您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2020-10-28 12:13
某公司生产的50Cr钢棒规格为ϕ28 mm,其调质热处理工艺为:淬火加热至(830±15)℃→保温60min→油冷→回火加热至(620±50)℃→保温90min→油冷。然后进行车削加工,在车削加工过程中发生了断裂,为找到钢轴的断裂原因,来自四川航天烽火伺服控制技术有限公司和重庆钢铁研究所有限公司的三位研究人员进行了一系列的理化检验与分析,以期为后续提出预防措施,防止此类事故再次发生。
01、理化检验
1.1宏观观察
断裂钢轴的宏观形貌如图1所示,可见加工表面较粗糙,有明显的车削加工刀纹,且断裂部位位于钢轴加工台阶的根部。钢轴断口具有金属光泽未见明显塑性变形,呈脆性断裂特征,如图2所示。
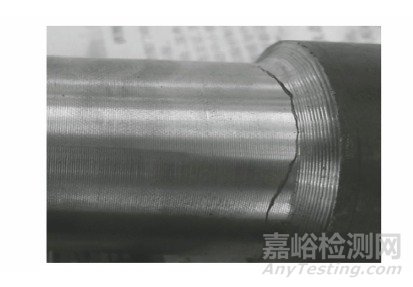
图1 断裂钢轴宏观形貌
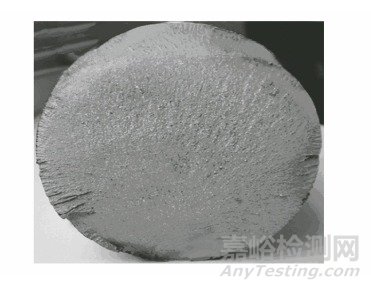
图2 钢轴断口宏观形貌
1.2化学成分分析
采用德国SPECTRO型直读光谱仪和CS-206型红外碳硫分析仪对断裂钢轴进行化学成分分析,可知50Cr钢轴的化学成分符合GB/T3077—2015《合金结构钢》的技术要求。
1.3力学性能测试
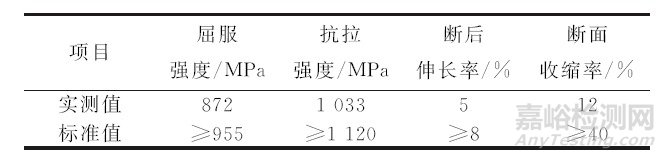
使用HB-3000型布氏硬度计和HR-150A型洛氏硬度计对钢轴的不同部位进行硬度测试,结果如表1所示。使用CMT5105型万能试验机对钢轴进行室温拉伸试验,拉伸试样的断口为脆性断口,无明显塑性变形,试验结果如表2 所示。根据表1和表2可知钢轴硬度基本符合企业技术文件的要求,钢轴心部的硬度略低于表面的,但钢轴强度和断面
收缩率等的测试结果均未达到技术文件的要求。
表1 钢轴不同部位的硬度测试结果
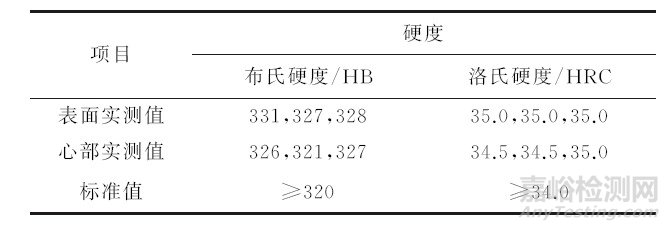
表2 钢轴的拉伸性能测试结果
1.4、金相检验
在钢轴断口附近沿轴向在半径1/2处剖开取样,试样经磨抛后,采用OLYMPUS GX71型光学显微镜观察钢轴断口附近的非金属夹杂物,如图3a)所示,并按GB/T10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》的要求对非金属夹杂物进行评级,结果为A0.5,B1.0,C0.5,D1.5。将试样经体积分数为4%的硝酸酒精溶液浸蚀后观察其显微组织形貌,发现显微组织为回火索氏体+上贝氏体,且试样心部与表面的组织未见明显差异,均含有较多的上贝氏体,如图3b)~d)所示。
