您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2020-10-14 17:04
3D打印,也称为增材制造(Additive Manufacturing,AM),是一个从三维模型数据出发,将材料逐层堆积制造物体的过程,而不是传统的减法制造方法[1]。这种无需原胚和模具的制造方法可以给行业带来新的设计灵活性,减少能源使用和缩短上市时间[2]。增材制造的主要应用包括快速成形、快速模具、直接零件生产及塑料、金属、陶瓷和复合材料的零件修复[3]。近年来,电子计算能力、材料和建模科学的进步以及 AM 技术所带来的优势,使 AM 从快速成型转向直接制造金属零件[4]。任何金属的AM工艺都有两个主要参数,分别是原料输入和用于形成零件的能源[5]。输入的原材料可以是金属粉末或丝,而电子束或激光/电弧可作为能量源,如图 1所示。AM 机器需要将 CAD模型转换为.stl(stereo lithography)格式的文件,然后用专用切片软件将该模型切成多个横截面层,AM机器将逐一构建这些横截面层,形成一个完整的零件[6]。这些层的厚度取决于制造给定零件的原材料类型和AM工艺。
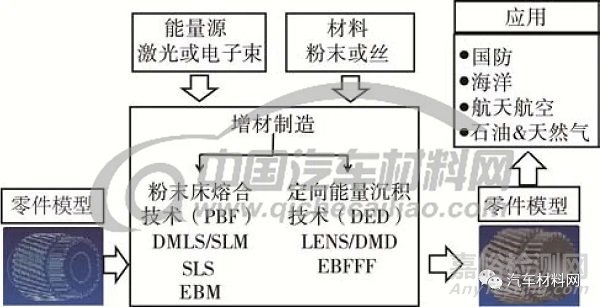
图1 一般金属增材制造工艺
Fig.1 Common metal additive manufacturing process
1 金属3D打印技术分类及成形特点
金属AM工艺可大致分为两个主要大类:粉末床熔合技术(Powder bed fusion,PBF)[7-8]和定向能量沉积技术(Directed energy deposition,DED)[9]。这两种技术都可以根据所使用的能源类型进一步分类。在PBF技术中,热能选择性地熔化粉末层区域。PBF技术的主要代表性工艺有:选择性激光烧结(Selective Laser Sintering,SLS)、选择性激光熔化成形(Selective Laser Melting,SLM)、直接金属激光烧结(Direct Metal Laser Sintering,DMLS)和电子束熔化成形(Electron beam melting,EBM)。在DED技术中,通过使用聚焦的热能来熔化材料(粉末或丝状)而沉积。一些常用的DED技术包括激光工程化净成形(Laser engineered net shaping,LENS)、直接金属沉积(Direct metal deposition,DMD)、电子束自由成形制造(Electron beam free form fabrication,EBFFF)和电弧增材制造。本文主要介绍了 SLS、SLM、DMLS、EBM和LENS金属3D打印技术的基本原理、特点及其应用。
1.1 选择性激光烧结(SLS)
