您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-06-07 12:04
导语
金属材料的性能是选择材料的主要依据。金属材料的性能一般分为工艺性能和使用性能。使用性能是指金属零件在使用条件下金属材料表现出来的性能。金属材料的使用性能决定了它的使用范围。使用性能包括物理性能、化学性能和力学性能。
01 物理性能
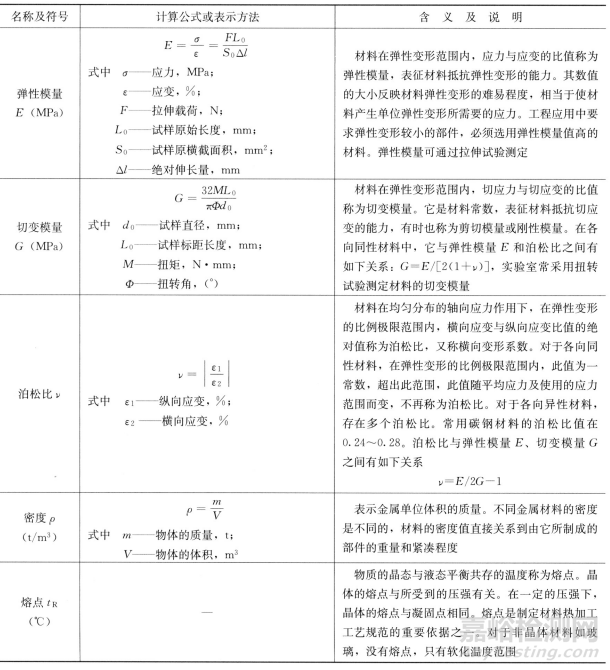
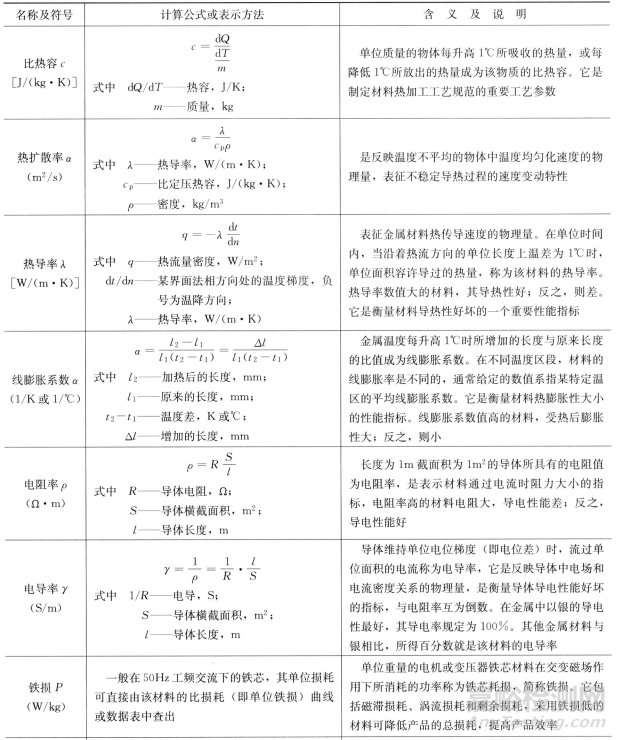
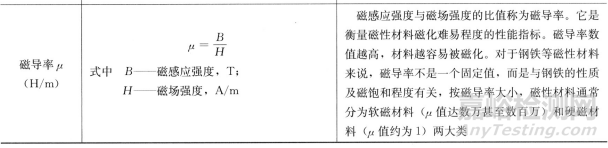
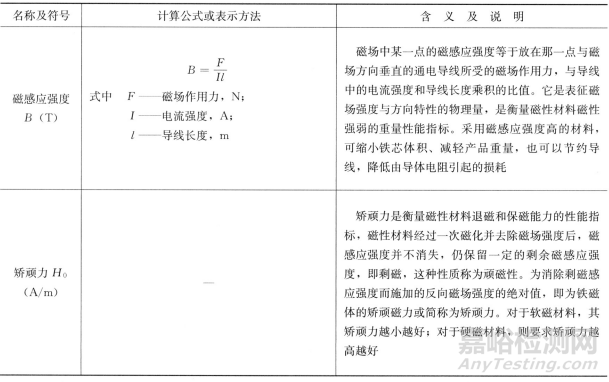
金属在力、热、光、电等物理作用下所反映的特性为金属的物理性能,其主要物理性能指标见表 1。
表1 金属的物理性能
02 化学性能
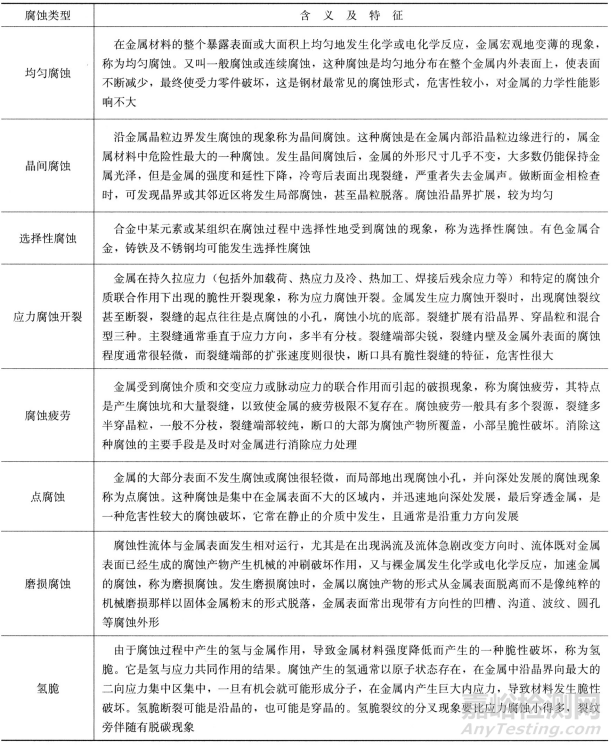
金属材料的化学性能是指金属材料在室温或高温条件下,抵抗各种腐蚀性介质对它进行化学侵蚀的一种能力。金属材料的化学性能,主要在于耐腐蚀性。金属材料抵抗周围介质腐蚀破坏作用的能力称为耐腐蚀性。
化学腐蚀
化学腐蚀是金属与周围介质直接起化学作用的结果,它包括气体腐蚀和金属在非电解质中腐蚀两种腐蚀形式。其特点是腐蚀过程不产生电流,并且腐蚀产物沉积在金属表面上。如纯铁在水中或在高温下受蒸汽和气体的作用而引起的生锈现象,就是化学腐蚀的典型例子。
