摘要:
采用3因素4水平的正交试验法对汽车用钢的机械振动焊接工艺参数进行优化,并在此基础上研究了机械振动对焊接接头韧脆转变行为的影响。结果表明:正交极差分析结果优化得到钢的振动焊接工艺参数为:振动频率40 Hz、振动幅度0.05 mm、焊接电流220 A,此时,试验用钢在满足焊接接头强度的同时还具有较高-20 ℃ 冲击功;优化振动焊接工艺参数下焊接接头的抗拉强度、断后伸长率和-20 ℃ 冲击功相较于无振动焊接接头的增加幅度分别为3.6%,10.3%和10.2%,韧脆转变温度从无振动时的-73.71 ℃ 转变为振动焊接时的-75.03 ℃;Q960高强钢焊接过程中施加适宜的机械振动可以在提高焊接接头抗拉强度的同时,明显改善焊接接头的塑性和低温冲击韧性。
引言
低合金高强度钢具有较高的强度、良好的韧塑性和耐磨性等,在汽车、交通运输和水利水电等领域有着广泛应用,在作为汽车焊接结构使用时,还具有减少焊接工作量、壁厚减薄以及重量减轻等特性[1]。随着近年来汽车焊接结构中低合金高强钢应用范围的扩大,不同焊接工艺条件下焊接接头出现的焊接冷裂纹、焊接接头软化失强、低温韧性降低等问题也逐渐暴露出来,并成为了制约其在汽车中应用的技术瓶颈[2]。如何在满足焊接接头高强度的同时,提高焊接接头的韧性和防止裂纹等的产生成为了低合金高强度钢焊接所面临的重要关键性问题[3-4]。本文选取高强汽车用Q960低合金高强度钢为研究对象,通过在常规熔化极气体保护焊的基础上施加机械振动的方法[5],考察了振动焊接工艺参数对焊接接头力学性能的影响,优化了焊接工艺,并分析了振动焊接对焊接接头低温韧脆转变行为的影响,结果可为Q960低合金高强度钢的焊接生产提供必要的参考,并具有重要的实际应用价值。
1、 材料与方法
以Q960高强度钢板(200 mm×55 mm×8 mm,组织为回火索氏体)和林肯锦泰JM-100C焊丝(Φ1.2 mm)为原料,化学成分如表1所示,力学性能如表2所示。
表1 钢板和焊丝的化学成分
Tab.1 Chemical composition of steel plate and welding wire
表2 高强度钢板和焊丝的力学性能
Tab.2 Mechanical properties of high strength steel plate and wire
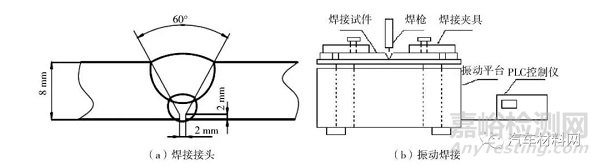
采用松下YD-350GL3型全数字脉冲MIG/MAG焊机对Q960高强钢进行熔化极气体保护焊,焊接板采用双面成型的平板对接焊接工艺(V型坡口,坡口角度为60°,钝边2 mm,板间距为2.6 mm),焊接前对焊接试件进行清理直至露出金属光泽。熔化极气体保护焊过程中施加垂直机械振动或者水平机械振动,并可以根据自带的PLC控制箱设定机械振动频率和机械振幅,焊接过程完成后,待焊缝完全凝固后再关闭机械振动系统[6]。焊接接头和机械振动系统示意图如图1。选取对高强钢焊接接头力学性能影响较大的焊接电流、振动频率和振动幅值作为变量,机械振动焊接工艺参数为:焊接电流180~240 A(变化幅度20 A)、混合保护气体75%Ar+25%CO2流量16.5 L/min、焊接速度4 mm/s、振动频率30~60 Hz(10 Hz变化幅度)、振动幅值0.03~0.06 mm(0.01 mm变化幅度)。为了优化振动焊接工艺参数,选取3因素4水平的L16(43)正交实验进行研究,正交实验工艺参数如表3。
图1 焊接接头和振动焊接示意图
Fig.1 Schematic diagram of welding joint and vibration welding
表3 振动焊接工艺参数
Tab.3 Technological parameters of vibration welding
2、 试验结果及讨论
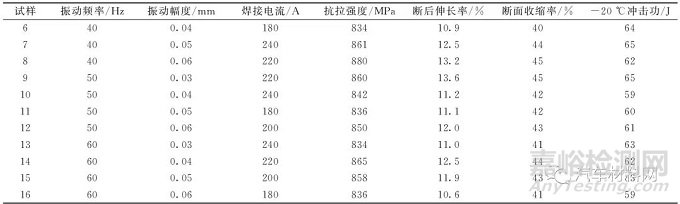
