您当前的位置:检测资讯 > 检测案例
嘉峪检测网 2019-02-19 14:25
在热连轧板带生产技术飞速发展的今天,钢铁企业对于其表面缺陷检查,大多数仍停留在人工开卷检查的阶段。这种检查方式,由于开卷长度有限,缺陷检出率低,且缺陷反馈不及时,容易产生批量质量缺陷,甚至会导致带有缺陷的钢卷流入市场,造成质量异议。
安钢1780mm热连轧机组引进国外某公司的表面检测系统,该系统能够实现在轧制过程中对带钢上下表面进行自动实时动态检测和缺陷分类识别,但是在使用初期出现缺陷图片数量庞大、缺陷误判较多、缺陷图片产生速度与图片数据传输速度不匹配导致无法存储等问题。针对这些问题,安钢进行了一系列的改进,取得了较好的效果。
样本采集、学习及评估
安钢前期采集缺陷样本9000多张,但缺陷辨识率只有60%左右,分析这些缺陷图片,发现存在以下问题:
一是缺陷类别太少,该检测系统只收集了结疤、辊印、氧化铁皮、划伤等现场经常出现的缺陷,这样在缺陷评估时可供选择比对的类别就少,CBE(缺陷分类器)在对缺陷辨别归类时只能选择较相近的类,误判的几率就大。正确的分类方法是把现场存在的所有缺陷尽可能都收集到,然后分别建立缺陷类别,进行样本学习及评估。
二是由于辊印的形态多样、大小不一,加之有周期性的判断,误判较多。因为缺陷的判断是通过带钢表面灰度不同来识别的,当带钢表面由于氧化等原因造成灰度差异较大时,这种误判的可能性会增加。
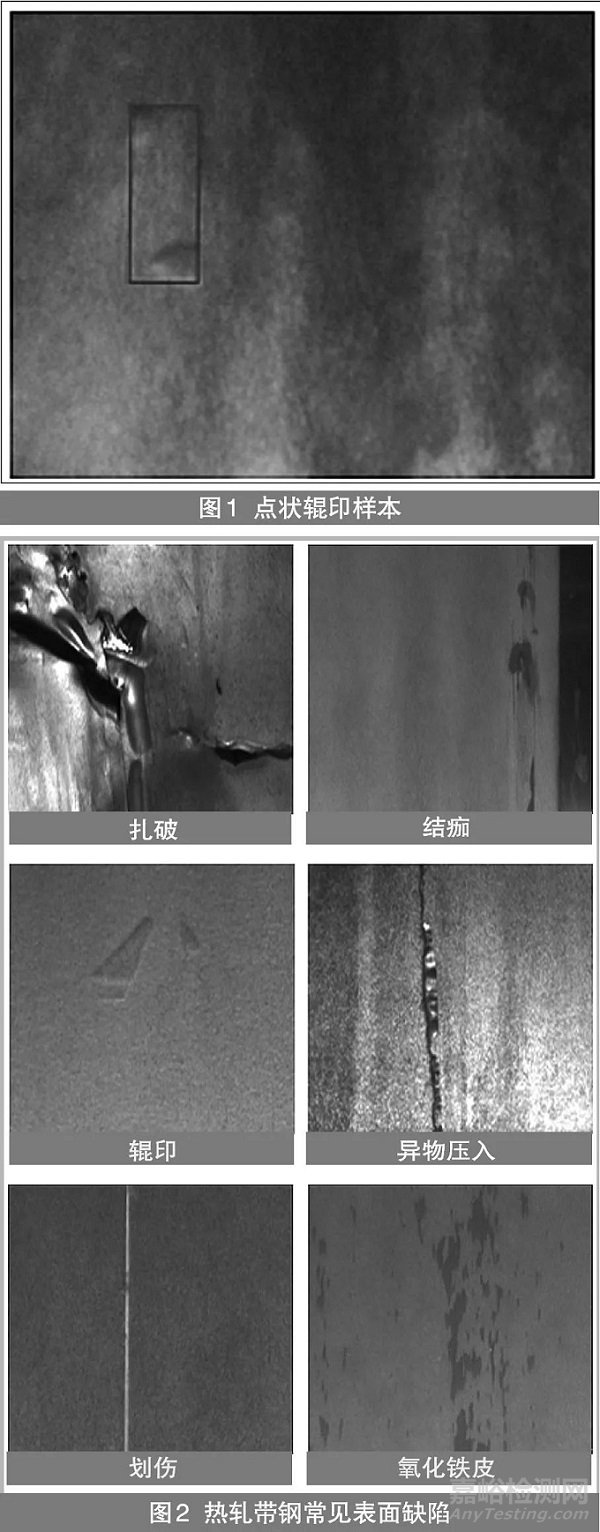
三是作为样本的缺陷图片,应保证感兴趣区域选定的缺陷只有一种,且被选定的缺陷恰好被图框覆盖,图框范围过大、过小都不合适,而且缺陷应清晰,图片背景纹理应均匀,表面明暗程度应均匀,而现有检测系统的样本缺陷图片有待改进。例如,图1是点状辊印的样本图片,图片存在两个问题:第一,感兴趣区中的缺陷有两个;第二,图片表面明暗程度差异过大,这样造成误判的可能性较大。
四是样本采集时各类缺陷的样本数量相差太大,造成样本类别比例失调。应尽可能保持较小差距,这样CBE在对样本辨识时能保持各类缺陷的权重基本一致。
五是CBE中的专家样本通常在上线初期使用,因为上线初期没有可以参照的样本图片,但是在使用一段时间以后,可以不采用专家样本,以减少专家样本和现场样本的偏差造成的误判。
根据以上原则,安钢对已采集的缺陷样本重新筛选,去掉不理想的缺陷图片,同时扩展缺陷类别,收集新增缺陷样本,调整每类缺陷样本的数量以均衡缺陷类别的权重,然后对整理后的样本重新进行学习及评估,常见缺陷(见图2)检出率达到100%,缺陷识别率达85%以上。
缺陷屏蔽
表面检测系统在使用初期,每卷带钢拍摄的缺陷图片过多,薄规格大约在1万张左右,厚规格大约5000张~6000张,不但占据了庞大的存储空间,而且不便于缺陷检索。安钢利用质量报表对不同类别的缺陷数据进行分析,发现存在以下问题:
一是伪缺陷较多。为了提高缺陷辨识率,该系统在缺陷分类和收集时扩充缺陷类别,尽可能地收集了现场所有存在的缺陷,这样导致了伪缺陷的增多,例如带钢头尾、带钢边部、辊道、油污等。此外,为了避免带钢穿带时带来的水流入辊道下方导致下表面照相机镜头污损,该系统设计安装时在层流出口增加了水吹扫拦截装置,但拦截水的增加导致带钢表面水滴、水斑缺陷较多。
