摘 要:基于热点应力外推法对扭梁关键焊缝进行疲劳分析并验证了优化方案。介绍了热点应力的基本概念、类型及计算方法,建立某量产车型扭梁的有限元模型,并对关键焊缝周边区域进行网格细化,综合考虑环境因素修正了用于疲劳分析的焊缝S-N曲线,在两个典型整车工况下(制动、转向),根据线性累积损伤理论计算了各热点位置的疲劳寿命,结果表明,该焊缝的最小疲劳寿命不足10万次,通过在搭接边内侧增加一条副焊缝的方法优化此处的焊接结构,分析结果表明,优化后焊缝的疲劳寿命显著提升,以优化的结构进行样件试制及台架耐久试验,试验结果表明,优化后的结构能显著提高该区域在纵向力及侧向力台架下的疲劳寿命,提高了扭梁焊缝的可靠性。
关键词:热点应力;表面外推;扭梁焊缝;可靠性分析;结构优化
引 言
近年来,扭梁悬架以其占用空间少,结构简单,安装定位便利等特点,被广泛应用于电动车后悬系统中。因其左右两侧车轮的运动存在耦合性,左右路面激励传递至扭梁本体,使其受力形式较为复杂,且扭梁作为汽车后悬的主要承载件,其结构可靠性关乎行车安全,故扭梁关键焊缝的可靠性试验研究得到了人们的广泛关注。
自20世纪70年代以来,随着有限元分析在结构疲劳应力分析上取得巨大的进步,作为名义应力法的补充——热点应力法在钢结构焊趾疲劳局部分析中得到了重视[1-4]。早期,其主要应用于海上焊接管节点结构的疲劳分析,当前,用热点应力法对板件间焊接焊缝的应力疲劳分析成为人们研究的热点,在此其中,热点应力法中的表面外推分析方法开始最早且较为成熟[5-8],笔者将在此基础上对某量产车型扭梁关键焊缝进行可靠性分析并验证一种优化方案的改善效果。
1、热点应力
1.1 热点应力的概念及组成
业内普遍认为,热点应力是因板材间搭接焊缝在与相邻母材过渡区域及焊缝自身的局部不连续而产生的,其在焊缝表面与母材交界处达到最大值,热点应力的定义不包含因为焊接工艺影响所产生的局部焊接缺陷及其带来的应力集中,其幅值仅受母材结构及该结构受力载荷参数的影响[9-10]。在用名义应力法分析疲劳寿命时,仿真模型中的母材间不同搭接结构所产生的主应力方向与焊缝之间的相对角度需要与不同结构的标准试样取得的S-N曲线进行匹配以便提高运算精度,热点应力概念的引入避免了该困扰,当焊接工艺稳定时,可构建一条综合考虑焊趾本身缺口效应的S-N曲线应用于不同仿真模型中,这充分发挥了有限元技术在结构应力分析中的优势。
图1为缺口应力组成,其中σn为缺口应力;σm、σb代表的是热点应力位置的膜应力和弯曲应力,热点应力的值是焊缝表面与母材交界处膜应力和弯曲应力之和,其幅值是二者和的最大值,σ1为热点应力位置的非线性应力,在热点应力中不予考虑[11]。
图1 缺口应力的具体组成
1.2 热点应力的具体类型
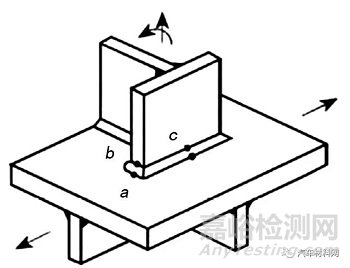
在板材拼焊的具体结构中,可根据特征分为三种,如图2所示。a型应力结构表征位置在附板厚度方向与母板表面的焊趾处,具体在母板的表面位置;b型应力结构表征位置在附板厚度方向的焊趾处;c型应力结构表征位置在母板与附板的搭接处,且与焊缝方向平行[12-13]。
图2 焊趾热点类型
1.3 表面外推的热点应力计算方式
