您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-06-26 20:48
选用连续施焊、焊层冷至室温后再焊接下一层、焊道冷至室温后再焊接下一道3种层间温度控制方案和730,600℃ 2种焊后退火温度,通过显微组织、拉伸性能和疲劳性能确定了大厚度TC4钛合金铸造板钨极惰性气体保护焊(GTAW)的最优工艺,并研究了最优工艺下焊接接头的力学性能。结果表明:焊层冷至室温后再焊接下一层得到的焊接接头焊缝组织最为细小,疲劳寿命最高,在730℃下退火后的焊接接头拉伸性能更好,故确定为最优工艺;最优工艺下,GTAW接头的焊缝硬度略高于母材,属于高匹配接头,在拉伸和疲劳过程中接头均在母材处发生断裂,但焊缝的抗疲劳开裂能力低于母材。
1Part.1试样制备与试验方法
1试样制备
母材选用厚度为8mm的TC4(Ti-6Al-4V)钛合金铸造板,其显微组织主要为由片状初生α相和晶间β相组成的网篮组织,维氏硬度(载荷为9.8N)为350 HV,抗拉强度为850MPa,断后伸长率为4.5%。焊丝选用直径为3mm的TA17(Ti-4Al-2V)钛合金丝材。使用组成为HCl、HNO3、HF+H2O的酸洗液对TC4钛合金铸造板进行酸洗以去除表面氧化膜和油污,酸洗后用清水冲洗,干燥。采用交直流脉冲氩弧焊机进行钨极惰性气体保护焊,电极采用直径3mm铈钨极,直流电源正接,保护气体为纯度在99.99%以上的氩气。接头坡口形貌和熔敷顺序见图1,坡口角度为40±4°,坡口底部半径为4mm,坡口底部距离焊件底部1mm。打底焊层(焊道1)采用小焊接电流(75~80A)和电压(11~13 V);填充焊层(焊道2~5)和盖面焊层(焊道6~7)的焊接电流为120~130A,电压为13~15V。焊接速度均为2mm·s-1。采用3种层间温度控制方案:方案1为连续填充焊接;方案2为每层焊完冷却至室温后再进行下一层的焊接,填充焊层和盖面焊层间的焊道为连续施焊;方案3为每道焊完冷却至室温后再进行下一道的焊接。
焊后分别进行2种退火处理,一种是目前采用的常规退火处理,退火温度为730°C,保温2h,空冷至室温;另一种为去应力退火处理,退火温度为600°C,保温2h,空冷至室温。
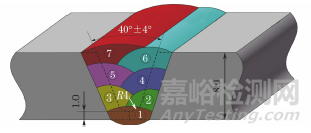
图1 接头坡口形貌及熔敷顺序
2试验方法
在接头焊缝处取样,经打磨、抛光,用凯勒试剂腐蚀后,在光学显微镜下观察显微组织。采用数显维氏硬度计测试焊接接头各区域的维氏硬度,载荷为9.8N,保载时间为15s,测2次取平均值。
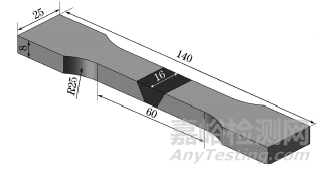
图2 拉伸和疲劳试样尺寸