选择性激光烧结作为一种增材制造技术,采用的冶金机制为液相烧结机制,成形过程中激光将粉末材料部分熔化,粉末颗粒保留其固相形态,并通过后续的液相凝固、固相颗粒重排粘接实现粉末致密化。SLS系统由激光器、扫描系统、铺粉滚筒、粉末床和粉末输送系统等组成,原理如图2所示[10]。在计算机上绘制好CAD三维实体零件模型,将其转换成STL文件格式,再利用切片软件将文件切分成一定厚度的一系列有序片层,将切片数据传送到 SLS系统中。烧结开始前,将金属粉末预热到低于烧结点某一温度后,一侧的供粉缸上升至给定量,铺粉滚筒将粉末均匀地铺在粉末床上表面,激光束在计算机系统的控制下,按照设定的功率及速度对第一层截面轮廓进行扫描。激光束扫过之后,粉末烧结成给定厚度的实体轮廓片层,未被烧结的粉末作为支撑,这样零件的第一层烧结完成。这时,粉末床下移一个分层厚度,供粉缸上移,铺粉滚筒重新铺粉,激光束进行下一个分层的烧结,前后烧结的实体片层自然粘接为一体,如此循环往复,逐层堆叠,直至三维实体零件烧结完成。
SLS技术具有可直接制造复杂结构金属制品并且制作时间短,使用材料广泛,价格低廉,材料利用率极高,制造工艺比较简单,可以实现设计制造一体化,应用面广等优点。此外,该工艺无需设计支撑结构,未烧结的粉末直接支撑成形过程中的悬空部分,成形精度平均可达0.05~2.5 mm[11],可以实现一定批量的个性化定制[12]。但 SLS工艺也存在很多不足:原材料和设备成本都很高;零件内部疏松多孔,表面粗糙度较大,机械性能不足;零件质量容易受到粉末的影响;成形时消耗大量的能量,需要比较复杂的辅助工艺;零件的最大尺寸受到限制。
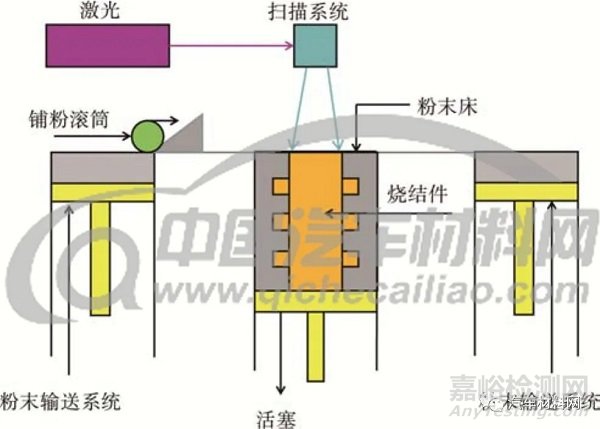
图2 选择性激光烧结原理
Fig.2 Schematic of SLS
1.2 选择性激光熔化成形(SLM)
选择性激光熔化成形(SLM)是在SLS基础之上发展起来的一种快速成形技术。SLM 的基本原理[13-14]是利用计算机三维建模软件(UG、Pro/E等)设计出零件实体模型,然后用切片软件将三维模型切片分层,得到一系列截面的轮廓数据,输入合适的工艺参数,由轮廓数据设计出激光扫描路径,计算机控制系统将按照设计好的路径控制激光束逐层熔化金属粉末,层层堆积形成实体金属零件。成形原理如图3所示,激光束扫描开始前,利用铺粉辊均匀地在成形缸的基板上铺上一层很薄的金属粉末,计算机控制激光束对当前层进行选择性激光熔化,熔化的金属粉末冷却固化后,成形缸降低一个单位高度,粉料缸上升一个单位高度,铺粉辊在加工好的片层之上重新铺好金属粉末,激光束开始扫描新一层,如此层层叠加,直至整个零件成形。SLM 的整个加工过程在惰性气体保护的加工室中进行,以避免在高温下金属发生氧化[15]。
SLM与SLS主要区别在于SLS并未完全熔化金属粉末,而SLM将金属粉末完全熔化后成形。SLM优点是:金属零件的致密度超过99%,优良的机械性能与锻造相当[16-17];粉末完全熔化,所以尺寸精度很高(可达±0.l mm),表面粗糙度较好(Ra为20~50 μm)[18];选材广泛,利用率极高并且省去了后续处理工艺。然而SLM也存在一些缺陷,如SLM设备昂贵,制造速度偏低,工艺参数很复杂,需要加支撑结构。
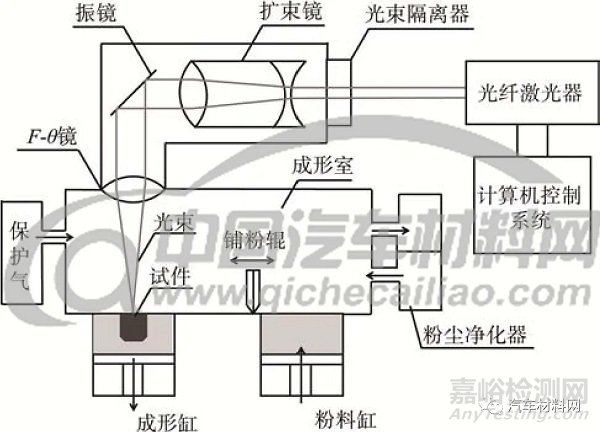
图3 选择性激光熔化成形原理[19]
Fig.3 Schematic of SLM [19]
1.3 直接金属激光烧结(DMLS)