表4为3因素4水平正交法得到的焊接接头的抗拉强度、断后伸长率、断面收缩率和-20 ℃冲击功结果。从正交试验结果来看,随着焊接电流的增加,焊接接头的抗拉强度、断后伸长率和断面收缩率呈现先升高后减小的特征,在焊接电流为220 A时取得最大值;断后伸长率和断面收缩率随着振动频率的增加先增加后降低,在振动频率为40 Hz时取得最大值,而随着振动幅度的增加,断后伸长率和断面收缩率表现出先减小后上升的趋势,在振动幅度为0.05 mm时取得最大值。焊接电流、振动频率和振动振幅都会对焊接接头-20 ℃冲击功造成影响,但是影响程度不同,其中焊接电流对焊缝冲击功的影响最大。
表4 正交试验结果
Tab.4 Orthogonal test results
表5为正交极差分析结果,其中R反映了工艺参数对抗拉强度、断后伸长率和-20 ℃冲击功的影响,R值越大则表示对应的工艺参数对抗拉强度、断后伸长率和-20 ℃冲击功的影响越大[7]。由此可见,对抗拉强度影响从高至低的顺序为:焊接电流>振幅>频率;对断后伸长率影响从高至低顺序为:焊接电流>频率>振幅;对-20 ℃ 冲击功影响从高至低顺序为:焊接电流>振幅>频率。对于Q960高强钢焊接接头而言,在满足焊接接头强塑性要求的前提下,焊接接头的-20 ℃ 冲击功也是一个重要的考核指标[8]。从正交极差分析结果优化得到的试验用钢的振动焊接工艺参数为:振动频率40 Hz、振动幅度0.05 mm、焊接电流220 A,此时,试验用钢在满足焊接接头强度的同时还具有较高的-20 ℃ 冲击功。
表5 正交极差分析结果
Tab.5 Results of orthogonal range analysis
对常规无振动焊接和优化工艺参数的振动焊接接头进行室温力学性能测试,结果如表6所示。对比分析可见,无振动焊接接头的抗拉强度、断后伸长率和-20 ℃ 冲击功分别为883 MPa,12.6%和61 J,而振动焊接接头的抗拉强度、断后伸长率和-20 ℃ 冲击功都相较于无振动焊接接头有所增加,增加幅度分别为3.6%,10.3%和10.2%。由此可见,对Q960高强钢焊接过程中施加适宜的机械振动可以提高焊接接头的抗拉强度,且可以明显改善焊接接头的塑性和低温冲击韧性。
表6 施加机械振动前后焊接接头的力学性能
Tab.6 Mechanical properties of welded joints before and after mechanical vibration
两种焊接工艺下焊接接头焊缝区组织都由先共析铁素体、侧板条铁素体和晶内针状铁素体组成,只是振动焊接条件下焊缝中的针状铁素体数量要多于无振动焊接条件下的焊缝,且针状铁素体更加细小。这主要是由于在机械振动作用下,焊接熔池会受到搅拌的作用,熔融金属流动加快、散热速度增加,在一定程度上会减小奥氏体向铁素体转变的温度,从而抑制侧板条铁素体和先共析铁素体在奥氏体晶界的形核,并有利于针状铁素体的形成[9-10]。
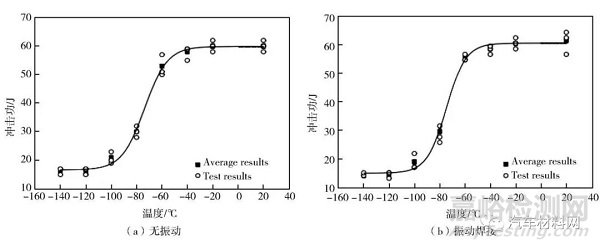
为了进一步研究Q960高强钢焊接接头的韧脆转变行为,对无振动和优化工艺参数的振动焊接接头在20~-140 ℃范围内的冲击功(A/J)进行了测量,并采用 Boltzmann 函数进行了焊接接头韧脆转变温度曲线拟合,结果如图2所示。关于韧脆转变温度的Boltzmann 函数可表示为[11-12]
图2 焊缝20 ~-140 ℃范围内冲击功拟合曲线
Fig.2 Fitting curve of impact energy in welds at 20 ~-140 ℃
式中:A1和A2分别表示下平台值和上平台值,J;t和t0分别为试验温度和韧脆转变温度,℃;Δt为转变温度范围,℃。分别对无振动和振动焊接条件下焊缝20~-140 ℃范围内冲击功曲线进行拟合,拟合参数如表7所示,拟合曲线表达式为
表7 焊缝20 ~-140 ℃范围内boltzmann拟合参数