按照GB/T 2651—2008和GB/T 3075—2008,在接头上以焊缝为中心取全厚度拉伸试样和疲劳试样,2种试样的形状相同,如图2所示,去除余高使焊缝区厚度与母材相同,标距段打磨至表面粗糙度为0.8μm,其他区域表面粗糙度为1.6μm。按照GB/T 6398—2000,在焊缝区和母材上各取1个尺寸如图3所示的紧凑拉伸(CT)试样,预制裂纹长度为10mm,位于焊缝中心。使用电液伺服疲劳试验机分别在室温下进行单轴单调拉伸试验、高周疲劳试验和疲劳裂纹扩展速率试验。拉伸试验时的拉伸速度为0.5mm·min-1,测2次取平均值;高周疲劳试验采用恒幅载荷,应力幅为275MPa,最大应力为500MPa,载荷波形为横幅正弦波,加载频率为15Hz,测3次取平均值;疲劳裂纹扩展速率试验的应力比为0.1,应力幅为275MPa,最大应力为500MPa,载荷波形为横幅正弦波,加载频率为15Hz,试验过程中记录每级应力强度因子幅ΔK对应的裂纹长度a(由柔度法检测)和循环次数N,采用割线法计算裂纹扩展速率da/dN 。
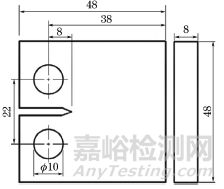
图3 紧凑拉伸试样尺寸
2Part.2试验结果与讨论
1层间温度控制方案的确定
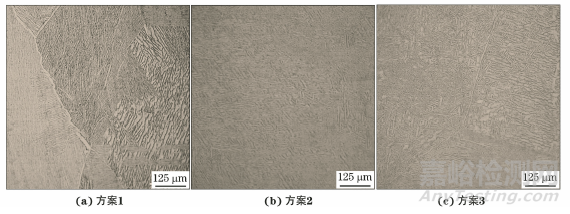
图4 不同层间温度控制方案下焊接接头焊缝的显微组织
由图4可以看出,3种层间温度控制方案下焊接接头焊缝(焊态)的显微组织均以α'马氏体+针状或片状(α+β)相为主。连续填充焊接(方案1)时的层间温度较高,冷却速率较慢,焊缝冷却后形成块状α'马氏体、针状(α+β)相和片状(α+β)相组织,且针状和片状组织均较为粗大;焊层冷至室温再焊接下一层(方案2)和焊道冷至室温再焊接下一道(方案3)时的层间温度较低,冷却速率较快,焊缝冷却后组织未充分生长,形成较多块状α'马氏体,且形成的针状(α+β)相组织较为细小。
表1 不同层间温度控制方案下焊接接头的拉伸性能和疲劳寿命
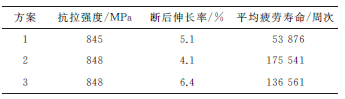
由表1可以看出,层间温度的差异对焊接接头拉伸性能的影响很小,层间温度控制方案2下的疲劳寿命最高。结合图4和表1,在层间温度控制方案2下可以同时得到细小的显微组织和良好的力学性能,故被选为最优方案。
2焊后退火工艺的确定
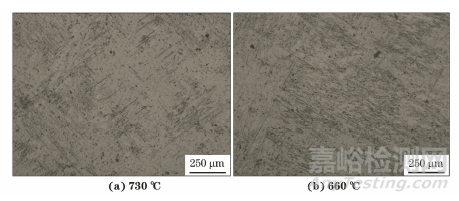
图5 不同温度焊后退火处理焊接接头焊缝的显微组织
由图5可知,采用层间温度控制方案2,在730℃和600℃下退火后焊接接头焊缝组织均主要以α'马氏体+针状(α+β)相为主,2种焊后退火温度对焊缝组织的影响不大。
730℃和600℃下焊后退火处理后的拉伸试样均在母材区发生断裂。在730℃下焊后退火处理焊接接头的抗拉强度、断后伸长率分别为909MPa,5.9%,均高于600℃下焊后退火处理后的抗拉强度(864MPa)和断后伸长率(5.1%)。因此,最优焊后退火处理温度确定为730℃。
3最优工艺下的组织与性能
2.3.1 显微组织
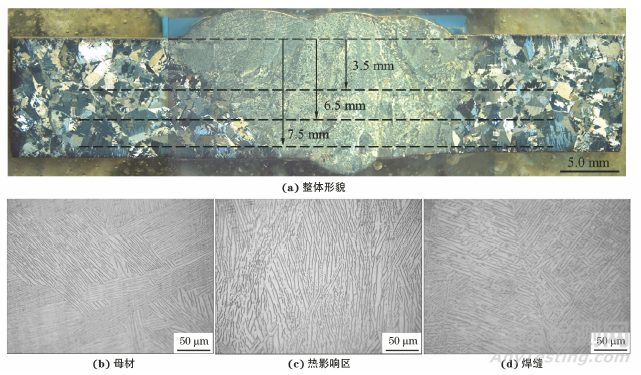
图6 在优化工艺下焊接接头不同区域的显微组织
