您当前的位置:检测资讯 > 生产品管
嘉峪检测网 2023-02-11 05:52
制药企业希望通过智能生产装备、数字化物联网络、信息化管控系统等建立起智能化的制剂生产工厂。因此,近年来中药及原料药生产企业在新建或改造原有制剂车间等方面大幅增加投入。但由于每家企业的数字化基础不同、实施人员技术水平不同、投入力度不同,造成实际的实施效果良莠不齐,难以满足智能工厂设计要求。针对制药企业的这一痛点,本文进行了探讨,并给出了一种切实可行的解决方案。
过对数十个已实施项目的经验进行总结,笔者在本文设计、归纳、总结出了一套相对完整、可控、实用、有效的制剂生产车间生产信息化管理整体解决方案。该方案旨在实现制剂生产全流程的自动化、数字化、智能化管理控制,实现药品生产全流程的可追溯、电子化指导生产等现化代数字制药过程,实现工业化与信息化的“两化融合”,从而使生产过程得到全面规范化的管控,实现真正合规、高效、智能的药品制剂生产信息化。
Part1 方案设计原则
安全性:采用安全等级保护2.0体系规范,设计生产控制网络、数据采集网络、生产信息化管理网络、视频监控网络、办公管理网络。网络之间进行物理隔离,并安装通信网关、数据网闸、安全审计单元、防火墙等装置;采用分区域分等级用户权限验证,并对数据进行加密处理,确保数据安全性。
可靠性:系统设计既要采用先进技术和系统工程方法,使之具备思维的合理性、技术的可行性、方法的正确性,还要确保使用过程中系统运行的稳定性,减少系统故障对实际生产的影响。
规范性:遵照制药行业的法律法规,参照cGMP(动态药品生产管理规范)实施指南,要求生产过程与药品质量管理的规范进行紧密结合。同时充分考虑验证需求,确保系统设计符合cGMP计算机系统验证规范,提供系统设计、IQ(安装确认)、OQ(运行确认)、PQ(性能确认)等相关资料。
经济实用性:智能化建设方案需本着节约成本、提高效率以及降低能耗的原则,减少不必要的硬件和软件的使用,在合理的经济投入前提下完成建设。
Part2 系统建设目标
生产装备数据集成:全面采用先进工艺及智能装备,确保工艺布局合理,智能装备应全面具备联网和数据采集功能,关键重要装备还应具备远程控制和运维功能。
自动仓储物流管控:建立原辅料、半成品、成品、包材仓储和物流管控系统,通过生产线实际生产计划实时拉动物料的精准配送,采用智能AGV(自动导引运输车)、自动传送装置,实现仓储和配送的可视化管理,应用智能装备实现关键件的仓储和配送。
智能综合管控:将MES(制造执行系统)作为管控核心,以生产计划与执行为主线,基于统一平台,实现计划、执行、现场、物流、质量、设备、资源的集中管控。
全产业链质量追溯管控:在原料基地、药材前处理、生产加工、物流运输和最终使用端广泛采用条形码、二维码电子标签等识别技术,实现对物料、半成品、成品流动的追踪与追溯。
Part3 系统建设方案
1 超融合机房与数字监控中心
数据中心资源采用云计算技术,通过超融合一体机组成统一资源池,构建超融合架构云数据中心资源池,为企业应用系统及信息化管控系统提供计算、存储、网络资源,提高企业对系统数据的安全性管理以及可靠性维护管理,如图1所示。构建新型数据中心,并整合现有的资源,建立基于资源池层的基础软件、硬件资源池,并进行动态调度、自动管控和共享使用,为各类业务应用提供标准化、可定制化的运行环境,提高整体运营效率和IT设施的可靠性、安全性,并有效降低运营成本,促进智慧应用建设的跨越式发展。
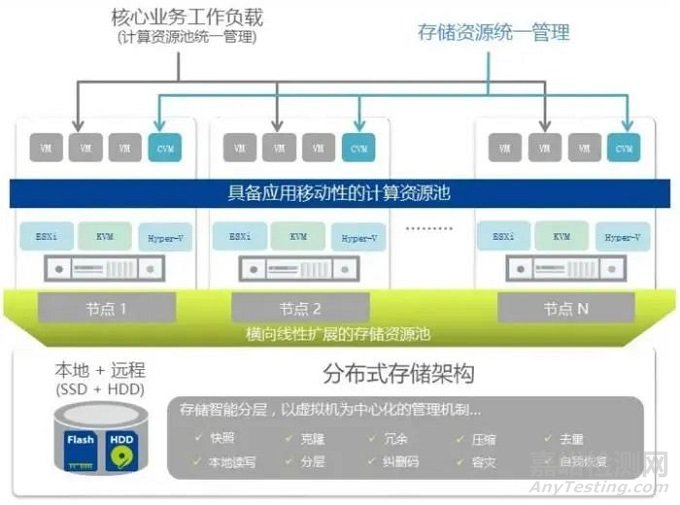
图1 应用超融合软硬件技术建设药品制剂智能工厂数据中心(注:VM与CVM为控制虚拟机,EXSi、KVM、Hyper-V为虚拟机监控程序)
2 工业物联网与网络安全
采用冗余光纤网络,建设生产控制网络、数据采集网络、生产信息化管理网络、视频监控网络、办公管理网络。整个网络系统构成可分为核心层、汇聚层、接入层交换机部署,办公和视频局域网络。在综合楼设置信息中心机房,在网络机房为中心设置核心交换机实现一级数据交换,网络形式采用星型结构形式。
采用等级保护2.0规范设计网络安全方案,包括网络结构安全方案、网络安全审计方案、网络设备防护方案、网络可信接入方案等,通过软件、硬件结合的网络安全方案建设安全的网络体系。
