您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2021-11-17 22:28
摘要:通过对比断裂端子、螺母与未断裂端子螺纹的形貌观察(SEM)、成分分析、工业CT分析,得知断裂的端子表面有挤压痕迹、对应的螺母的螺纹也有挤压痕迹、 断裂端子的螺牙形状为三角形而未断裂端子的螺牙形状是梯形的,结果表明端子断裂的直接原因是受到螺母螺纹的挤压,造成应力集中导致开裂;根本原因是断裂端子螺纹牙顶未进行处理,导致牙底到牙顶距离偏大,螺母对端子公头螺纹造成挤压。
背景:
失效样品为通讯用直流端子,端子由公头和母头组成,公头和母头两端都有螺纹,通过螺母固定,使用0.5~1年后,在端子公头螺纹位置出现开裂,委托方提供开裂的端子(含螺母)与未开裂的端子做对比分析,查找端子断裂的原因。
1. 分析项目
1.1形貌观察
利用扫描电子显微镜(SEM)对开裂端子断面进行观察,宏观观察:断面无明显塑性变形,属脆性断裂;起裂源位于上部边缘位置,放大起裂源区,起裂源无明显镶嵌在树脂的异物,无明显溶剂腐蚀后的溶胀或孔洞痕迹;在起裂源正上方,螺牙位置有明显的压痕,详见图1所示。
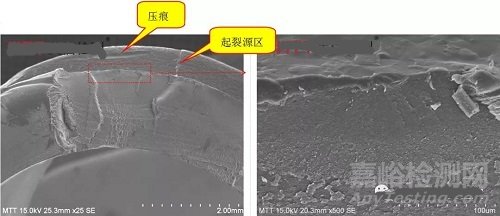
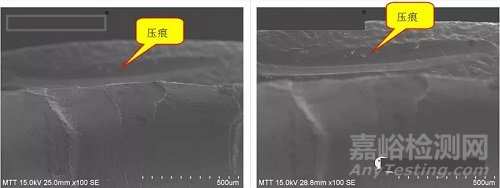
图1.开裂端子起裂源位置SEM图片
对开裂端子对应的螺母螺纹进行形貌观察,螺纹牙顶区域有不同程度的挤压痕迹,第二螺纹挤压痕迹程度较大,详见图2所示。

图2.开裂端子螺母SEM图片
同样利用扫描电子显微镜对开裂端子螺纹与样品未开裂端子螺纹的表面形貌进行对比分析,发现开裂端子螺纹牙顶呈圆弧状,俯视单个螺纹图形呈三角型;而样品未开裂端子螺纹牙顶比较平,俯视单个螺纹呈梯形,无明显挤压痕迹,详见图3。
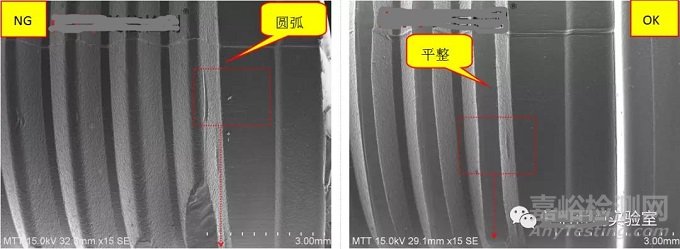
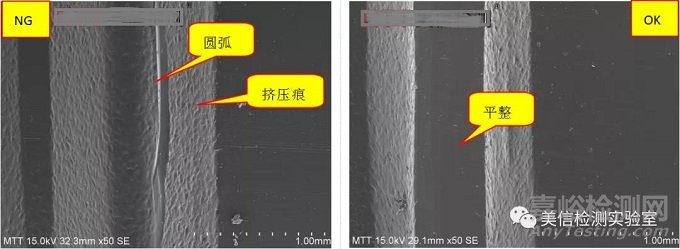
图3.开裂端子与样品未开裂端子螺纹对比SEM图片
1.2成分分析
1.2.1主成分分析
利用傅里叶显微红外光谱仪(FTIR)对开裂端子与样品未开裂端子的主材质进行分析,如图4所示:从谱图上得知,两者吸收峰位置及强度无明显区别,均为聚苯乙烯改性的聚苯醚,其中1602cm-1左右归属为的骨架振动,3027cm-1 左右归属为苯环上C-H振动;1194cm-1和1022 cm-1左右归属为聚苯醚上的C-O伸缩振动;756cm-1左右归属为聚苯乙烯单取代苯环上C-H伸缩振动。
