冲击性能是指材料抵抗冲击载荷的能力,在材料力学性能的研究中具有重要意义。冲击试验机是用来测试材料冲击韧性的设备,由机座、机架、摆锤、冲击刀刃、操作机构和读数装置等6个部分组成,根据需要还可增加一些辅助设备,如高低温装置、试样自动对中装置等。目前,许多机械结构的设计都向着轻量化方向发展,这就要求材料具有较高的强度和硬度,以及良好的塑形和韧性,该类型的材料进行冲击试验时,会对冲击试验机造成一定的损坏,尤其会使冲击刀刃的使用寿命大大缩短,甚至出现冲击刀刃断裂的现象,典型断裂冲击刀刃的宏观形貌如图1所示。来自河钢集团钢研总院的邢承亮、宋月等研究人员对冲击试样、冲击刀刃、冲击试验机的选择以及试验过程等方面进行了研究,查明了冲击刀刃断裂的原因,提出了合适的控制方法,以避免该类问题再次发生。

1、冲击试样的选择
1.1 试样尺寸
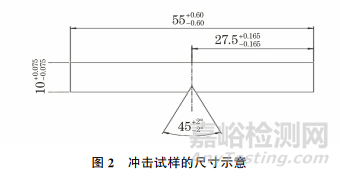
按照 GB/T229—2020《金属材料 夏比摆锤冲击试验方法》的要求,对冲击试样进行加工,冲击试样的尺寸如图2所示。标准中规定了2.5,5,7.5,10mm的4种不同厚度的冲击试样,随着厚度的增加,试样的冲击吸收能量不断变大。一般试样都有加工缺口,当缺口底部过渡圆弧的半径过大、开口角度偏大、缺口深度较小时,会引起试样的冲击吸收能量明显变大,导致试样的冲击韧性提高,进而对冲击刀刃造成损坏。
1.2 试样缺口形式
一般规定了V形、U形和无缺口等3种缺口形式的冲击试样。冲击试样的缺口形式对冲击韧性的测试结果影响非常大,夏比V形缺口比夏比 U形缺口底部过渡圆弧半径更为尖锐,更能反映材料缺口和内部缺陷对动态载荷的敏感性。对于U形缺口试样,进行冲击试验时,其冲击吸收能量大部分消耗于裂纹的形成阶段,而对于V形缺口试样,其冲击吸收能量大部分消耗于裂纹的扩展阶段,无缺口试样试验时无法造成应力集中,所获得的冲击吸收能量要远大于有缺口试样。因此在试验前要认真选择试样的缺口形式,以避免试验时冲击吸收能量过大造成刀刃的损坏。
1.3 试样缺口检验
在进行V形、U形缺口试样的冲击试验时,要求V形缺口试样缺口的深度为2mm,呈45°角,缺口底部过渡圆弧半径为(0.25±0.025)mm;U形缺口试样缺口的深度为2mm或5mm,缺口底部过渡圆弧半径为(1±0.07)mm。试样缺口的加工质量不合格会导致冲击试验的结果不可信,并引起试验结果的陡跳。缺口加工质量检验是保证试样缺口尺寸合格的重要质量控制手段。在进行冲击试验之前,需要对缺口进行加工质量检验,以避免试验期间发生冲击吸收能量的陡跳,损坏刀刃。
2、冲击刀刃的选择
2.1 加工冲击刀刃的材料
加工室温冲击刀刃的材料应具有高的硬度、强度,良好的耐磨性、淬透性、淬硬性、组织性能均匀性等,以及足够的韧性。冷作模具钢一般属于高碳合金钢,其碳元素质量分数大于0.80%,最高可达2.0%~2.3%,铬元素是这类材料的重要合金元素,其质量分数通常不大于5%,为了提高材料的耐磨性和淬火后变形小的特性,铬元素的质量分数最高可达13%。冷作模具钢中形成了大量的碳化物,其组织大部分属于过共析钢或莱氏体钢,因此冷作磨具钢是加工室温冲击刀刃材料的首选。
加工高温冲击刀刃的材料应具有较高的高温强度,良好的热疲劳稳定性、导热性、耐腐蚀性、淬透性等。热作模具钢属于中碳合金钢,碳元素的质量分数为0.30%~0.60%,属于亚共析钢,钢中因加入了较多的合金元素(如钨、钼、钒元素等)而成为共析或过共析钢,因此热作磨具钢是加工高温冲击刀刃材料的首选。
2.2 冲击刀刃的设计及加工
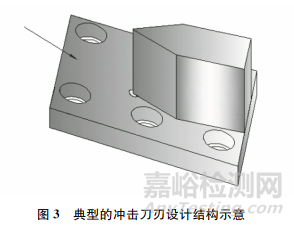
