您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-12-29 09:05
钛合金材料具备比强度高、耐高温性好、抗腐蚀等优良的物理、化学性能,被广泛应用于航空航天、石油化工、海洋、能源和交通运输等工业领域。随着现代飞机对隐身性能、抗疲劳性能和高强轻质等性能要求的不断提高,钛合金在飞机制造领域的应用日益广泛,飞机上采用机械加工的零部件所占的比例也相应增加,但基于钛合金本身的物理性质,其切削加工性较差,加工过程中导热性较差,切削时材料黏度较大,导致大量钛合金关键零件、重要零件的切削难度非常大,加工精度不容易保证,因此在飞机制造和修理领域中解决上述钛合金精密切削过程中存在的问题,对突破钛合金机械加工的技术瓶颈至关重要。
1、钛合金零件切削加工的影响因素
钛合金不同于铝合金、合金钢和镁合金等金属材料,在高速切削情况下,无法保证其加工精度和加工质量。造成其加工难度大的影响因素主要有以下两个方面:一是材料的固有属性;二是航空结构件的特殊性能要求。
钛合金材料的固有属性体现在以下三方面:①由于钛合金的导热性差,摩擦因数大,导致切削热不易传出,且集中在切削区和切削刃附近的较小区域内。高温下切削刃的硬度降低,造成刀具寿命的缩短,严重时会直接影响加工零件的精度。②钛元素化学性质活泼,在300℃以上,钛原子容易与大气中的氢、氧及氮等非金属元素发生强烈的化学反应,形成表面硬化层,在切削热的作用下,该部位温度升高,更容易与空气中的CO2和油脂中的碳元素发生化学反应,当含碳量>0.12%时,会形成TiC硬质碳化物,进而加速切削过程中刀具的磨损。③钛合金对含钛元素的刀具材料具有十分强烈的化学亲合作用。④弹性模量E数值较小,抗拉强度与屈服强度比值较小,进而导致在机械加工过程中刀具会随着工件的转动发生较大的回弹,从而增加了切削摩擦力,加速刀具磨损,影响加工精度。
钛合金航空结构件的特殊性要求,主要体现在以下三方面。
1)结构复杂,尺寸较大,切削精度与质量有严格的要求。
2)在满足抗拉强度、屈服强度、疲劳强化和弹塑形极限等材料特性的前提下,为了进一步满足飞机局部对静载和动载强度的要求,筋板加强结构和薄壁槽腔结构在飞机结构中比较常见,如果采用机械加工方式进行成形制造,从板料到成品,去除量很大,加工过程也容易产生较大变形,产品精度难以保证。如图1所示为某型飞机TA15钛合金防护栅局部示意图,图2为薄壁槽腔结构示意图。
3)加工应力大,易变形,加工尺寸难保证。如图3所示为TC6钛合金长轴类零件图,该零件具有加工成本昂贵、尺寸要求精密、外形复杂、加工难度大、除屑率高、加工应力大及易变形等特点。产品在加工过程中要考虑应力变形因素的影响,否则极易因变形造成报废。该产品长轴车削加工以及磨削同轴度、圆跳动的保证是研究的重点,对技术手段、生产条件都提出了很高的要求。

