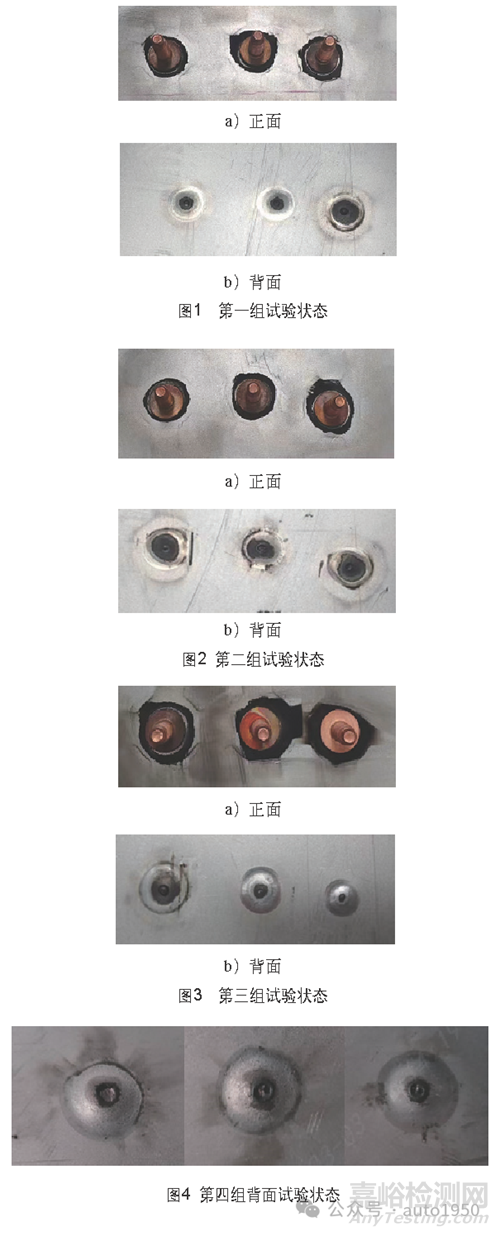
根据研究的思路设置了四组试验数据,见表1~表4。
2.试验验证
试验过程中,第一组~第四组试验状态如图1~图4所示,每图中从左往右依次对应各组的1#、2#、3#参数(第四组试验过程中,为能达到类似的焊接效果,微调了焊接时间)。
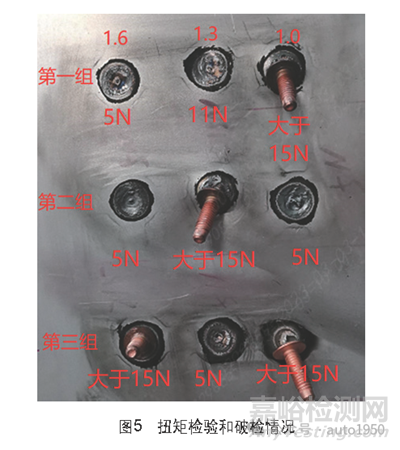
3.检验状态
试验参数的扭矩检验和破检情况如图5所示。不同的设备和生产状态,试验参数仅做参考,试验的目的主要是为了指导调试和日常的维护。
通过上述试验可以看出:
1)其他参数不变仅调节螺柱长度时,螺柱伸出越短焊接效果越强,反之越弱。
2)其他参数不变仅调下落时间时,下落时间越短焊接效果越强,反之越弱。
3)其他参数不变仅后顶盖压簧松紧度时,后顶盖压簧越松效果越强,反之越弱。
4、结语
在调试过程中即使不同的焊接电流,也可以达到相同的焊接效果。当人员技能水平较高时可以采用软规范来焊接,这样可以降低飞溅,延长设备备件的使用寿命降低成本,降低维护次数。如果人员操作技能不足,可采用硬规范,在一定程度上弥补人员技能不足的状况,但是此时飞溅可能增大,进而缩短了设备备件的使用寿命,并且需要频繁对设备进行维护清理,否则依然会导致焊接不良。