冲击刀刃在结构设计时应该避免出现尖角、棱角等造成应力集中的受力点,以防止在高速动态载荷下损坏刀刃,典型的冲击刀刃设计结构如图3所示。
在进行机加工前,需要对加工材料进行全面的无损检测,以防止产生细小裂纹等缺陷。缺陷会在多次试验过程中成为疲劳裂纹源,缩短刀刃的使用寿命。冲击刀刃的机加工过程为:粗加工阶段切除加工表面上的绝大部分余量,在毛胚上加工出接近冲击刀刃的尺寸和形状;半径加工阶段为精加工做铺垫,在粗加工后的刀刃上去除留下的误差和缺陷,获得较好的精度,并完成一些非主要位置的加工;精加工阶段切除加工表面上的微量材料,控制加工表面的加工质量。该过程即保证了冲击刀刃的加工精度,又避免了因加工缺陷而引起的冲击刀刃断裂问题。
2.3 冲击刀刃半径的选择
冲击刀刃半径有8mm和2mm两种,一般情况下采用8mm 摆锤刀刃半径测得的冲击吸收能量要高于采用2mm摆锤刀刃半径测得的,两种冲击刀刃半径测得的侧膨胀值、剪切断面率以及韧脆转变温度也都有所不同。因此在进行冲击试验前要选择合适的刀刃半径,以防止因刀刃半径选择不当而对刀刃造成损坏。
3、冲击试验机的选择
3.1 试验方法
简支梁冲击试验机是将试样水平放置且不固定试样两端。该试验机释放摆锤后,从中间对试样施加冲击弯曲负荷并使试样破裂。该试验机可用于生产过程中的质量控制,也可用于比较不同材料的冲击韧性。
悬臂梁冲击试验机是将试样垂直放置且夹住一端,另一端接受摆锤释放的能量,试样因受到打击而产生破坏。该试验机可测定材料被摆锤冲击时的抗冲击性能,可用于快速确定材料是否符合所需冲击强度的要求,也可用于比较材料的冲击韧性。
简支梁冲击试验机和悬臂梁冲击试验机对试样的作用力不同,试验前要根据试验方法选择合适的试验机,避免因方法选择不当而对冲击刀刃造成损坏。
3.2 试验机量程
试验前要对试样的冲击性能有一定的了解,选择合适量程的冲击试验机,一般要求试样的冲击吸收能量不超过试验机量程的80%,以避免对冲击刀刃造成损坏。当无法估计试样的冲击吸收能量时,要选择大量程试验机,或先将试样加工得较薄一些,完成初步的冲击试验。
4、试验过程
4.1 试样放置
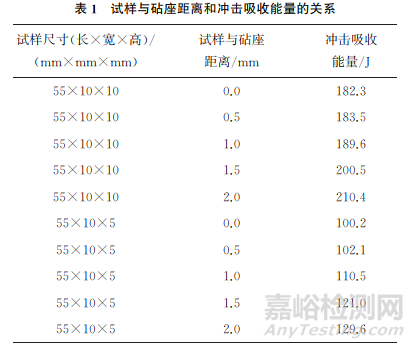
试样缺口面应该与砧座面紧密贴合,冲击刀刃沿着缺口对面向缺口背面打击,试样缺口对称面偏离两砧座间的中点距离应不大于0.5mm,否则摆锤高速打击试样时会产生缓冲,造成冲击试验结果失真,试样与砧座距离和冲击吸收能量的关系如表1所示。
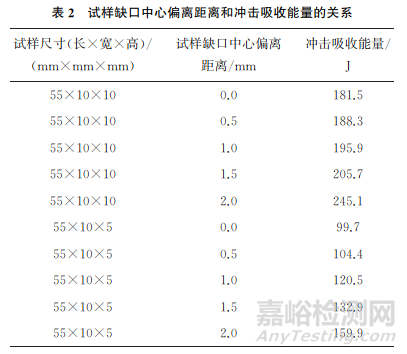
试样缺口中心需与冲击刀刃中心重合,否则缺口处裂纹的形成及扩展会变得困难,造成冲击试验结果失真,试样缺口中心偏离距离和冲击吸收能量的关系如表2所示。
以上两种情况都会造成冲击试验的测试值大于真实值,较大的测试值会对冲击刀刃造成较大的危害,甚至造成刀刃断裂。因此在手动放置试样时要对中放好试样,在自动送样时要经常检查自动对中装置的有效性,以避免冲击刀刃在试验过程中发生断裂。
4.2 刀刃固定
冲击刀刃是由固定螺栓和摆锤连接在一起的,快速载荷的冲击会对紧固螺栓施加一定的力,并造成螺栓松动,冲击刀刃受力不均匀,导致发生断裂。因此进行冲击试验前,要对冲击刀刃的紧固性进行检查,以避免螺栓出现松动。
5、结论
(1)试样缺口的形式、高度、宽度和加工精度等对试样的冲击吸收能量影响很大,在进行试验前要严格控制试样的质量,以防止因试样不合格而对冲击刀刃造成损坏。
(2)冲击刀刃合适的材料、合理的受力设计、多道次的精密加工是决定刀刃使用寿命的关键因素。
(3)根据试验方法和试样冲击性能合理选择试验机,不合适的试验机类型、量程都会对冲击刀刃造成损坏。
(4)试验过程中要特别注意试样对中、刀刃紧固等问题,以避免冲击刀刃发生断裂。