由图6可见,由母材向热影响区和焊缝过渡时晶粒尺寸出现了明显突变。母材由等轴晶粒组成,热影响区组织与母材类似,焊缝晶粒粗化,由母材的等轴晶转变为粗大的柱状晶,这主要与熔池冷却凝固时的温度梯度有关。由于在焊接过程中采用了多层多道焊,前一焊道受后一焊道焊接时的热影响,热量输入大,β相在高温下容易长大,最终形成粗大的柱状晶;此外,TC4钛合金的热导率较小,熔池冷却速率较慢,进一步加剧了晶粒的长大。另外,由于采用多层多道焊,焊缝上部(距焊缝上表面3.5mm内)、中部(距焊缝上表面3.5~6.5mm)和下部(距焊缝上表面6.5~7.5mm)经过不同次数的热循环,所产生的显微组织有所不同,距焊缝上表面距离越小,形成的柱状晶越粗大。
2.3.2 显微硬度
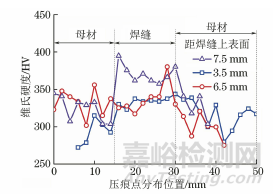
图7 距焊缝上表面不同距离处焊接接头的显微硬度分布
焊接接头不同区域的显微硬度分布如图7所示,由于热影响区宽度很小,且显微组织与母材类似,故未在图7中标出。由图7可以看出:距焊缝上表面最远(7.5mm)处的焊缝硬度最高,这是由于多层多道焊后,焊缝下部晶粒较细小;此外,焊缝的硬度略高于TC4合金母材,属于高匹配接头,基本满足飞机用复杂结构的“等强度”设计与服役要求。
2.3.3 疲劳性能
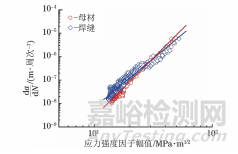
图8 焊接接头焊缝和母材的疲劳裂纹扩展速率
由图8可以看出,随着应力强度因子幅值的增加,焊缝的疲劳裂纹扩展速率先高于母材,而后与母材相当。由单调拉伸和高周疲劳试验可知,焊接接头的断裂位置均位于母材,表明母材是焊接接头力学性能的薄弱环节,但对于断裂行为,母材抵抗疲劳裂纹扩展的能力要优于焊缝。在图8中近门槛值区令疲劳裂纹扩展速率da/dN =10-10m·周次-1,截断得到母材和焊缝的长裂纹扩展门槛值分别为7.22,6.16MPa·m1/2。由此可见,尽管焊接接头为典型的高匹配接头,但焊缝抗疲劳开裂能力低于母材,仍是需要重点监控的部位。
3Part.3
结 论
(1) 与连续施焊、焊道冷至室温后再焊接下一道这两种层间温度控制方案相比,焊层冷至室温后再焊接下一层得到的大厚度TC4钛合金钨极惰性气体保护焊(GTAW)接头焊缝组织最为细小、疲劳寿命最高,故确定为最优层间温度控制方案;730℃下退火后的焊接接头拉伸性能比600℃下退火后更好,故确定为最优焊后退火温度。
(2) 在最优工艺下,TC4钛合金GTAW接头母材的组织为等轴晶,焊缝为柱状晶;焊缝硬度略高于母材,属于高匹配接头;接头拉伸试验和疲劳试验后均在母材处发生断裂,母材是焊接接头力学性能的薄弱环节;焊缝的长裂纹扩展门槛值(6.16MPa·m1/2)低于母材(7.22MPa·m1/2),焊缝的抗疲劳开裂能力较弱。
引用本文:
朱丽,胡雅楠,吴圣川,等.大厚度TC4钛合金铸件钨极惰性气体保护焊的最优工艺确定及其接头力学性能[J].机械工程材料,2022,46(5):58-63.

来源:机械工程材料


