20世纪80年代,相控阵技术开始应用于工业检测。21世纪初,随着电子和数字信号处理技术的发展,相控阵技术的发展尤为迅速。
DNV-RU-SHIP-Pt2Ch4:2021《挪威船级社船舶规范 第2部分-材料和焊接-第4章-制造和检测》及DNV-OS-C401:2021《挪威船级社海上结构的制造和检测标准》中均提到了先进无损检测,先进无损检测包括衍射时差法超声检测、相控阵超声检测、数字射线检测等,先进无损检测技术及工艺规程鉴定应符合最新版DNV-CG-0051:2022《挪威船级社指南-无损检测》的标准要求,该标准在附录A-1中给出了相控阵超声检测工艺规程的鉴定指南。下面主要对该标准中相控阵检测焊缝的各项具体要求进行解读。
一、DNV无损检测的发展历史
DNV(挪威船级社)成立于1864年,是世界著名船级社之一,也是国际权威认证机构之一,其业务涉及造船航运、海工、油气、可再生能源等诸多行业;2013年9月DNV与GL(德国劳氏船级社)合并,成立DNV GL集团;2021年3月1日起,DNV GL更名为DNV。
DNVGL-CG-0051:2015标准在第一部分“通用要求”的第5章“人员资格”提到了特殊方法(如超声衍射时差法、数字射线检测、相控阵超声、奥氏体不锈钢/双相不锈钢的超声检测)应进行模拟试件检测。模拟试件检测的目的在于验证工艺规程,也具有验证技术人员应用该项技术能力的作用。
DNVGL-CG-0051:2015标准在第六部分“超声检测”的第1章“范围”中指出,相控阵超声检测方法的应用需要特定的规程、进行工艺规程验证和满足ISO 13588:2019《焊缝无损检测 超声检测自动相控阵技术的使用》的要求。
以上两处虽然提到了相控阵超声检测,但并未像其他常规检测方法一样做出详细的规定,给相控阵超声的检测实施带来一定困扰,于是DNV-CG-0051:2022标准给出了相控阵检测的具体要求。
二、焊缝相控阵检测要求解读
1、适用范围
标准规定了使用半自动或全自动相控阵超声技术检测焊宽6 mm及以上金属材料熔化焊焊接接头的具体要求,适用于母材和焊缝材料都是低合金或细晶粒钢的板、管、容器等简单几何形状的全熔透焊接接头。
2、检测等级
焊接接头的质量要求主要与材料、焊接工艺和服役条件相关。为了符合所有要求,不同于ISO 13588:2019规定了A,B,C,D四个检测等级,DNV-CG-0051:2022标准只规定了一个检测等级,适用于所有的焊缝范围,该检测等级融合了ISO 13588:2019的各等级要求,相当于一个综合等级。
相控阵检测焊缝应针对融合面进行线扫(ISO 13588:2019规定,如果仅基于幅度验收缺陷,声束偏离焊缝坡口垂线的角度不超过6°时,原则上也应用线扫),以及特定检测技术中定义的其他扫描(例如扇扫)。
如果不连续的评估仅基于幅度,要求使用线扫扫查焊缝融合面,声束应尽量与融合面垂直,最大偏差不应超过6°,推荐±2°。如果使用规程描述的扇扫,通过演示验证可以检测和定量融合面的缺陷,以上角度偏差要求可以忽略(演示验证使用含有融合面的反射体参考试块)。