电化学腐蚀
金属与酸、碱、盐等电解质溶液接触时发生作用而引起的腐蚀,称为电化学腐蚀。它的特点是腐蚀过程中有电流产生(即所谓微电池作用),其腐蚀产物(铁锈)不覆盖在作为阳极的金属表面上,而是在距离阳极金属的一定距离处。引起电化学腐蚀的原因,一般认为与金属的电极电位有关。电化学腐蚀的过程比化学腐蚀要复杂得多,其危害性也比较大。金属材料遭受到腐蚀破坏,大多属于这一类型的腐蚀。
表2 常见金属腐蚀类型
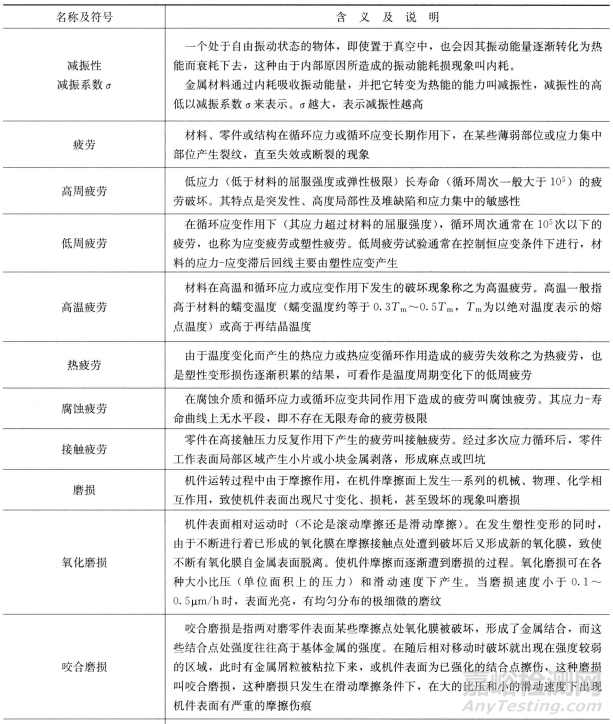
腐蚀率
腐蚀率是指将试样置于试验介质中,经一定时间后测量其重量变化所求得的材料的全面腐蚀 (即均匀腐蚀)速度。腐蚀率可用单位时间、单位面积上的质量损失来表示,计算公式如下:
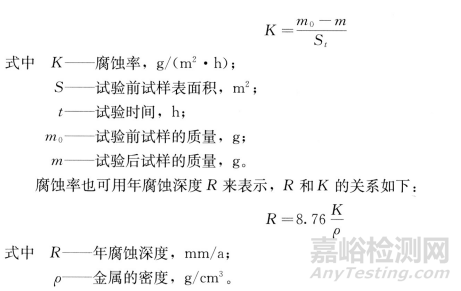
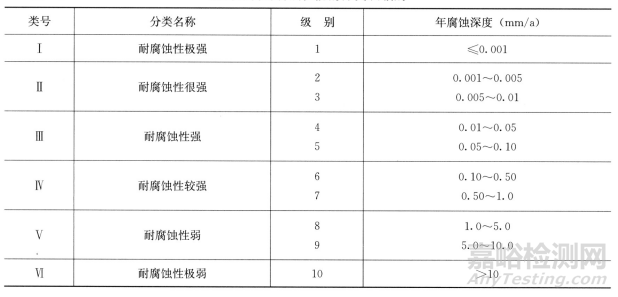
表3 金属材料耐腐蚀性能的分类及级别
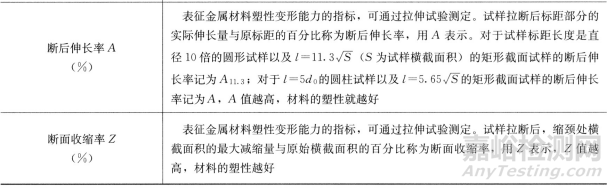
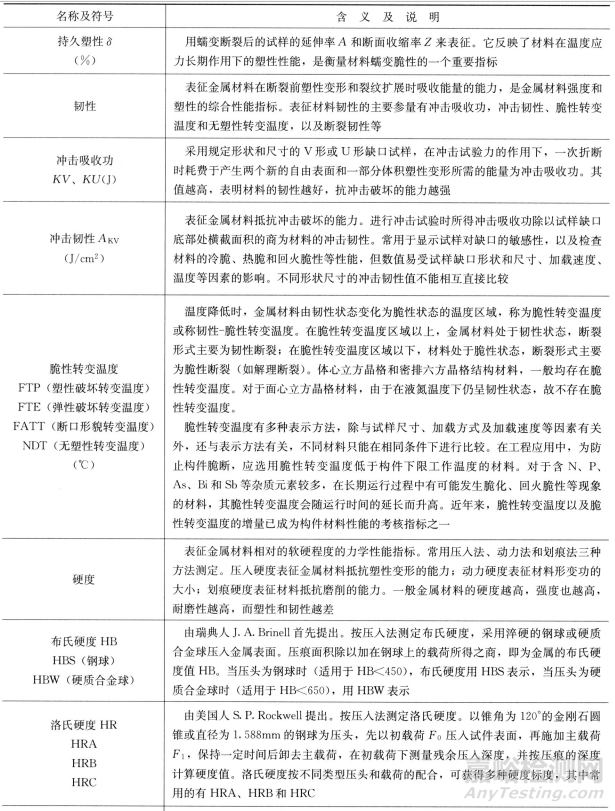
03 力学性能
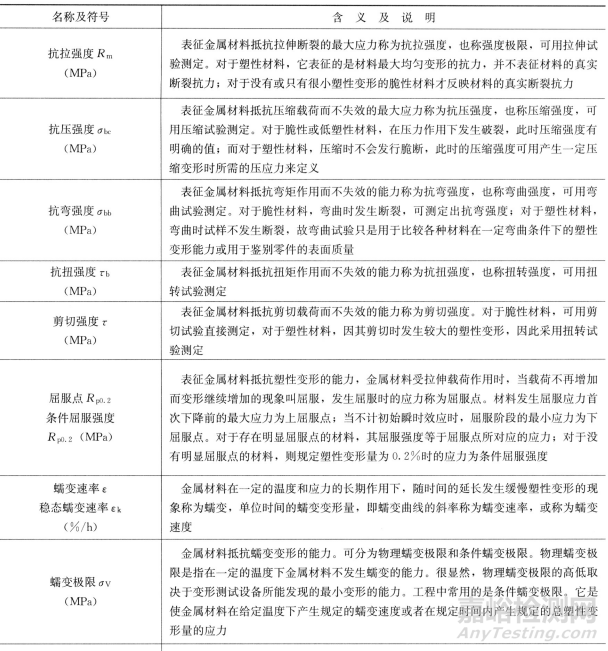