Tab.7 Boltzmann fitting parameters for welds at 20 ~-140 ℃
无振动焊接:
振动焊接:
从图2的冲击功拟合曲线可知,振动焊接条件下焊缝接头的冲击功要高于无振动焊接接头,且在韧脆转变温度附近冲击功会发生急剧变化。施加机械振动后,焊接接头焊缝上平台和下平台值都得到提高,韧脆转变温度从无振动时的-73.71 ℃ 转变为振动焊接时的-75.03 ℃,由此可见,施加机械振动有助于改善焊接接头的低温冲击韧性。这主要与振动焊接时焊缝组织中有更多的细小针状铁素体,在冲击裂纹扩展过程中需要消耗更多的能量,抗解理断裂能力高于先共析铁素体和侧板条铁素体[13]。
3、 结论
1)对抗拉强度影响从高至低的顺序为:焊接电流>振幅>频率;对断后伸长率影响从高至低顺序为:焊接电流>频率>振幅;对-20 ℃ 冲击功影响从高至低顺序为:焊接电流>振幅>频率。
2)从正交极差分析结果优化得到的试验用钢的振动焊接工艺参数为:振动频率40 Hz、振动幅度0.05 mm、焊接电流220 A;优化振动焊接工艺参数下焊接接头的抗拉强度、断后伸长率和-20 ℃ 冲击功都相较于无振动焊接接头的增加幅度分别为3.6%,10.3%和10.2%。
3)施加机械振动后,Q960高强钢焊接接头韧脆转变温度从无振动时的-73.71 ℃转变为振动焊接时的-75.03 ℃,施加机械振动有助于改善焊接接头的低温冲击韧性。
参考文献:
[1] 彭云,宋亮,赵琳,等.先进钢铁材料焊接性研究进展[J].金属学报,2020,56(4):601-618.
[2] 王艳杰,赵琳,彭云,等.中锰汽车钢激光焊接焊缝组织与韧性[J].中国激光,2022,49(8):227-237.
[3] SOOMRO I A,PEDAPATI S R,AWANG M.A review of advances in resistance spot welding of automotive sheet steels:emerging methods to improve joint mechanical performance[J].The International Journal of Advanced Manufacturing Technology,2021,118(5-6):1-32.
[4] 林双平,钟振前,司红,等.压力容器筒体焊接接头的开裂原因分析[J].金属热处理,2019,44(S1):328-335.
[5] 杨阳,吴宏,刘伯威,等.紫铜纤维对汽车摩擦材料性能的影响[J].材料工程.2021,49(10):96-103.
[6] 常彦博,郭亮,张庆茂,等.汽车用钢/铝合金激光搭接焊接工艺研究[J].应用激光,2020,40(4):665-671.
[7] 肖智杰,曾凯,何晓聪,等.DP590双相钢点焊接头的正交试验及超声检测分析[J].材料科学与工艺,2018,26(2):21-26.
[8] 王志刚,张建晓,王庆江.振动时效处理和消应力热处理对304L不锈钢焊接残余应力的影响[J].电焊机,2022,52(2):103-108.
[9] 韩斌畴,卢庆华,张静,等.机械振动下的焊接接头组织分析[J].焊接技术,2016,45(11):14-16,97-98.
[10] 彭必荣,卢庆华,何晓峰,等.机械振动对激光焊接接头组织的影响[J].机械工程学报,2015,51(20):94-100.
[11] 邓嘉宏,刘红,刘继帼.机械振动对2A14铝合金TIG焊接接头组织与性能的影响[J].轻合金加工技术,2021,49(5):56-61.
[12] 任新怀,卢庆华,白永真.机械振动对激光填丝焊接接头组织和疲劳性能影响[J].轻工机械,2020,38(3):96-99,104.
[13] 文明月,董文超,庞辉勇,等.一种Fe-Cr-Ni-Mo高强钢焊接热影响区的显微组织与冲击韧性研究[J].金属学报,2018,54(4):501-511.