通过长度和高度或长度和最大波幅来评估检测指示时,应按照ISO 19285:2017《焊缝无损检测 相控阵超声检测》或公认的标准和船级社的具体要求进行。尺寸评估技术包括参考等级、时间增益修正(TCG)、距离增益(DGS)和6 dB下降法。6 dB下降法只能用于测量尺寸大于波束宽度的指示。
3、检测前所需了解的信息
检测前应编制检测规程及扫查计划,扫查计划应显示声束覆盖范围、焊缝厚度和焊缝几何形状。
检测规程应包含扫查计划,该计划应显示探头位置、探头移动和工件的覆盖情况,以提供一个标准化的、可重复的焊缝检测方法。扫查计划还应包括使用的声束角度、相对于焊缝中心线的声束方向、聚焦的情况和每条焊缝检测区域位置。
规程编写前需确定以下内容:
① 检测的目的和范围;
② 检测等级;
③ 验收标准;
④ 参考试块规格;
⑤ 执行检测的阶段(制造过程或在用阶段);
⑥ 焊缝详细信息和热影响区尺寸;
⑦ 焊缝可接近性、表面状态和温度;
⑧ 人员资格要求;
⑨ 报告要求。
焊缝检测开始前,
检测人员还应获取以下信息:
① 书面检测规程;
② 母材材料和产品类型(如铸件、锻件或轧制件);
③ 焊接接头制备和尺寸;
④ 焊接指导书或与焊接过程有关的信息。
4、人员要求
检测人员最好按照ISO 9712:2012《无损检测 无损检测人员的资格和认证》进行第三方认证。操作和解释人员至少需具有PA-II级资格。不执行数据解释或分析,仅执行数据采集的人员可为PA-I级。
在焊缝超声波检测的常规基础上,检测人员应熟悉超声波相控阵仪器的使用,并具有实际操作经验。
DNV要求检测人员事先提供认可的行业证书(国内特种设备PA-II级资格、ISO 9712 PA-II/III、PCN PA-II/III、CSWIP PA-II/III),使用经DNV批准的相控阵超声检测规程和选定的相控阵设备,在有代表性的、类似于预期检测的、带有自然缺陷或人工反射体的试样上进行考试,考试通过后授予其相应检测资格等级证书,考试结果应记录在案。
5、设备要求
通用要求
用于相控阵检测的设备应符合ISO 18563-2017《相控阵设备特性及校验》的要求。
仪器要求
应选择合适的相控阵检测设备。推荐使用至少6倍于探头标称频率的频率作为A扫采样频率。
探头要求
纵波和横波探头都可以使用。扫查曲面工件时,探头匹配应符合DNV-CG-0051:2022第7部分“手动超声检测”的要求,楔块底部与工件表面的间隙不超过0.5 mm。每16个阵元中最多可损坏1个,不允许相邻阵元损坏。对于激活孔径小于16个阵元的探头,除非证明了性能足够,否则不允许有坏阵元。
扫查装置要求
为确保采集数据图像的连续一致,应使用带有导向和编码功能的扫查器进行检测。
6、试块要求
该标准中有3种试块,包括校准试块、参考试块及验证试块。
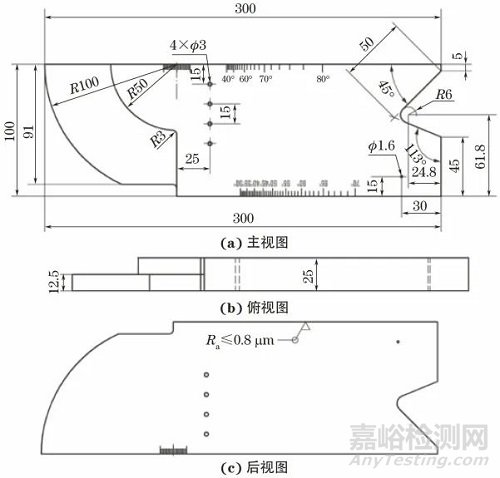
