织物在基层(substate)面上产生肉眼可见的清晰的纹理 、波纹。产生纹理 、波纹的原因有 :
1、制品成型冷却过程中,粘接剂基材的收缩远大于增强纤维;
2、粘接剂 、纤维分布不均匀(例如 :经线与纬线交会处纤维含量大,粘接剂含量小;其余地方则相反);
3、绝大部分热塑性塑料的线性热膨胀系数,至少比纤维(如:GF、CF、aramid)大一个数量级,导致局部产生可变体积收缩;
4、晶体聚合物会产生附加结晶收缩。
表面性能随时间推移而降解
即使费大力气使制品达到了A级表面精度,但制品存放(特别是存放在恶劣环境里)不久后,其表面性能会降解,“A级”会不翼而飞。且看一实例:
Audi A6轿车的前发动机罩 ,是喷漆的先进纤维(织物)复合材料,达到了A级表面精度。但喷漆后存放在温度为70℃、62%相对湿度的环境里,一周后肉眼可观察到制品表面上隐约的经、纬线纹理 ,但不能定量表述,以及不规则的桔皮纹——而这与A级表面精度无关。
实现 A级表面精度的技术措施
提高复合材料制品的表面性能的方法很多,例如:粘接、模内涂层、喷胶衣、打底漆、喷漆、火焰处理 、等离子处理 、电晕放电 、flocking工艺和气相氟处理等。总的来说该技术研究方向大致分为三个方面:
1、从材料着眼,筛选最佳(性能价格比最佳的) 原材料,且各种(相)原材料之间科学匹配;
2、从工艺技术着眼,如筛选所用材料的最佳成型工艺 、最佳工艺参数等;
3、借助于光学测量仪(如:表面光洁度仪 、Wavescan Plus仪)等,准确地测到具有A级表面精度制品的技术参数。
1。从原材料着眼。探索制品达到A级表面精度
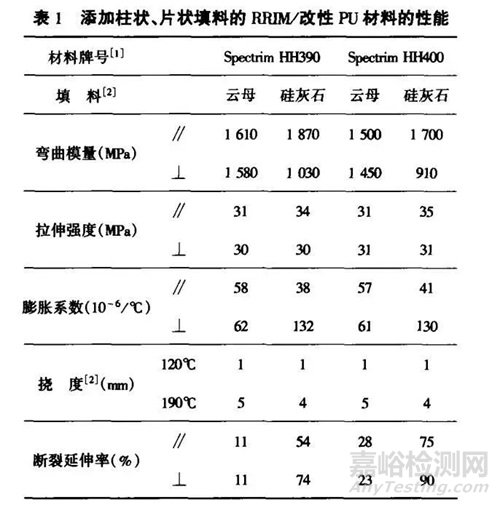
为了使树脂充分浸渍纤维 ,提高制品的强度和表面性能 ,采用不同形式的纤维(如:织物 、非织物和特种表面毡等),不同形式的填料(如有必要的话,如 :棒状填料[硅灰石 ]、片状填料[云母])相配和,达到最佳匹配(效果见表1)。采用低糙度树脂,树脂与纤维精确匹配,并进行联机喷漆。有的制品喷漆前进行清洗,如:火焰或等离子体处理。制品表面涂覆底漆(一般为双组份胶衣),这样可掩蔽表面波纹,并提高制品表面与胶衣之间的粘接强度。接着喷透明胶衣。采用水剂漆进行着色,着色方法有:喷漆、静电粉末涂层和浸涂。喷漆可提高制品的热变形温度和热膨胀系数。喷漆方法有:离线喷漆,物理干燥;联机喷漆,采用单组份漆或双组份漆(温度较低)。有的 RTM制品可喷着色胶衣。有的SMC制品采用模内涂层(IMC)技术。
(注:[1]Dow Chemical公司研制的RRIM/改性PU材料;[2]填料含量为21%;[3]式样长度为150mm。来源:Martin Munstermann. Plastic goes online. Kunststoffe, vol 91(3):11~14)
2。从生产工艺着眼。探索直至达到目的
首先,探索具有A级表面精度的SMC制品模塑过程中的反应收缩率。
第二步 ,探索该反应收缩率的最佳工艺参数。