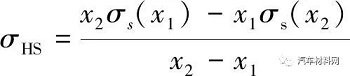
表面外推法被广泛应用于焊接板结构的热点应力确定方式中,在距离热点应力位置一定距离处取两个或者三个特征点,计算应力值,带入具体的插值公式中外推待考核位置的热点应力值,插值公式可分为表面一次线性及二次非线性,具体如下:
(1)
(2)
式中:σHS为计算得到待考核位置的热点应力值;x1、x2、x3分别为选取的特征点1、2、3与待考核位置热点之间的相对距离;σs(x1)、σs(x2)、σs(x3)分别为选取特征点外1、2、3处的计算得到的仿真应力。
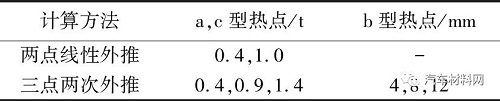
为提高热点应力计算的精度,特征点的选取要合理考虑,根据过往研究结果,特征点的位置要满足以下要求:①外推特征点要在焊缝缺口效应所带来的应力集中影响区以外;②外推特征点与待考核焊趾位置的距离不能过大,以便能够表征到该结构所产生的应力集中[14]。当前,a型和c型结构的外推特征点的选择主要参考焊接母材的板厚t,b型结构的外推特征点可以在距离焊趾一定位置处选取。国际焊接学会(IIW)所推荐的外推特征点选取具体方法如表1所列。
表1 国际焊接学会(IIW)推荐的外推方法
1.4 表面外推的热点应力有限元建模及应力修正
国内外研究结果表明,有限元分析的建模方法、单元类型、网格尺寸等对计算结果有较大影响,需综合考虑。目前业内对有限元建模主要区分壳单元和实体单元:①板壳单元一般不对角焊缝建模,热点位置取模型中性面交点处,单元类型建议使用带中节点的8节点壳单元进行模型离散,在仿真模型的中性面交点附近,有限元单元网格的长度及宽度尺寸均需等于焊趾处的板厚,但由于不对焊缝建模,在受力时会导致局部高于实际的弯曲应力,应当对其进行必要的应力修正;②三维实体模型分析中,需对焊缝进行简易建模,要求如下:需模拟其具有的45°坡角及焊缝与母材0过渡半径的特征结构。模型离散可使用带中节点的20节点等参块单元,并使用缩减积分原则[4,15]。
弯曲疲劳强度大于拉压疲劳强度为材料的基本特性,而仿真分析所用的标准试样S-N曲线通常是在拉压疲劳载荷下测试得到,所以当焊缝区域的主应力为弯曲应力时,要对该处的应力值进行一定的修正,以便进行后续疲劳分析,即考核热点位置的主应力方向与焊缝走向的夹角要在±45°以内,若超出该范围,要把垂直焊缝走向方向的正应力值作为主要参数值,其中,主应力方向与焊趾正向夹角的计算公式为[4,16]:
(3)
(4)
式中:σhs,1为热点应力位置的最大主应力;σhs,x为垂直焊缝走向方向的热点正应力;σhs,y和τhs,xy分别为平行焊缝走向方向的热点正应力和热点剪应力;α为主应力方向与焊缝正向间的夹角。
2、扭梁关键焊缝可靠性分析
2.1 扭梁关键焊缝识别
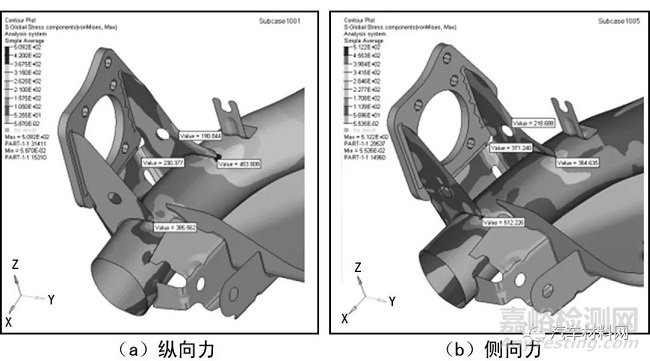