校准试块应符合ISO 19675:2017《无损检测 超声检测 相控阵检测校准试块规范》要求,试块结构如图1所示,主要用于声速校准、楔块延迟校准和ACG校准。
图1 校准试块结构示意
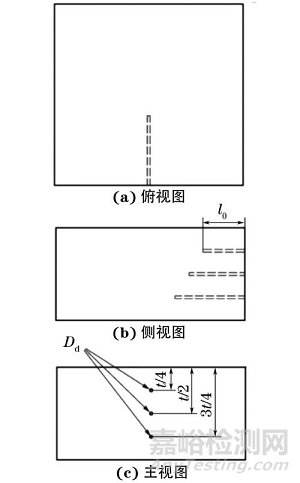
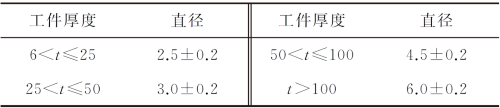
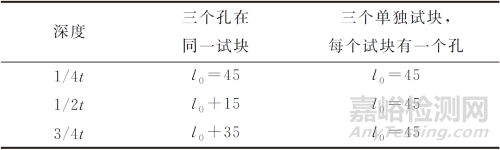
参考试块用来确定灵敏度(TCG校准)和检测的完整性(覆盖情况),应选用与被检工件相似的材料来制作(考虑声速、晶粒结构和表面状态)。推荐的参考试块厚度应为被检工件厚度的0.8~1.5倍,且试块与工件的最大厚度差不超过20 mm。所选参考试块的长度和宽度应能确保所有人工反射体被适当地扫查到。对于圆柱形工件的纵向焊缝检测,应使用曲面参考试块,其直径应为被检工件直径的0.9~1.5倍。对于直径不小于300 mm的被检工件可采用平面参考试块。当工件厚度t为6~25 mm时,至少需要3个反射体,反射体布置可参考图2(Dd为横孔直径,l0为横孔长度)。当工件厚度大于25 mm时,至少需要5个反射体,参考反射体为横孔(典型的参考反射体有横孔、槽、平底孔),各典型参考反射体的参数如表1~3所示。
图2 工件厚度为6~25 mm的参考试块结构示意
表1 参考试块横孔直径(mm)
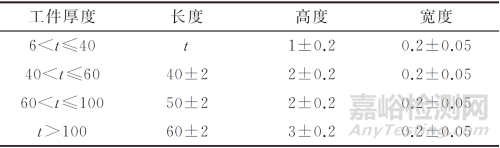
表2 参考试块表面槽参数(mm)
表3 参考试块横孔参数(mm)
验证试块用于规程可行性和检测能力评估。验证试块应具有人工反射体,厚度应具有代表性,试块材料声学特性与被检工件相同或相近,具有产品焊缝的特征(包括焊接方法、焊缝坡口、焊缝尺寸应与实际工件一致),自然缺陷或人工缺陷应是制造工艺中出现的典型缺陷(类型、尺寸、位置)。验证试块应可追溯至制造材料;反射体的数量和位置应足以保证检测的可靠性;反射体的长度、高度和位置应各不相同,缺陷之间的距离不能太近。
例如厚为48 mm的X型坡口工件,其验证试块的缺陷设置可参考图3。验证试块可参照ISO 13588:2019中检测等级为C级的参考试块进行设计,其中表面槽1和3位于检测区域边缘,用来模拟热影响区裂纹,同时验证工艺能否覆盖焊缝上、下两侧热影响区(宽度覆盖);表面槽2和4位于焊缝中心线上,用来模拟焊缝表面裂纹,同时验证工艺对焊缝上、下表面缺陷的检测能力(深度覆盖);坡口面上的5号槽用来模拟未熔合,验证坡口面上缺陷的检测能力和定量能力,其与坡口面的夹角不应超过5°,尺寸应小于ISO 19285:2017第9节“基于长度和高度的验收标准”中验收等级AL2允许的最大尺寸;6和7号横向槽用来模拟横向近表面裂纹,验证工艺对上、下近表面横向裂纹的检测能力;表面下方4 mm处的ф2 mm横孔用来验证工艺对近表面缺陷的检测能力;另外3个不同长度的ф3 mm横孔,用来对该工艺定量缺陷长度、深度、高度的准确性进行评估。
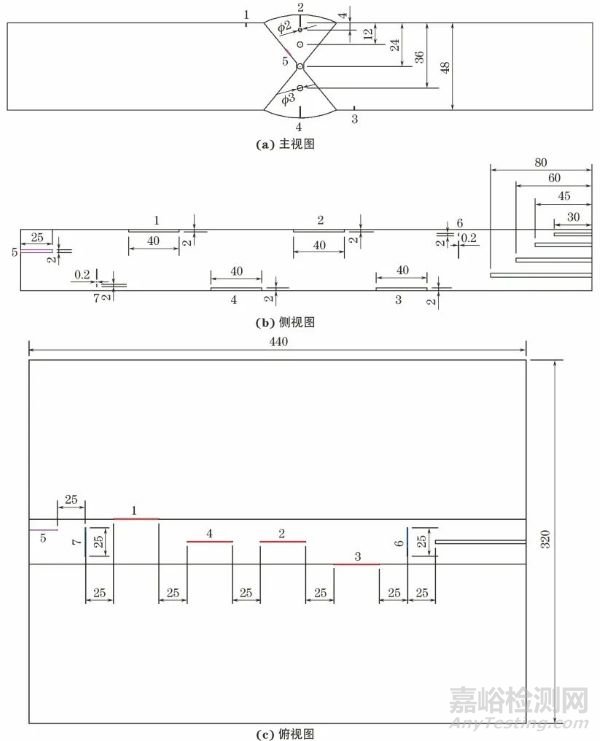