最后,反其道而行之,直至达到制品获得A级表面精度的目的。
实践说明,在模塑过程中SMC制件的反应收缩率(s),是施加于它的模压压力(v)和模内温度(t)的函数,即s=f(v,t)。也就是说,s随着v的增大而增大,随着t的增大而减小。下面附带介绍一种预处理工艺。
气相氟处理 (gas fashion fluorination)是新近才出现的较新颖 、先进的表面预处理工艺 。氟是最活泼的非金属元素,自然气相氟的化学性也非常活泼。塑料、复合材料制品的表面能([注1])很低(<40mN/m),低于喷漆、flocking等表面处理工艺所需的表面能([注1]:两相材料在界面上粘接得牢固,其先决条件之一是彼此都必须具有足够大的强度——表面能)。补救的办法是表面处理以前进行预处理。后者的作用是提高制品的表面能、表面活性、改善表面形状和降低浸渍角。而气相氟处理正好起到了这些作用。该工艺不受制品的限制,可处理三维制品;可联机(在线)或离线处理 (与产品的生产情况一致 )。其重要工艺参数有:
(1)反应温度,一般为25℃,温度越高反应速度越快 ;
(2)气相氟的浓度 ;
(3)反应(滞留)时间。
下面举三个实例:PP—EPDM气囊盖气相氟处理后喷水剂漆;某车的后挡板的内面气相氟处理后达到A级表面精度 ;PP/PE内饰件采用了气相氟处理。
3。借助于光学测量仪
如上所说 ,织物增强塑料制品的表面势必产生纹理、波纹,于是就喷漆。喷漆可使微细结构光滑,产生高光泽。但是欲盖弥彰,实际上漆与基层隔绝,反而使粗结构(波纹)更清晰。这样喷漆后波纹仍然影响表面质量。怎么办呢?借助于光学测量仪(如:表面光洁度仪 、Wavescan Plus仪等),可定性或定量地测波纹的类型,系统、准确地测到已喷漆的制品的材料参数(如:基材类型、织物精细度、纤维含量)、技术参数(压力、温度等)对纹理发展的影响。从而探索到制品达到A级表面精度的目的。
SMC制品联机喷漆与A级表面精度层压板的结构
SMC制品脱模后利用氧化剂进行表面处理(原文:power,可能有误)。涂覆导电底漆,再涂覆胶衣。为适应阴极浸涂工艺的要求,宜利用胶衣使SMC制品具有一定的表面张力。法国 Inoplast公司的低密度、挠性的导电SMC——具有耐高温、不降解、尺寸稳定性好、膨胀系数与其他材料相近、纯静电喷漆性能好等优点,采用联机阴极浸涂工艺。另外,为达到A级表面精度,有的制品表面涂覆一层厚11μm的丙烯酸粉末涂层。有的A级表面精度的树脂糊的配方是:低收缩树脂100份,三水和氢氧化铝(填料)100份 ,玻璃纤维 30%([注]:这是低收缩 、A级表面精度混杂树脂,Reichhold GmbH出品)。
下面介绍经耐候试验后仍达到A级表面精度的、已喷漆的手糊成型环氧树脂层压板的横断面结构,共有三层:
1、表面层(胶衣层)。快速固化的表面树脂胶衣,用量较大,可能有肉眼可发觉的规则的表面结构;
2、中间层。分为3层,(1)玻纤毡 ;(2)单重较小的纤维织物 ;(3)无纺布(随机纤维层),至少1层 ;
3、增强层 ,单重较大的纤维织物。
来源:网络、复合材料体验馆