根据某量产车型扭梁创建的有限元模型如图3,模拟整车典型转向、制动工况,约束左、右扭梁车身连接处1~6自由度,在左侧轮心处施加-12 kN的水平侧向力及12 kN的纵向力,约束右侧轮心1~3自由度,运用ABAQUS进行这两个工况下的静强度计算,得到扭梁部分区域的vonMises应力云图如图4所示,由图可知,车轮支架与纵臂搭接末端存在较大的应力集中,分析原因为,扭梁车轮安装板通过车轮支架搭接在纵臂上,轮心安装位置到纵臂的Z向及Y向位置差在该处形成了应力杠杆,来自车轮的激励通过杠杆的增益作用在该处产生较大的应力集中,应对该处焊缝可靠性进行深入分析。
图3 扭梁有限元模型
图4 扭梁部分区域在纵向力/侧向力下的应力分布图
2.2 子模型法
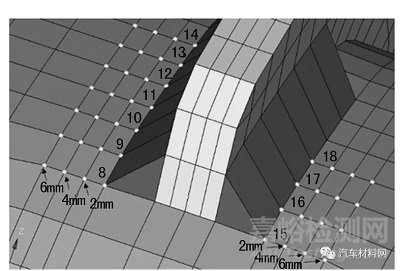
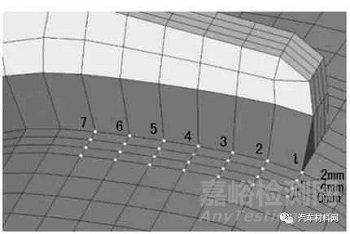
子模型法是获得局部模型区域精确解的有限元技术,在对重点关注区域附近的网格进行精确细化[17],把外推特征点布置在提取应力的有效节点上,网格采用20节点实体单元,鉴于扭梁纵臂钣金厚度为4 mm,为避免高应力集中区域,采用c型应力结构模型进行三个特征点的二次非线性插值外推结构应力计算。所以,在所重点分析的焊缝周边区域进行网格精准细化时,要在距离焊缝与母材交界处2 mm,4 mm和6 mm处布置3排特征节点,后续用于应力提取值计算。图5为对关键焊缝区域进行细化后的模型图,其中标号1~7为应力热点位置。
图5 关键焊缝区域细化模型图
2.3 焊缝疲劳计算
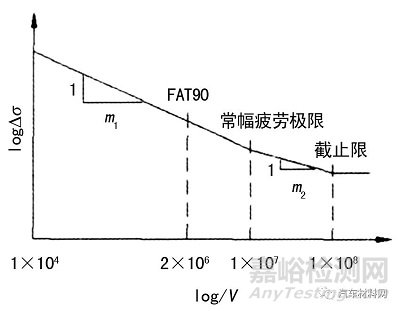
考虑到残余应力、搭接板材的板厚差异,焊接工艺的具体影响等,对标准试样测得的疲劳S-N曲线要进行一定的参数化修正,修正后的曲线可用于该关键焊缝的疲劳耐久分析。疲劳级别FAT定义为材料在2×106次循环应力下所对应的疲劳强度,如FAT等于90的S-N疲劳曲线表示该试样在2×106次的疲劳循环下对应的疲劳强度为90 MPa[3,18]。经修正后的FAT90的S-N曲线如图6所示,其相关参数见表2。
图6 FAT90所表征的S-N曲线
表2 FAT90所表征S-N曲线的相关参数
Palmgren-Miner线性累积损伤准则广泛应用于结构件的疲劳寿命预测,具体如式(5)、(6)所示[19-20]。
(5)
(6)
式中:Δσe为等效常幅下的应力范围;Δσi、ni、ni表征为第i级应力范围及其所对应的谱循环数和失效循环数;k为常幅条件下应力范围谱的总级数;nD为等效循环数,通常取2×106;[Δσ]nD为等效循环数nD所对应的应力值范围,当nD取2×106时,[Δσ]nD的含义为S-N曲线的FAT值;∑D为累积疲劳损伤和;nL为预测的疲劳寿命,以应力循环数表征。
采用惯性释放的方法在扭梁轮心位置分别施加±12 kN的侧向力(转向工况)及±12 kN的纵向力(制动工况),加载频率1.5 Hz,解算车轮支架与纵臂搭接焊缝周边的应力幅值,并根据上述疲劳理论,利用MATLAB语言编写结构热应力外推函数、疲劳计算主函数等等疲劳计算程序。
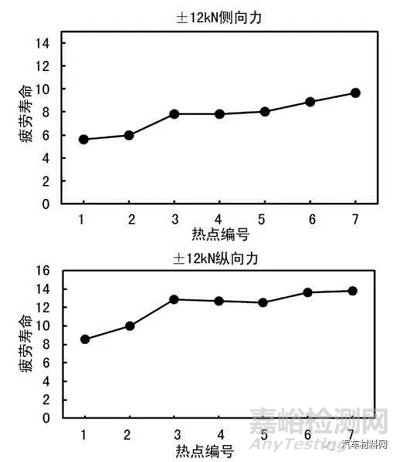
1~7号结构热点在侧向及纵向载荷下的疲劳累积损伤计算寿命如图7所示,结果显示在±12 kN侧向力下,热点1~7位置的疲劳寿命小于10万次,在±12 kN纵向力下,热点1位置的疲劳寿命小于10万次。