图3 厚度为48 mm工件的验证试块结构示意
7、检测准备
检测区域
对于建造阶段的检测,检测区域应包括焊缝及焊缝每侧至少10 mm的母材区域,或者是热影响区,以较大者为准,确保声束覆盖需要检测的区域。
检测设置的验证
检测设置的检测能力应使用合适的参考试块来验证。
扫查步进的设置
沿焊缝的扫查步进设置取决于要检测的工件厚度。焊缝厚度不超过10 mm时,扫查步进不超过1 mm。对于厚度为10~150 mm的焊缝,扫查步进不得超过2 mm。焊缝厚度大于150 mm时,推荐的扫查步进不超过3 mm。
几何结构的考虑
当检测复杂几何结构的焊缝时,应仔细编制检测计划,需对声波的传播有深入了解,该类检测应通过特定的工艺规程验证,要求使用典型的验证试块进行性能演示。
扫查表面准备
应保证扫查表面(在足够宽的区域内)清洁。扫查表面应平整且无可能干扰探头耦合的异物(例如铁锈、水垢、焊接飞溅、划痕、凹槽)。如需要,应通过打磨扫查表面来确保这些要求。当扫查表面有其他材料,如涂层、油漆、堆焊层等,且不能移除时,应进行特定的工艺规程验证。
温度
当不使用特殊的高温相控阵探头和耦合剂时,被检物体的表面温度应为0~50 ℃。对于超出该范围的温度,应验证设备的适用性。
耦合剂
为了获得连续稳定的图像,应使用耦合剂,保证探头和材料之间恒定的超声波传输。用于校准的耦合剂应与检测时和检测后核查中使用的耦合剂相同,如果不一致,应使用同一反射体进行比较,然后进行灵敏度补偿。
8、母材检测
应在扫查区域内用直探头检测母材分层。直探头可以选择相控阵超声检测探头或常规探头。
9、范围和灵敏度设置
通用要求
每次检测前均需按照标准进行范围和灵敏度设置。当使用A扫描时,应对参考信号进行优化,使其至少具有12 dB的信噪比,当使用相控阵成像时,信噪比至少为6 dB。
脉冲回波时间窗口
脉冲回波信号的时间窗口应覆盖整个关注区域,并在书面检测规程中作出规定。应确保组合声束覆盖检测区域。
脉冲回波灵敏度设定
选择扫描模式(固定角度、线扫描、扇扫描)后,应对相控阵探头产生的每个声束(例如声束角度、聚焦点)进行灵敏度设置;当探头带楔块使用时,灵敏度设置时应使用相同的楔块。
相控阵探头可以使用不同的聚焦模式,如静态聚焦和动态深度聚焦,应对每个聚焦声束进行灵敏度设置。
角度增益修正和时间增益修正能使所有声束角度及所有距离的信号指示具有相同幅度。
经过以上步骤,生成声束的参考灵敏度可按照ISO 17640:2018《焊缝无损检测 超声检测 技术、检测等级及评定》手动超声的灵敏度要求设置。
设置复核
至少每4小时和检测完成后,进行设置复核。如果单次检测任务时间超过4小时,则应在检测完成后进行设置复核。
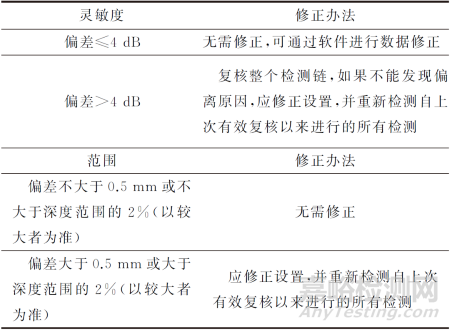
如果参考试块用于初始设置,则应使用同一试块进行复核,也可以使用体积较小,传输特性已知的试块进行复核。如果在复核过程中发现数据与初始设置存在偏差,则应按表4进行修正。