直接金属激光烧结(DMLS)是一种利用高能量的激光束(200 W),根据三维模型数据直接烧结金属粉末薄层(20~60 μm)形成致密的实体零件[20]。DMLS与SLS的原理基本相同,主要区别在于粉末的性质。图 4给出了 DMLS工艺中的重要部件有构建平台、分配器单元、重涂单元、激光系统、精密光学元件(如F-θ透镜或聚焦单元)、高速扫描仪和计算机工艺软件[21-22]。DMLS技术构建原型零件/模具的步骤如下:①原型零件/模具三维 CAD模型的建立;②将 CAD模型转换为 STL格式;③定义支撑结构和需要平滑角/边;④将STL模型切成薄层;⑤将文件层STL发送到DMLS-AM/快速成形机器。
通过DMLS打印的零部件具有不同的材料结构/机械性能,然而常规技术要获得这样的结果取决于材料。DMLS工艺最大的优势在于不需要昂贵且费时的预处理和后续处理工艺[23],且制作精度高(±0.05 mm),零件整体致密度达到理论密度的90%以上,可用于小批量生产。然而由于金属粉末在 DMLS中的“球化”效应和烧结变形,使形状复杂的金属零件很难精确成形[24]。成形过程中需要支撑结构,成形后需要用电火花线切割机从基板上切下金属零件。
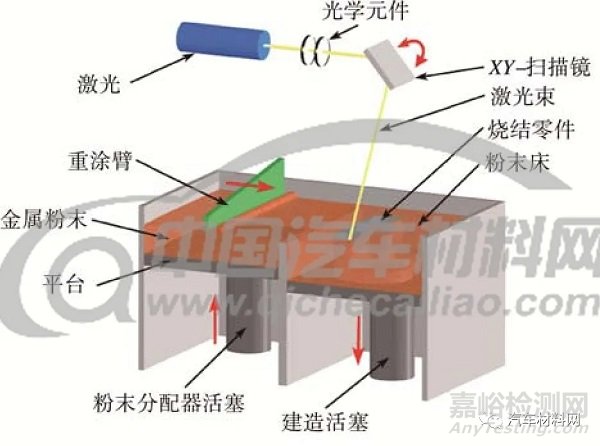
图4 直接金属激光烧结原理[25]
Fig.4 Schematic of DMLS [25]
1.4 电子束熔化成形(EBM)
电子束熔化成形(EBM)是另一种以 PBF为基础的增材制造工艺,在真空环境中,采用高能高速的电子束选择性地熔化金属粉末层或金属丝,熔化成形,层层堆积直至形成整个实体金属零件[26]。基本原理如图5a所示,在EBM中加热的钨丝发射高速电子,然后由两个磁场控制,即聚焦线圈和偏转线圈。聚焦线圈作为磁性透镜,将光束聚焦到所需直径至 0.1 mm,而偏转线圈使聚焦光束在所需点偏转以扫描金属粉末[27]。当电子高速撞击金属粉末时,它的动能转化为热能,熔化金属粉末。EBM的工艺步骤如图5b所示,先将平台加热到一定温度后,按预设厚度均匀地将金属粉末铺在平台上,每个粉末层扫描分为预热和熔化两个阶段。在预热阶段,通过使用高扫描速度的高电子束多次预热粉末层(预热温度高达0.4~0.6Tm);熔化阶段,使用低扫描速度的低电子束来熔化金属粉末。当一层扫描完成后,台面下降,重新铺放金属粉末层,重复该过程直到形成所需的金属部件。EBM整个工艺在10-2~10-3 Pa的高真空下进行。
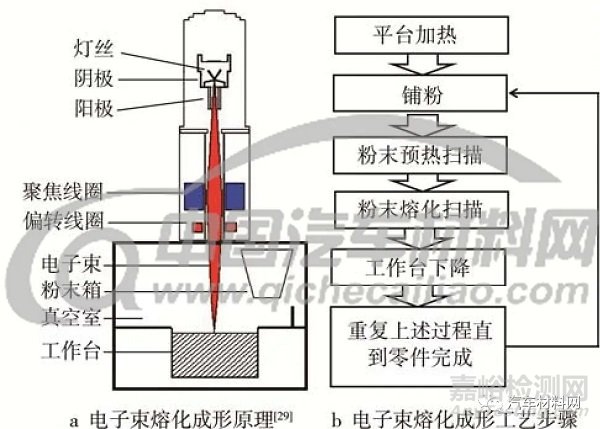
图5 电子束熔化成形技术
Fig.5 Electron beam melting technology a) schematic of EBM [29], b) steps of EBM proces
电子束熔化成形(EBM)工艺类似于 SLM,唯一的不同之处是熔化粉末层的能量源,这里使用电子束代替激光[7]。EBM技术具有成形速度快、无反射、能量利用率高、在真空中加工无污染和可加工传统工艺不能加工的难熔、难加工材料等优点[28]。而 EBM技术的缺点是:需要专用的设备和真空系统,成本昂贵;打印零件尺寸有限;在成形过程中会产生很强的X射线,需要采取有效的保护措施,防止其泄露对实验人员和环境造成伤害。
1.5 激光工程化净成形(LENS)