图7 结构热点位置的疲劳计算寿命
3、焊缝结构优化
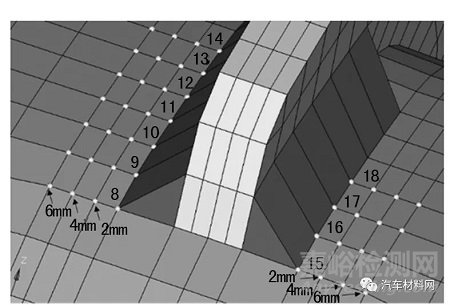
综合考虑该处主附板厚度及搭接结构,在不增加加强板的前提下选择在搭接边内侧增加一条副焊缝,副焊缝长度在30 mm左右,搭接边双焊缝的模型如图8所示。对优化后扭梁模型进行焊缝疲劳分析,其中标号8~18为应力热点位置。
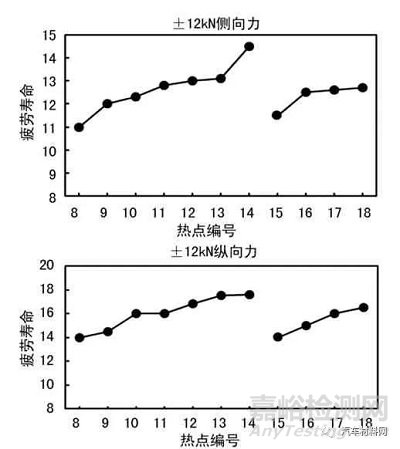
8~18号结构热点在纵向及侧向载荷下的正应力疲劳损伤计算寿命如图9所示,结果显示各处热点疲劳寿命均大于10万次,其中热点8~14位置在侧向力作用下的仿真计算寿命较优化前提升约47%~96%。
图8 搭接边双焊缝模型图
图9 优化后结构热点位置的疲劳计算寿命
4、优化方案验证
在该量产车型扭梁结构基础上进行焊缝结构优化样件试制,并在纵向力和侧向力单工况台架下对比优化前后车轮支架与纵臂搭接焊缝的疲劳寿命,结果如表3所列。
表3 优化前后车轮支架与纵臂搭接焊缝的疲劳寿命
由表3可以看出,优化后结构在纵向力下的疲劳寿命由7.9万次提高至13.8万次,增幅为74.7%;侧向力下的疲劳寿命由8.6万次提高至14.4万次,增幅为67.4%,采用优化后的结构能显著提高该区域的纵向力及侧向力台架疲劳寿命。
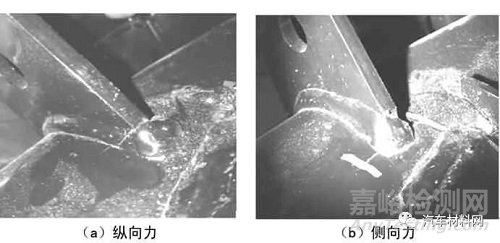
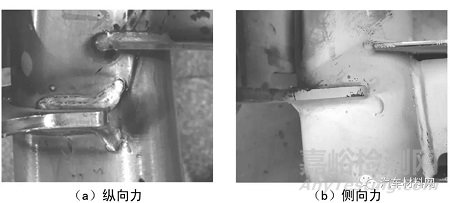
图10、11分别表示优化前后车轮支架与纵臂搭接焊缝区域在纵向力及侧向力单工况台架下的失效图片,由图可知,扭梁焊缝失效位置均在搭接焊缝的末端,这与数值模拟结果吻合,说明了模型可靠性较高,也表明结构优化结果具有一定的指导意义。
图10 优化前结构在纵向力/侧向力台架下失效图片
图11 优化后结构在纵向力/侧向力台架下失效图片
5、结 论
(1)作为名义应力法的补充——热点应力法可以应用于诸多场景的焊趾疲劳寿命分析,但针对焊接工艺原因、焊接内部缺陷及起始于焊根等位置的微裂纹扩展等领域缺少相关试验数据的有效支撑。
(2)就应力外推法而言,在实际的工程应用中应视具体情况选择表面线性或三点二次外推法,并根据外推点的选取对关键焊缝周边区域数模进行细化,以期得到较为准确的仿真数据。
(3)车轮支架与扭梁纵臂搭接的关键焊缝区域,在不增加额外加强板的前提下,选择在搭接边内侧增加一条长度约30 mm的副焊缝可显著提升此处焊缝的台架试验疲劳寿命,扭梁失效位置均在搭接焊缝的末端,这与数值模拟结果吻合,说明了模型可靠性较高,也表明结构优化结果具有一定的指导意义。
参考文献:
[1] Hobbacher A F.The new IIW recommendations for fatigue assess-ment of welded joints and components a comprehensive code recently updated[J].International Journal of Fatigue,2009,31(1):50-58.