表4 灵敏度和范围修正
10、设备核查
核查超声相控阵系统的所有相关通道,确保探头和电缆线是工作良好的。这些核查应在每日检测前和检测后进行。如果系统的任何部分失效,应采取修正措施,并重新检测系统。
11、检测规程工艺验证
规程的批准通常是针对某个项目的,并且只有当所有重要变素与工艺验证记录保持一致时才有效,重要变素为探头(晶片数量、间距、尺寸)、聚焦范围、聚焦法则、虚拟孔径尺寸、楔块参数、扫查计划、扫查技术、焊缝几何结构、根部和焊冠设置、工件厚度范围、管径、软件等。
应根据每个项目的规程应用范围建立工艺规程验证(ISO 13588:2019规定,检测等级B,C,D需进行工艺规程验证,在参考试块上演示即可)。除非得到船级社的同意,否则检测规程需在验证试块上进行演示来验证规程的可接受性(例如检测灵敏度、覆盖情况、缺陷定量能力、缺陷评定能力)。首次检测前应完成令人满意的工艺规程验证。
满意的工艺规程验证包括:
① 检测出所有需检出的反射体;
② 具有规范要求的测量缺陷高度、长度、深度、位置和表征类型的能力;
③ 深度和宽度的完整覆盖。
所有扫查均应具有唯一识别编号,检测数据文件应包括所有原始扫描数据的硬拷贝和电子备份。
12、焊缝检测
初始检测之前,应使用扫查计划核实波束覆盖区域并在合适的参考试块上进行演示。探头位置相对于焊缝中心线可接受的偏差范围应在检测规程中指出,并包含在扫查计划中。
在初始扫查时,检测到的一些缺陷可能需要进一步评估(例如偏置扫查、垂直于不连续的扫查、补充的相控阵设置扫查)。
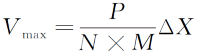
选择的扫查速度应能得到令人满意的图像。扫查速度Vmax取决于许多因素,例如聚焦法则数量M、扫查步进ΔX、信号平均次数N、脉冲重复频率P、数据采样率、被检测区域最大声程S、声速c等,计算式为:
扫查线的缺失意味着扫查速度过高。在单次扫查过程中最多允许总扫查线的5%缺失,但不允许相邻扫查线缺失。
如果沿焊缝长度方向分多个区段检测,则相邻扫查区域之间至少要有20 mm的重叠。扫查环焊缝时,最后一次扫查的终点应与第一次扫查的起点至少有20 mm的重叠区。
13、数据存储
应采用基于计算机数据采集的设备进行相控阵超声检测。应当存储覆盖检测区域的所有A扫描数据,并且所有带有设置参数的数据集都应包括在数据记录中,所有数据应在合同约定的时间内存储。
14、数据解释和分析
通用要求
典型的相控阵数据解释和分析按如下要求进行:
① 评估相控阵数据的质量;
② 识别相关指示;
③ 按照规定对相关不连续进行分类;
④ 按照规定确定不连续位置和大小;
⑤ 按照验收标准评定数据。
评估相控阵数据的质量
满意的图像可通过以下几项参数描述:
① 耦合;
② 时基设置;
③ 灵敏度设置;
④ 信噪比;
⑤ 饱和指示;
⑥ 数据采集。
相控阵成像质量的评估需要有技能和经验的检测人员进行,成像质量评估人员应能确定不满意的成像是否需要重新进行数据采集。
相关指示的识别