激光工程化净成形(LENS)是在激光熔覆技术的基础上结合选择性激光烧结技术发展起来的一种金属3D打印技术[30]。LENS工作原理同选择性激光烧结技术相似,采用大功率激光束,按照预设的路径在金属基体上形成熔池,金属粉末从喷嘴喷射到熔池中,快速凝固沉积,如此逐层堆叠,直到零件形成。如图6所示,LENS系统主要由激光系统、粉末输送系统和惰性气体保护系统组成。首先通过三维造型软件设计出零件的三维CAD实体模型,然后将三维实体模型转化成 STL格式的文件,再利用切片软件将实体模型的 STL文件切分成一定厚度的薄层,并得到每一层扫描轨迹,最后把生成的数据传送到LENS系统中,系统根据给定的数据,层层沉积形成致密的金属零件[31]。
激光工程化净成形技术与常规的零件制造方法相比,极大地降低了对零件可制造性的限制,提高了设计自由度,可制造出内腔复杂、结构悬臂的金属零件,能制造出化学成分连续变化的功能梯度材料,并且还能对复杂零件和模具进行修复。由于使用的是高功率激光器进行熔覆烧结,经常出现零件体积收缩过大,并且烧结过程中温度很高,粉末受热急剧膨胀,容易造成粉末飞溅,浪费金属粉末。
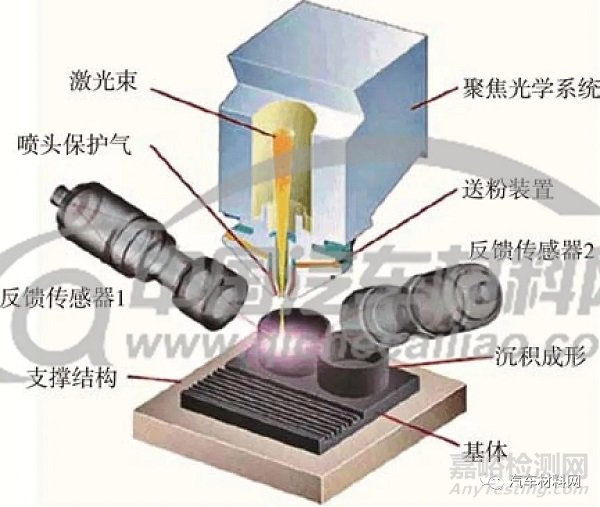
图6 激光工程化净成形原理[32]
Fig.6 Schematic of LENS[32]
2 金属3D打印技术的应用
2.1 选择性激光烧结(SLS)的应用
SLS技术在金属零件制造中占有重要地位,它的应用范围十分广泛,包括汽车制造、航空航天、建筑桥梁、海洋、医学和模具等领域。据德国 EOS公司透露,新一代战机 F-35Lighte-ningⅡ飞机中有 1600个零部件使用 SLS技术快速成形制造出来的,欧洲宇航防务集团(EADS)公司已经在研究使用SLS技术制造飞机[33]。美国采用SLS技术制备AIM-9响尾蛇导弹制导部分的基座[34]。此外EOS公司用SLS技术制造不锈钢(316L)内腔镜、镍合金(IN625/IN718)高温涡轮部件、钛合金(Ti64)医疗植入和铝合金(AlSi10Mg)赛车零件等[35]。
2.2 选择性激光熔化成形(SLM)的应用
近年来,各国加大了对SLM工艺的研究及设备投入,使得SLM技术制造金属部件快速商业化,开始应用于航空、汽车、医疗器械和武器装备等领域。2012年美国通用电气公司(GE)收购了Morris Technologies公司,利用该公司 SLM 设备与工艺技术成功制造出LEAP喷气式发动机燃油喷嘴[36]。欧洲空中客车集团创新中心(Airbus Group Innovations)用Ti-6Al-4V合金,采用SLM技术制备空客320和380飞机的舱门托架和发动机舱门铰链[37]。在医疗领域,SLM 技术也有广泛的应用,西班牙萨拉曼卡大学利用澳大利亚科学协会研制的Arcam型SLM仪器制造出了钛合金胸骨与肋骨,并成功植入罹患胸廓癌的患者体内[38]。
2.3 直接金属激光烧结(DMLS)的应用
目前,DMLS技术在航空、船舶、机械和模具制造及修复行业应用广泛。美国奥斯汀大学用INCONEL625超级合金和 Ti-6Al-4合金,成功制造出 F1战斗机和AIM-9导弹的金属零部件[39]。DMLS技术可对大型转动设备重要零部件,如齿轮、轴、叶片、阀门及模具等,进行磨损、腐蚀和冲蚀后的修复。德国EOS公司研发出DMLS的高阶模具技术,可直接烧结各种金属粉末,如铜基合金、铝硅镁、钴基超级合金、镍基超级合金、模具钢、不锈钢及钛合金(TiCP/Ti64)等,来发展高阶模具技术。EOS研发DMLS技术用于设计异型冷却水路,达到了最佳的冷却效果,提升了射出效率。此外,在高度复杂的模具工业中,DMLS非常适用于对局部的模具制造,尤其在大型模具制造中,异型冷却水路与DMLS结合可以将模具制作的效益发挥到最大[40]。
