您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2017-12-13 17:27
作者:苗国良、苗国良、徐龙立
单位:东风柳州汽车有限公司
目前,在汽车零部件生产中已广泛使用感应淬火来提升强度和增加表面硬度,为确认感应淬火件的淬火质量符合图样规定的技术要求,一般要对外观、硬度、淬硬层深度、淬硬区域、金相组织、变形与裂纹这7项进行检验。但在实际应用中,部分企业只是投入了机床或是委外进行感应淬火处理,并未认真对淬硬区域这一检验项目进行检验与控制,导致质量问题的发生。下面将介绍一些案例,说明感应淬火件淬硬区域的重要性以及检验要求。
为检测感应淬火件的淬硬区域及淬硬层深度,需要进行取样及磨样等工作,因为费时费力,作为工作面的淬硬区域,一些企业经常使用硬度计随机在淬硬区进行硬度检测,但没有对淬硬区域是否符合要求进行判断。如果淬硬区域刚好在过渡或受力区域,即使其他检验项目符合要求,同样造成应力集中,受力后造成断裂。
1.阶梯轴淬硬区域
在汽车零件部件中,涉及到阶梯轴类型的很多,对于某40Cr前壳产品(见图1),要求淬硬层深5~7mm,由于淬火工艺不完善,为了保证淬硬层区域过大直径倒角处,在圆角处线圈停留时间长,造成圆角处淬硬层深过深,应力过大而容易开裂。
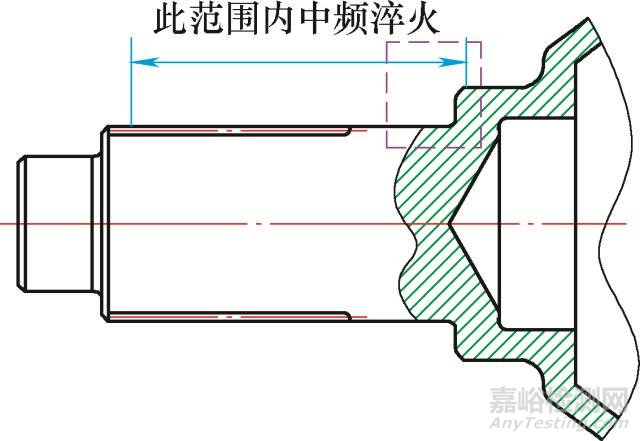
图1 要求的淬硬区域
厂家为避免此种情况,将淬火区域调整到如图2所示,淬硬层中断,大大降低了前壳的扭转强度,发生早期断裂。对于前壳承受扭矩的零件,淬硬区必须过大直径倒角,因此对于类似阶梯轴产品,要检验是否得到连续、不中断的淬硬区域,就要考虑在台阶部位进行取样检测(图1 虚线框处)。
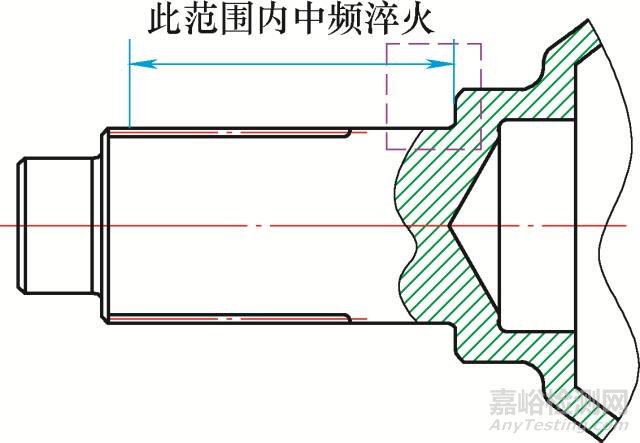
图2 实际的淬硬区域
2.花键轴淬硬区域
某制动凸轮轴产品,图样要求在局部光杆区淬硬层深1~3mm,淬硬区域边界与花键退刀处有15mm的间隔,对在花键过渡区断裂的实物进行分析,发现光杆断口处有1.3mm深的回火马氏体组织,花键退刀断口处为珠光体+铁素体的金相组织,断裂处正好是淬硬区与原始状态的过渡区,表面硬度从60HRC降到17HRC,从表面残余压应力状态转为拉应力状态,在受到扭转时,极易发生断裂。
3.光杆轴的淬硬区域
经对某平衡悬架轴的失效件进行分析,发现断裂的位置均处于淬火区与非淬火区的分界区域,经CAE分析,断裂位置正好是受力区域。经与技术要求核对发现,淬硬区长度只有270mm,低于技术要求的350mm。在日常硬度及金相检测中没有对淬硬区域进行确认,没有发现此问题。经厂家对平衡悬架轴中频淬火工艺改善后,淬硬区长度增加到技术要求,经市场验证,平衡悬架轴断裂故障率降低了95%以上。
4.整体淬火轴类产品
以汽车半轴为例,淬硬区从半轴法兰盘内侧R角一直花键末端。采用扫描淬火法时,当扫描到杆部与花键过渡段时,有效圈上的磁力线常会产生偏移,即杆部未加热到过渡区域,而花键部已加热,因此台阶部位是过程控制中难保证的部位。为了缩短检测时间,尽快掌握半轴感应淬火质量,推荐图3虚线框处取样位置。
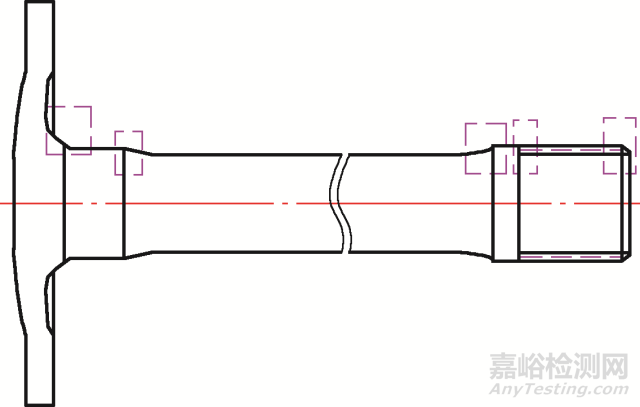
图3 半轴扫描淬火取样位置
5.结语
在感应淬火件的淬硬区域内,应选择一个或几个断面进行解剖检测分析,除了检测淬硬层深度和金相组织外,还要考虑淬硬区域的检测。
(1)局部淬火件
对于淬硬区长度不长的件,可以整段或分段取整个区域进行检验。对于淬硬区域较长的件,可以选取有代表性的区域进行检验,代表性的区域常选择尺寸有变化的断面、受力面或过渡区域。
(2)整体感应淬火件
需多处取样进行质量检验,选取的代表性区域同局部淬火件选用的原则,尽量能用最少的剖面对整体感应质量进行有效判断。

来源:热处理生态圈