相控阵成像包括了焊缝中的不连续和被检工件的几何特征。为了区别指示和几何特征,应了解被检工件的具体信息。为了确定一个指示是否是相关指示(由焊缝中不连续导致),应考虑指示的形状、相对于噪声水平的信号波幅,以及相控阵成像的模式或扰动情况。
相关指示的分类
根据指示的幅度、位置、模式对不连续类型进行分类。
位置确定
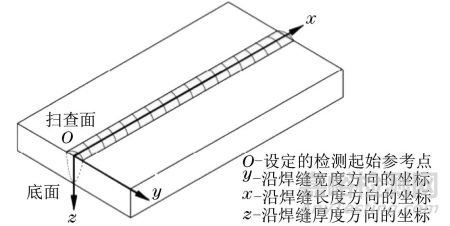
通过相关指示确定不连续平行于焊缝轴线的位置x、垂直于焊缝轴向y和焊缝厚度方向的位置z,坐标定义如图4所示。
图4 相控阵图像的坐标定义
长度确定
不连续的长度定义为指示沿着x轴的距离。指示长度应根据固定回波幅度技术获得(测量回波超过评定等级的探头移动距离)。
高度确定
不连续的高度定义为指示在z轴上的最大距离,对于长度方向上高度不同的指示,以较大值作为缺陷高度。
如果可以识别衍射信号,应使用衍射信号来确定高度。
使用基于幅度的信号和其他信号,如参考等级的幅度、TCG、下降6 dB、反射体的声时、波型转换信号的飞行时间等也可确定高度。
采用的高度测量方法应在检测规程里说明,并获得双方同意。
15、验收标准
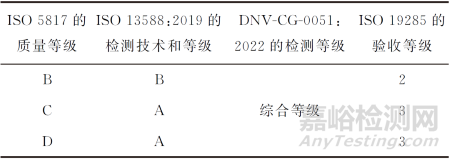
所有相关指示经分类、确定其位置和长度并进行评估后,除非规范相关部分另行规定,否则缺陷应按照ISO 19285:2017中的AL2级进行验收,关键焊缝也可使用AL1级验收。ISO 5817:2014《钢、镍、钛及其合金的熔化焊接头 缺欠质量等级》的质量等级,ISO 13588:2019的检测技术、检测等级,DNV-CG-0051:2022的检测等级,ISO 19285:2017的验收等级之间的关系如表5所示。
表5 各标准检测质量等级的相互关系
16、检测报告
检测报告可参照附录A-1.5提供的报告模板编写应至少包括以下信息:
① 被检工件的相关信息;
② 检测设备相关信息;
③ 检测技术相关信息;
④ 相控阵设置相关信息;
⑤ 检测结果相关信息。
三、结语
从整体结构及内容上看,DNV-CG-0051:2022与ISO 13588:2019相差不大,DNV相控阵检测标准由ISO 13588:2019转化而来,但标准更具针对性、更严谨,主要体现在以下几方面:
(1) 工艺规程验证部分专门给出了A1-相控阵超声检测工艺规程验证导则,提供了一个规程核查清单便于检测人员编制规程时参考对照。
(2) 只用一个检测等级覆盖所有质量等级焊缝的检测,但应针对坡口面使用线扫,主要扫查坡口面上的缺陷,外加其他扫查技术覆盖检测整个焊缝。
(3) 检测工艺规程需要根据检测范围在有代表性的焊缝试件上进行演示验证(可选择检测规程厚度范围的最小值、中间值、最大值进行演示),一般只要重要变素规定的数值不变更(对性能参数没影响),该规程便可用于其他项目。
(4) 考虑到不同缺陷的检测能力存在差异,参考试块上调试TCG使用的反射体统一使用横孔,验证试块也应使用尺寸已知的缺陷,便于缺陷定量能力评估。