二是带钢边部识别误差较大。表面缺陷检测是通过表面不同灰度的差异来识别的。如果带钢表面没有缺陷,反射光在摄像机各个区域上的光强应该是均匀分布的。但是,如果带钢表面有缺陷的话,那么反射光在缺陷区域的强度会发生变化,这样就会造成图像在灰度上的差别,通过缺陷检测算法,可以检测到缺陷的区域,并根据缺陷的形状与灰度特征判断缺陷的类型。当边部与板面灰度相差不大时,比如轧制厚规格时,板面很黑,辊道也很黑,可能就找不到带钢的边部,将辊道误判为板面;反之,边部与板面灰度相差太大时,比如轧制薄规格时,板面很亮,而辊道很黑,程序可能会把辊道识别为板面,而把板面识别为辊道,从而出现识别错误。
三是由于不同钢种、不同厚度带钢表面的灰度不一样,照相机在检测时灵敏度有差异,导致图片拍摄数量比例差距很大。例如,对于碳钢系列薄规格带钢,表面比较干净,亮度较高,缺陷图片过多;而厚规格带钢,表面比较脏,灰度较高,缺陷图片相对又较少。
针对以上问题,安钢进行了相应的改进:
一是限定伪缺陷数量,将伪缺陷类中的水滴、水斑、边部辊道、油污等缺陷的数量进行限定,以减少不必要的数据,降低存储量。
二是调整缺陷检测功能的适应性,将其分为3个部分,即板面检测(带钢表面检测)、边部检测(带钢边部与辊道交界面的检测)、边部缺陷检测(带钢边部缺陷的检测)。安钢通过对典型钢种、典型图片调整边部不同灰度对比情况下缺陷检测参数,对辊道边部进行有效遮蔽,从而提高边部检测的正确率。
三是针对不同钢种、不同厚度规格带钢表面灰度、亮度特征,调整相机的灵敏度和增益系数。相机灵敏度调整原则:表面越粗糙,背景纹理(adaption)值越大,灰度灵敏度(sensitivity)值越大,检测越灵敏,反之亦然。相机增益系数调整原则:如果亮度值达到100%时,灰度值还是很低(目标值130%),就将增益值调大,反之亦然。
数据传输及存储
由于在引进该表面检测系统时,没有配置相应的数据服务器,安钢希望在检测服务器端口安装外置移动硬盘,实现数据的存储,但在存储过程中出现了数据存储速度与数据生成速度不匹配的现象。例如,现场轧制节奏平均2.5min左右,而存储一卷钢的数据需要10min,即轧4卷钢才能存储1卷钢的数据。由于检测服务器为了始终保证存储空间的可用性,会自动删除最早生成的5%~15%的数据,以这样的速度循环,每3天左右,外置移动硬盘中要存储的数据实际上在检测服务器中已经被删除,这样程序就会报错,存储无法继续进行。
安钢检查原程序设定方式,发现存储方式为逐卷存储,即1个钢卷数据打成一个包,每间隔10min将这个包放入缓存盘进行整理,然后再导入外置移动硬盘。为此,安钢修改系统程序,每5卷钢数据打成一个包,每间隔5min将这个包放入缓存盘进行整理,然后再导入外置移动硬盘。这样大大提高了存储速度,4分钟可以存储5卷,可以与现场轧制节奏相匹配。
效果
改进后,常见表面缺陷检出率达到100%,缺陷识别率达90%以上,厚度8mm以上带钢不用人工开卷检查,厚度8mm以下钢卷开卷检查频次由原来的每7卷1次减少至每15卷1次。每卷钢的缺陷图片大幅减少,薄规格降低至4000张/卷~6000张/卷,厚规格降低至1000张/卷~2000张/卷,大大降低了数据存储量,提高了检索速度,同时数据生成速度与存储速度可以合理匹配,实现了数据的传输与存储,使用效果良好。

来源:中国冶金报