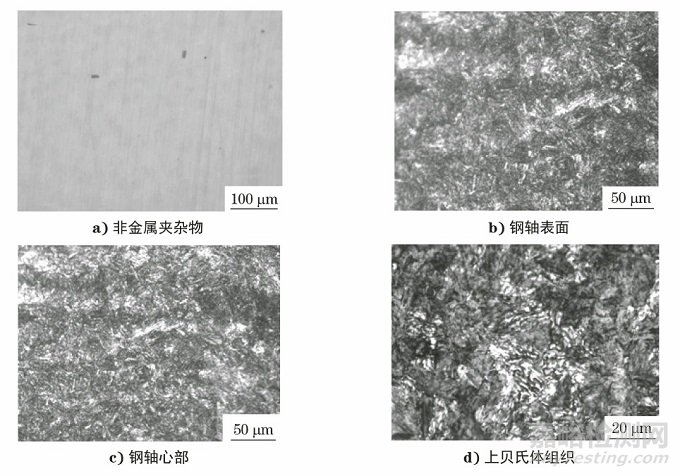
图3 断裂钢轴的显微组织形貌
02、分析与讨论
根据钢轴的化学成分分析结果可知,钢轴材料符合GB/T3077—2015对50Cr钢的要求。通过对钢轴不同部位的硬度测试和金相检验可知,其非金属夹杂物级别及含量符合企业技术文件的要求,未见异常;钢轴硬度基本符合要求,但处于合格范围值的下限。通过对钢轴进行室温拉伸试验可知,钢轴强度未达到钢轴产品性能的标准要求,断后伸长率、断面收缩率等塑性指标的实测值均低于合格范围值下限,且拉伸试样断口无明显塑性变形,为脆性断口。
50Cr钢是中碳含铬合金结构钢,具有较好的淬透性,油冷淬透直径最大可达49mm,该钢种通常用于制造受较大载荷的零件,如传动轴、齿轮、连杆和螺栓等,一般在调质状态下使用。经复查热处理工艺记录得知,50Cr钢轴按照规定的热处理工艺进行了调质处理,淬火、回火加热温度以及保温时间均在允许偏差范围内。按照工艺要求,50Cr钢的调质组织应基本为回火索氏体,但从试样的显微组织来看,其调质组织除了回火索氏体外,还有较多的上贝氏体。上贝氏体组织强度较低,塑性及韧性较差,综合力学性能较差,这与前面观察到钢轴试样无明显塑性变形的脆性断口特征,以及钢轴力学性能试验测得的硬度、强度和塑性指标结果吻合。因此,在50Cr钢的调质热处理中是不希望得到上贝氏体组织的。从贝氏体的形成过程来看,其是奥氏体在珠光体转变温度以下、马氏体转变温度以上的中温转变产物,属于铁素体和渗碳体两相组织。按照材料热处理过程的连续冷却转变曲线,在淬火冷却过程中应考虑奥氏体冷却速度对材料显微组织的影响,如果淬火冷却速度较慢,会使材料发生上贝氏体转变,将导致其力学性能的降低。
另一方面,从钢轴的断裂位置和宏观形貌来看,钢轴表面较粗糙,有明显的车加工刀痕,断裂部位位于钢轴台阶根部。由于热处理导致钢轴本身韧性较差,加之轴类零件台阶根部和加工刀痕通常是应力集中区域,更容易诱发应力集中而形成裂纹源,最终导致材料发生脆性断裂。
03、结论及建议
钢轴在调质淬火热处理过程中形成了上贝氏体,降低了材料的力学性能,是导致钢轴脆性断裂的主要原因。钢轴表面的加工刀痕和台阶根部的应力集中是钢轴脆性断裂的诱因。
建议应严格控制热处理工艺,特别是在钢棒调质热处理时,应提高淬火冷速且及时冷却,避免由于冷却速度过慢而导致材料塑性降低。同时,提高钢轴的表面机械加工质量,应尽量避免在钢轴台阶根部形成加工刀痕或尖角从而导致应力集中,使得钢轴在加工和使用过程中断裂失效。

来源:理化检验