图1 钛合金防护栅局部
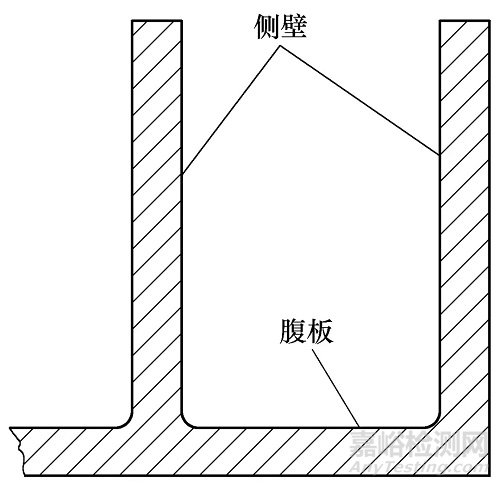
图2 薄壁槽腔结构示意
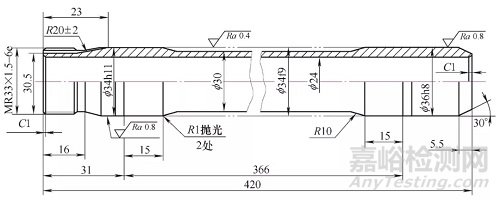
图3 钛合金TC6长轴类零件示意
2、钛合金切削加工改进措施
为了保证钛合金零件的切削加工质量,基于此类材料切削性能的影响因素,可以从刀具选择、切削参数调整和工装夹具设计三个方面对切削性能进行改进。
(1)刀具材料的选择 根据钛合金材料的属性特点,刀具的选择应从降低切削温度、减少粘刀磨损等方面来考虑。
根据硬质合金刀具材料的组成特点,YT类刀具中含有Ti元素,对待加工的钛合金零件具有亲和作用,容易“粘刀”,损坏刀尖,因此加工钛合金时,不应该选择YT类硬质合金刀具。当采用l m/s以下的低速切削加工时,选用YG类刀具。为了保障钛合金的高速切削质量,加快加工过程中切削热量的散去,可以采用YG8刀具进行粗加工和断续加工,选用YG3刀具进行精细加工和连续加工。
基于以上的论述,钛合金刀具材料需要满足以下特点:①高硬度且具备足够的强度和韧性。②高耐磨性。③刀具材料与钛合金亲合能力差,不与钛合金材料发生熔敷、扩散。
(2)合理的切削参数选择与工序安排 刀具切削参数的选择对钛合金加工过程的可靠性和加工质量有着重要的影响,尤其是切削前角、切削后角和切削刃圆弧半径。切削刀具和切削前角γo、后角αo示意如图4所示。
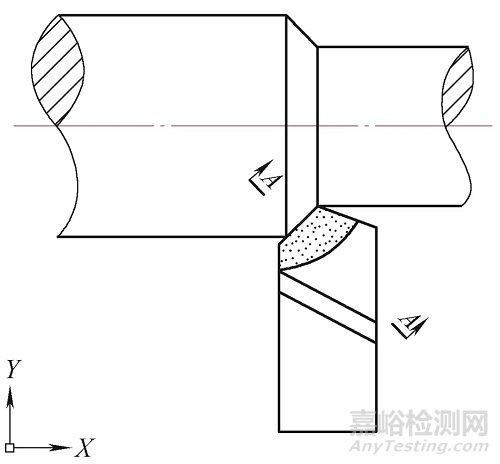
a)切削形式
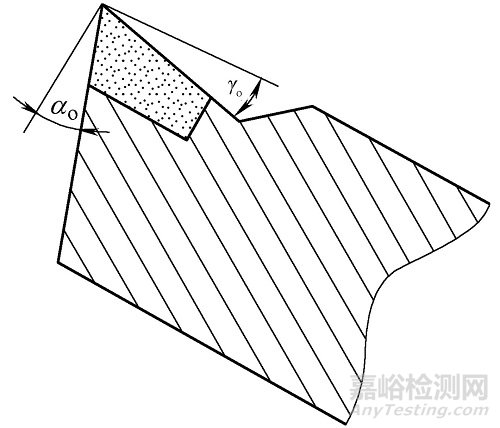
b)切削角度
图4 切削形式与切削参数示意
在切削过程中,切削摩擦生热,一部分机械能转化为了热能,且钛合金导热能力较差,热量集中,导致切削工件温度升高,温度升高后新鲜的切削金属表面与空气中的氧、氢、氮等元素发生反应,形成了硬而脆的化合物,切削难度增大,故刀具会发生磨损且磨损位置是前刀面。根据力学计算,数值较小的前角γo可以降低作用在前刀面上的摩擦力,进而有效降低刀具磨损。此外,降低前角γo的数值,可增加切屑与前刀面的接触面积,既能降低刀尖部位的应力集中,又能加快散热,进而降低切削过程中的崩刀几率。研究表明,当前角γo为28°~30°时,刀具的耐用度最高。切削后角αo作为钛合金机加过程最敏感的参数,αo数值越大,刃口越易切入金属层,但αo数值过大时,切削刃容易崩碎。根据加工经验,后角αo选取15°,既可保证切削刃的锋利性,也可降低刀尖的温度,增加刀具的耐用性。根据实际生产经验,切削刃圆弧半径r增大,可以减少刀具的崩落现象。这是因为切削圆弧的曲率半径增大,切削应力集中系数下降,进而降低加工应力,并提高了刀具使用寿命。
由于钛合金材料强度高,导热系数低,因此在切削加工过程中,易于在切削区域形成高温,散热慢,不利于热平衡,散热和冷却效果很差,加工后零件变形回弹大,因该原因引起的变形,导致多次加工的零件成批报废。为了避免该问题的发生,可以从加工工序上进行合理安排。经过反复的测试与验证,加工钛合金零件需要小进给量切削,并且预留0.5~1mm加工余量,经过消除应力热处理后,才能进行精加工,精加工后还需进行消除应力热处理,这样可以有效解决加工应力变形问题。
(3)工装夹具设计 以图3所示的钛合金TC6长轴类零件为例,该零件在切削加工后需要镀硬铬后保证φ34h8要求,通过顶尖两端顶起外磨两处φ34h8后测量发现,两端φ34h8尺寸圆跳动超差,并且钛合金切削过程中机床顶尖产生磨损,但更换硬质顶尖后,产品两端顶尖产生磨损,通过添加润滑油等方式均无法解决该问题。经过反复试验与测试,钛合金和机床顶尖发生的磨损,使钛合金具有从周围大气中吸收氧和氢的能力,产生组织的α化,并使加工表面强化,当更换的顶尖硬度大于表面强化硬度时,产品本身就会发生磨损,而且在外圆磨床上加工的所有类型钛合金均会出现该问题,加工现场如图5所示。

图5 传统磨削加工
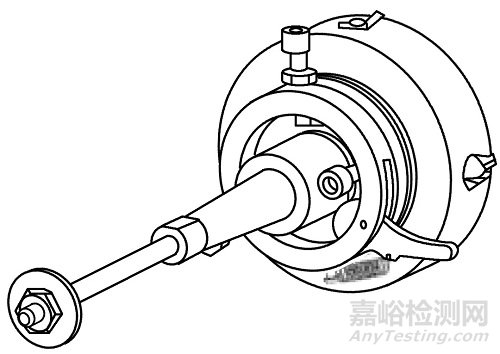
图6 活顶尖示意
为了避免机床顶尖与产品产生互磨,将外圆磨床进行改造,两顶尖改装为活顶尖,如图6所示。工件和顶尖一起旋转,这样就避免了机床在旋转过程中与零件产生的摩擦,保证了产品的同轴度,而且解决了所有钛合金外圆切削同轴度的问题。
3、结语
钛合金切削质量的影响因素有:大气中的碳、氢、氧及氮等元素会造成“冷硬现象”;钛合金的导热性差,严重影响切削刀具寿命和加工精度;碳元素的引入造成钛合金的可切削性下降,同时加速刀具磨损;钛合金对“含钛元素”的刀具的化学亲合作用会加速刀具磨损。针对以上影响因素,合理选择刀具材料、切削参数、工序和工装夹具等,改善切削加工性能。

来源:金属加工