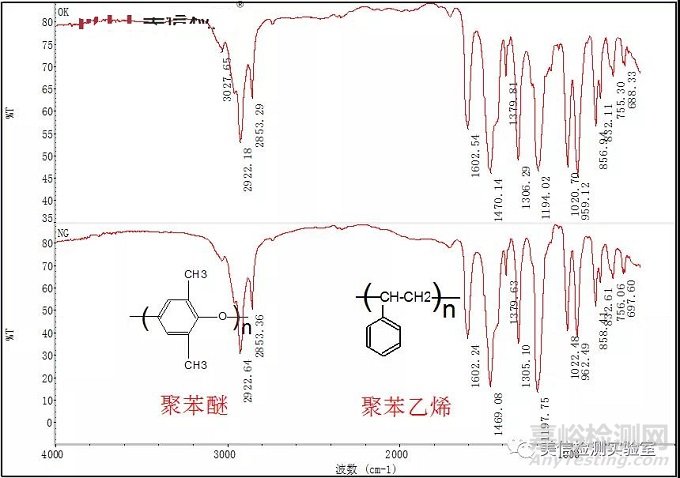
图4.开裂端子与样品未开裂端子 FTIR对比谱图
1.2.2 有机助剂分析
利用气相-质谱联用仪(GC-MS)对开裂端子与样品未开裂端子有机助剂进行分析,分别取少量样品玻璃瓶重,加入四氢呋喃,在超声波振荡萃取15min后过滤,通过GC-MS测其成分,通过对谱峰分析,除了溶剂峰和色谱柱里面的成分,得知样品有机成分均含有抗氧剂168(三(2,4-二叔丁基)亚磷酸苯酯)。
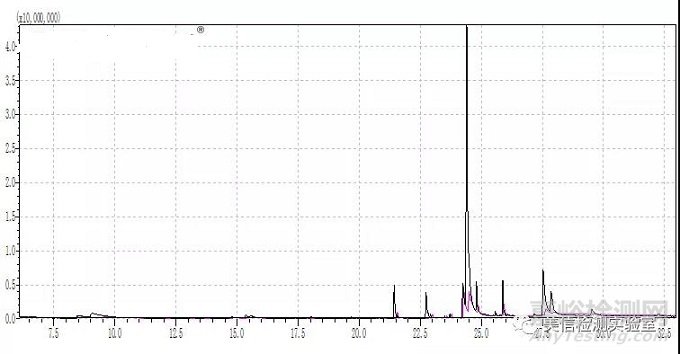
图5.开裂端子与样品未开裂端子四氢呋喃萃取液GC-MS谱图
1.3 工业CT分析
利用工业CT对开裂端子螺纹与样品未开裂端子螺纹进行对比,开裂端子螺纹牙顶呈圆弧,螺纹截面呈三角形,而样品未开裂端子螺纹牙顶比较平,螺纹截面形貌呈梯形,详见图6。
对螺纹牙底到牙顶的长度进行对比测量,开裂端子螺纹的牙底到牙顶的距离为0.864mm,而样品未开裂端子螺纹 螺纹的牙底到牙顶的距离仅为0.750mm,即开裂端子螺纹大径尺寸比样品未开裂端子螺纹 螺纹大径尺寸大0.228mm
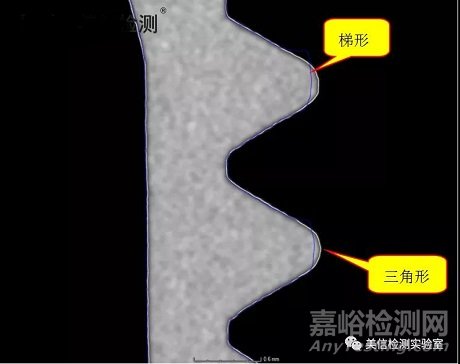
图6.开裂端子与样品未开裂端子螺纹对比图片
2.综合分析
通过形貌分析得知,开裂端子公头主断裂面正上方螺牙位置有明显压痕,螺纹螺牙其他位置也有挤压痕迹,对应的螺母螺纹也有挤压痕迹;开裂端子公头螺纹转角位置最高,挤压痕迹程度最大。
除此之外,开裂端子螺纹牙顶呈圆弧形,俯视螺纹形貌呈三角型,对比未开裂端子,螺纹无明显挤压痕迹,螺牙牙顶平整,俯视螺纹形貌呈梯形,两者的工艺存在较大差别;工业CT结果可知,开裂端子公头牙底到牙顶的距离大于未开裂端子公头牙底到牙顶的距离,两者大径尺寸相差0.2mm左右,螺母螺纹会对开裂端子公头螺纹造成挤压。
综合以上结果,可得以下结论:
1)端子公头开裂模式是应力开裂;
2)端子公头开裂直接原因是受到螺母螺纹的挤压,造成应力集中导致开裂;端子公头开裂根本原因是断裂端子螺纹牙顶未进行处理,导致端子牙底到牙顶距离偏大,螺母对端子公头螺纹造成挤压;
3)建议:加大端子加工工艺环节监督,避免类似此类失效。

来源:美信检测实验室