2.4 电子束熔化成形(EBM)的应用
目前,从事EBM技术研究的企业和科研机构有橡树岭国家实验室、瑞典Arcam公司、意大利AVIO公司、清华大学、北京航空制造工程研究所和中航工业制造所等。EBM 技术在航天航空、生物医疗及汽车领域得到了广泛应用。意大利 AVIO公司利用EBM技术成功地制备出了TiAl基合金的航空发动机低压涡轮叶片,比传统方法制造的叶片质量减轻了20%以上,并且制造时间也大大缩短[41]。中航工业制造所利用BEM技术对钛合金、钛铝金属间化合物在航空上的应用进行了大量研究,将Ti-6Al-4V合金的性能达到国际领进水平,并成功研制出多个飞机和发动机结构工艺试验件[42]。生物医学植入方面,用EBM技术打印的颅骨、脊椎骨、髋臼杯和钛合金关节头等骨科植入物已经成功得到临床应用[37]。
2.5 激光工程化净成形(LENS)的应用
LENS技术主要应用于国防、航空航天和医疗器械等方面,可制备功能梯度材料,修复钛合金叶片和整体叶盘等部件,并且其力学性能达到锻造水平,也可运用到直升机、客机、导弹和 F-22战斗机的制造中[19]。北京航空航天大学王华明教授团队用 LENS技术研究出高含碳量(9%~12%)的激光熔覆超高碳Cr-Ni-C高温自润滑特种耐磨涂层的新材料,并成功应用到我国某新型航空发动机关键热端高温耐磨运动副零部件上[43]。此技术还用在医疗植入,采用与人体相容性良好的 Ni、Ti合金材料,制备出空隙率达70%的植入体,延长了植入体的使用寿命[44]。
3 总结与展望
金属3D打印技术具有诸多的优势,在航空航天、石油天然气、海洋、汽车、制造工具和医疗领域开始得到广泛应用。首先,它可以大大减少买飞比(输入材料质量与最终零件质量之比)。对于传统制造工艺,航空发动机和结构部件的买飞比分别高达 10:1和20:1,金属 3D打印可以根据零件要求逐层添加材料成形所需要的构件,将买飞比降低到 1:1。其次金属3D打印可以生产高度复杂的零件和自由设计的零件,它可以使用有限元分析(FEA)来优化结构,生产出具有低密度、高强度、高能量吸收和良好热性能的晶体结构,可用于轻量化和更好的散热。金属 3D打印还可以减少制造零件所需的模具,降低装配要求,将装配所需的零件数量集成到单个零件中,以减少制造时间,降低制造工艺要求并优化所需的机械性能。虽然金属3D打印技术取得了重大进展和技术进步,但在速度、准确性、工艺控制和成本效益等方面的表现仍有待提高。现今研究和开发工作的重点是解决仪器成本、构建速度、原料成本、表面光洁度、零件尺寸以及质量和认证等突出问题。
目前3D打印金属零件昂贵,随着金属3D打印技术的逐步发展,预计制造成本会下降,表面光洁度的提升、零件质量的改进及零件尺寸的增加将会使其在各行各业开辟应用空间。未来可以根据材料的属性-结构-加工关系来预测零件性能,实现前期工艺质量缺陷监测,节省所需的原材料和制造时间。预测工艺模型化,更好地了解物理和冶金机制来应对性能变化,可将金属3D打印技术的优势发挥到淋漓尽致。

来源:表面技术