材料的力学性能是指材料在不同环境(如温度、介质、湿度)下,承受各种外加载荷(拉伸、压缩、弯曲、扭转、冲击、交变应力等)时所表现出的力学特征。由于载荷施加的方式多种多样,而环境、介质的变化又十分复杂,所以金属在这些条件下所表现的行为就会大不相同,致使金属材料力学性能所研究的内容非常广泛,它已发展成为介于金属学和材料力学之间的一门边缘学科。因为金属构件的承载条件一般用各种力学参量 (如应力、应变和冲击能量等)来表示,因此,人们便将表征金属材料力学行为的力学参量的临界值或规定值称为金属材料力学性能指标,如强度指标、塑性指标和韧性指标等。金属的力学性能见表4。
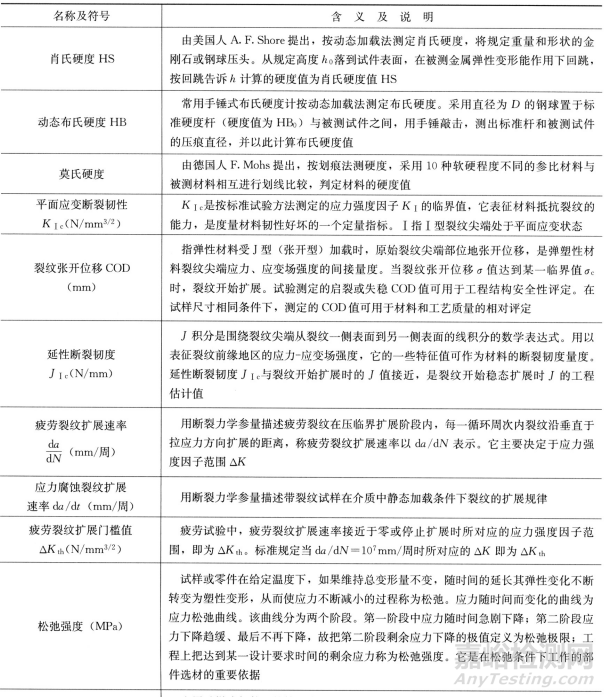
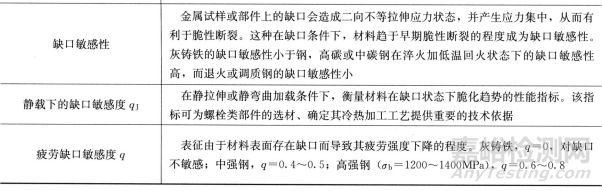
表4 金属的力学性能

04 焊接性能
金属焊接性是金属材料本身对焊接加工的适应性,主要指在一定的焊接工艺条件下(包括焊接材料、焊接方法、焊接工艺参数和结构形式等),能否获得优质焊接接头的难易 程度以及该接头能否在规定的使用条件下可靠运行。它包括两方面内容:一是焊接接头的接合性能,即在一定焊接工艺条件下,能否得到优质而无缺陷焊接接头的能力;一是使用性能,即焊接接头或焊后的整体构件能否满足技术要求所规定的各种使用条件。影响焊接性的因素很多,对钢铁材料而言,有选用的材料、结构及其接头的设计、工艺方法及其规范,接头服役的环境条件等因素。
焊接接头热影响区的基本组织
焊接接头一般包括焊缝金属区、熔合线、热影响区几部分。热影响区系指焊缝两侧金属因焊接加热致使组织和性能发生变化的区域。热影响区组织性能的变化不仅取决于所受的热循环,而且还取决于母材的成分和原始状态,如图2所示。