3 SCADA(数据采集与监控系统)
SCADA系统是一套通过网络实现各生产区域、公共区域等设备设施联网的物联网监控系统,它是采用物联网技术实现设备设施的状态、运行、工艺数据的采集与存储,利用2D和3D可视化技术以及数据分析技术实现数据的远程图表展示、工艺流程展示、趋势与分析、报警管理与分析等功能的设备监控系统;它打通了生产现场设备设施级数据,通过物联网平台实现了生产现场的监控与管理。
SCADA系统结构如图2所示,底层为车间各单机设备,单机设备控制系统需进行改造或增加通信模块,通过以太网接入网关,网关支持多种协议通信,同时支持接口开发,实现单机设备的集成。各网关通过系统网络连接到数据中心服务器,系统组态、数据处理、脚本编辑等工作在工程师站完成后下载到服务器,服务器上的数据可通过终端网络发布到各系统终端,如监控客户端、大屏幕、远程终端等。
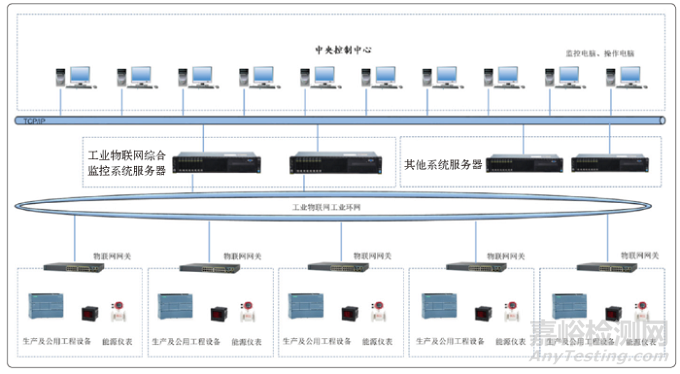
图2 采用工业物联网建设药品制剂生产智能工厂系统集成
系统具有50 000点实时数据库和历史数据库,可采集湿法制粒机、流化床、整粒机、总混机、压片机、胶囊填充机、包衣机、塑瓶包装线、铝塑包装线、BMS(建筑设备管理系统)、EMS(环境在线监测系统)、WMS(仓库管理系统)等相关系统关键生产数据。
4 AGV与WMS系统
采用AGV实现原材料、半成品、成品与包材仓库及生产车间的物流传输,采用WMS系统实现仓储物流管理体系建立。AGV调度控制系统通过计算机进行集中调度、监控、管理系统运行状态。还可配备相应的通信模块,与工作区域内卷帘门、电梯实现对接通信和联动、开关控制。在MES的配合控制下,可实现托盘存放位置的自动摆放和移动,实现托盘暂存管理。而且调度系统具有数据对接功能,能够对接MES系统、与之相关的工艺设备的控制系统及SCADA系统、ERP(企业资源计划)系统等。能够处理系统运行过程中的任务,包括搬运任务的执行、充电任务的执行、任务的启动取消和变更等,并对任务执行的信息进行记录和统计。
5 MES (用于制剂的生产与执行系统)
通过制药专用的MES,按照符合GMP(药品生产质量管理规范)规范要求的SOP(标准作业程序)对生产流程进行管控,实现对生产订单、物料管控、生产执行、质量管理、电子签名、追溯分析等关键环节的全方面管理。
物料管理模块通过打印和扫描条码标签的形式记录和读取关联信息,实现物料、中间体、成品的综合管控。配方管理模块的功能包括生产工艺规程定义,以及对生产过程中每个工序需要的各种原辅料、内外包材、中间体、成品的基本信息,设备和人员信息等进行配置和建模,并可随着公司SOP的更新,自动更新处方、工艺操作流程、文件内容格式。工单管理审核模块则通过为处方和生产任务创建工单,生成具体的生产步骤;其功能具体包括控制房间、工序、物料、工艺、设备等,对生产执行过程进行控制,追踪生产物料批次。生产计划管理模块从ERP获取月度计划后,便会选择生产线,并依据生产线配置数据进行自动排产,同时支持人工调整生产日期。生产排程定下后,系统会自动生成批生产指令,下发给各生产岗位执行;称量管理模块会再根据配方进行称量并复核称量误差,在每次称量完成后自动打印标签,并判断是否完成所有称量任务。系统可以在确保批生产正常进行的同时,同步记录数据,最终所有生产要求的信息将以电子记录呈现给生产人员。质量管理模块实现了质量控制与偏差管理,在出现偏差、自检、外审等相关问题后,系统可输入相关内容执行CAPA(纠正和预防措施)流程;电子数据可以采用电子签名的方式,电子签名遵循相应法律法规的要求,对所有电子批记录实现电子签名管理,可进行质量管理和电子追溯。
Part4 系统应用效果
药品制剂生产车间智能工厂建设方案遵照规范性、成熟性、可靠性、经济技术合理性以及模块化、开放性和安全性的原则,实现了车间内部与外部信息系统的互联互通和数据集成,保证了药品制剂生产过程得到科学、有效的监测和控制,实现了产品生产的自动化、数字化和智能化,现已经过多个项目的实施验证,实施效果良好,有望在制药行业进一步普及推广应用。

来源:制药工艺与装备