[2] Radaj D,Sonsino CM,Fricke W.Recent developments in local concepts of fatigue assessment of welded joints[J].International Journal of Fatigue,2009,31(1):2-11.
[3] Ho bbacher A F.Fatigue Design of Welded Joints and Components[M].Cambridge:Abington Publishing,1996:6-28.
[4] Van Wingerde A M,Packer J A,War denier J.Criteria for the Fatigue Assessment of Hollow Structural Section Connections[J].Journal of Constructional Steel Research,1995,35(1):71-115.
[5] Radaj D,Sonsino C M.Fatigue Assessment of Welded Joints by Local Approaches[M].Cambridge:Abington Publishing,1998:37-61.
[6] Iwahashi Y,Sumi Y,H u T,et al.Finite Element Comparative Study of Ship Structural Detail[J].Marine Structures,1998,11(4):127-139.
[7] BSI.BS EN 1993-1-9:2005 Eurocode 3:Design of steel structures Part1-9:Fatigue[S].London:British Standards Institution,2006.
[8] Gergan P G ,Losberg I .Fatigue capacity of FPSO structures[J].Journal of Offshore Mechanics and Arctic Engineering,2006,128(5):156-161.
[9] 周张义,李 芾,黄运华.基于热点应力的焊缝疲劳强度评定研究[J].内燃机车,2008(7):1-5.
[10] Fricke W.Recommended Ho t Spot Analysis Procedure for Structural Details of FPSO’s and Ships Based on Roundrobin FE Analyses[ J] .International Journal of Off shore and Polar Engineering,2002,12(1):40-47.
[11] 祝志文,钱六五.基于有效缺口应力法的正交异性钢桥面板疲劳评价[J].湖南大学学报:自然科学版,2015,42(9):59-67.
[12] Dong P.A structural stress definition and numerical implementation for fatigue analysis of welded joint s[J].International Journal of Fatigue,2001,23(10):865-876.
[13] Xiao Z G,Yamada K.A method of determining geometric stress for fatigue strength evaluation of steel welded joints[J].International Journal of Fatigue,2004,26(12):1277-1293.
[14] Fricke W.Recommended Hot Spot Analysis Procedure for Structural Details of FPSO’s and Ships Based on Roundrobin FE Analyses[J].International Journal of Off shore and Po lar Engineering,2002,12(1):40-47.
[15] Losberg I.Fatigue Design of Plated Structures UsingFinite Element Analysis[J].Ships Off shore Structures,2006,1(1):45-54.
[16] 周张义,李 芾.基于表面外推的热点应力法平板焊趾疲劳分析研究[J].铁道学报,2009,31(5):90-96.
[17] 宋 东,王 俊,盛守增,等.基于外推法的后副车架焊缝疲劳耐久分析[J].机械研究与应用,2016,29(2):101-103.
[18] BSI .BS EN 1993-1-9-2005 Eurocode 3:Design of Steel Structures Part 1.9:Fatigue[S].London:British Standards Institution,2006.
[19] D.拉达伊.焊接结构疲劳强度[M].北京:机械工业出版社,1994.
[20] Radaj D,Sonsino C M.Fatigue assessment of welded joints by local approaches[M].Cambridge:Abington Publishing,1998.