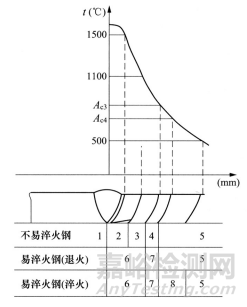
图2 焊接热影响区的分布特征 1一熔合区;2一过热区;3一正火区;4一不完全重结晶区;5一母材;6-淬火区;7一部分淬火区;8一回火区
不易淬火钢热影响区的组织分布及性能
不易淬火钢是指在焊后自然冷却条件下不易形成马氏体的钢种,如普通低碳钢等。如图2所示,不易淬火钢的热影响区由熔合区、过热区、正火区和不完全结晶区四部分组成。
(1)熔合区。熔合区包括填充金属熔化区和半熔化区(即加热温度在液相线和固相线之间),半熔化区由于化学成分和组织性能有较大的不均匀性,其强度、韧性较差,应引起注意。
(2)过热区。受热温度一般在1100℃左右,该区晶粒开始急剧长大,冷却后会得到粗大的过热组织,也叫粗晶区。此区容易产生脆化和 引起裂纹。
(3)正火区(相变重结晶区)。受热温度在 Ac3以上到晶粒开始急剧长大的温度范围内,此区晶粒未显著长大,冷却后得到均匀而细小的珠光体和铁素体,相当于正火热处理组织,具有好的综合性能。
(4)不完全重结晶区。受热温度处于Ac1~Ac3之间,此区组织不均匀,晶粒大小不一,其力学性能不均匀。
以上四区是低碳钢、低合金钢热影响区的基本组织特征。但有些母材在焊前,经过冷轧或冷加工变形后,则会在处于受热温度接近 500℃-Ac1之间的范围内,金属发生再结晶过程,使加工硬化作用消失,强度下降,塑性、韧性提高。但对于有时效敏感性的钢,在 Ac1-300℃温度范围内,如时间稍长、极易发生应变时效,使此区脆化,因此,此区又叫时效脆化区,虽其金属组织无明显变化,但具有缺口敏感性,焊接时应注意。
易淬火钢热影响区的组织分布及性能
易淬火钢是指在焊后空冷条件下容易淬火形成马氏 体等淬硬组织的钢种、如调质钢和 中碳钢等。
(1)完全淬火区。受热温度处于固相线到A,之间,此区由于晶粒长大,得到粗大的马氏体,如冷却速度不同,还可能出现马氏体和贝氏体混合组织。淬火组织容易产生脆性和裂纹。
(2)不完全淬火区。受热温度处于 Ac1-Ac3之间,相当于不完全重结晶区。随母材元素含量或冷却速度的不同,也可能出现贝氏体、索氏体、珠光体等混合组织。
(3)回火区。如母材在焊前是经过调质处理的钢材,还会存在一个回火软化区。如母材焊前调质回火温度为t1时,焊接过程中,当受热温度超过此回火温度 t1(且小于Ac1时),则发生过回火软化现象。如低于t1,其组织性能不变。
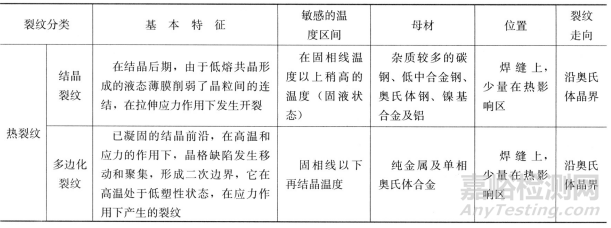
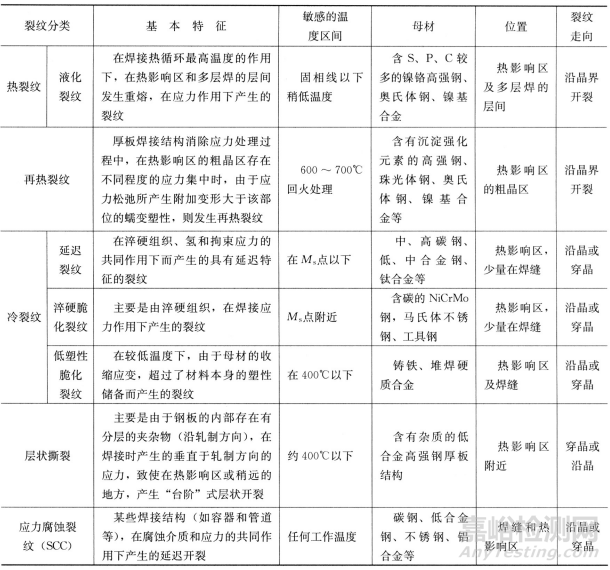
焊接裂纹
焊接裂纹可以通过肉眼或探伤手段发现。焊接裂纹的分类:如按裂纹产生的部位可分焊缝裂纹、熔合区裂纹、根部裂纹、焊趾裂纹、弧坑裂纹等;如按裂纹产生的机理可分热裂纹、再热裂纹、冷裂纹、应力腐蚀裂纹等。焊接裂纹是焊接接头中最严重的缺陷,在结构和设备部件中,都不允许存在。
表5 各种焊接裂纹分类表
参考文献:[1]阮於珍 .核电厂材料 [M].北京:原子能出版社,2010.

来源:Internet


