您当前的位置:检测资讯 > 法规标准
嘉峪检测网 2018-04-23 16:06
计量间隙的定义
计量间隙是指存胶辊和计量辊之间的侧隙。如图所示,G即为计量间隙。
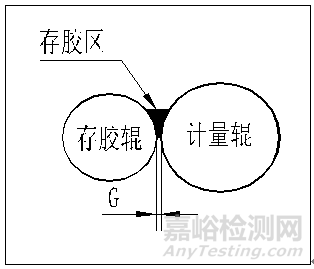
图 计量间隙示意图
计量间隙是因为计量辊而得名,而不是它本身具有计量的作用。在多辊转移涂布机构中,计量间隙的主要作用是:提供合适的侧隙以便在存胶辊和计量辊之间形成适当的胶液暂存区,并可让计量辊将胶液均匀而稳定地传递出。
在这里,计量间隙的作用包含两层含义:
一是计量间隙必须尽量小,以保障胶液在两辊之间始终都不会滴落;另一是计量间隙必须有一定的大小,以保障计量辊能在无阻碍地正常转动中将胶液按照需要的胶层厚度稳定地传递出去。此时,存胶辊的作用有点类似于刮胶刀的作用,即控制胶层的厚度。
因此,计量间隙G必须在一定范围内确定或选择。对工作粘度较大的胶黏剂,计量间隙G一般为0.10~0.12mm,而对于粘度较低将胶黏剂,计量间隙G一般为0.08-0.09mm。
值得注意的是,我们前面已经提到过:计量间隙不能作为涂胶量的控制参数,因为它与涂胶量之间并不是明确的数量关系,其控制精度和反应速度都不能满足现代高速无溶剂复合机的基本要求。
计量间隙的检测方法
在新国标GB/T34150-2017《印刷机械——卷筒料无溶剂复合机》中,要求对无溶剂复合机计量间隙按照如下方法进行检测:
1) 计量工具:塞尺一套(规格为0.02 mm ~0.5mm、级差为0.01mm)。
2) 将存胶辊和计量辊表面进行充分的清洁处理,并将存胶辊移动至工作位置。
3) 用不同厚度的塞尺插入两辊之间的侧隙内,某区域能插入的塞尺最大厚度即是该区域两辊的侧隙值。
注:最大厚度(D)确定方法是:厚度为D的塞尺能插进,而厚度为D+0.01mm的塞尺则不能插进。
4) 在两辊横向(轴向)上均匀选择并检测至少5点,可得到5个侧隙数值,其最小的侧隙值就是计量间隙。
注1:计量间隙是指存胶辊和计量辊之间的侧隙。
注2:在检测前,应先将无溶剂复合机上各辊筒加热到工作温度后,再进行计量间隙的测量。
注3:运转4小时后,检测无溶剂复合机的稳定性时,应先停机并立即对相应辊筒表面清洁后,再进行计量间隙的检测。
计量间隙的主要影响因素
如前所述,计量间隙G必须在一定范围内确定或选择。对工作粘度较大的胶黏剂,计量间隙G一般选择为0.10~0.12mm,而对于粘度较低将胶黏剂,计量间隙G一般选择为0.08-0.09mm。
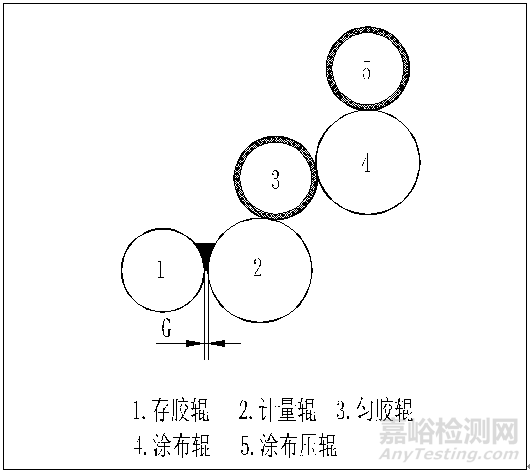
图 五辊转移涂布机构示意图
但是,这些参数主要是根据胶黏剂的工作粘度确定的,在现实生产中,选择同样的计量间隙却可以得到完全不同的涂胶效果,这是什么原因造成的呢?在实际复合机中,计量间隙的真实值受到诸多因素的影响,包括相关辊筒的精度、辊筒支座结构、装配精度、受力变形和热变性、检测方法等方面,其中主要的影响因素有如下几方面:
存胶管和计量辊本身的形位公差,特别是两辊铜的圆柱度。圆柱度误差体现在存胶区就是两辊的工作母线的直线度。由于加工误差的必然存在,两辊表面圆柱度的误差对计量间隙大小的不一致性足以产生影响。
存胶辊和计量辊的刚性。存胶辊和计量辊的刚性更准确地说是两辊组件的刚性,它不仅包括两辊筒本身的刚性,还与两辊轴承座的刚性。计量辊在运转过程中始终要受到匀胶辊的压力,两个辊筒的支座会产生一定的受压变形。这种变形与支座结构密切相关,有些设计不良的机器其变形量还是比较大的,由它产生间隙改变必然会影响到计量间隙的大小。
存胶辊和计量辊的受热变形情况。我们知道,存胶辊和计量辊都内置有热水循环系统。从理论上说,在正常情况下,加热保温系统可以保证辊筒的表面温度符合工作要求,并使存胶区和计量辊表面的胶水符合相应工作温度的要求。但是,实际情况远比人们想象的要复杂,比如经常会出现如下一些不正常的情况:
A) 辊筒内部热水循环系统出现故障导致筒体表面各段温度不一致,从而产生明显的膨胀变形差异,这种变成差异会直接影响计量间隙的大小。
B) 匀胶辊和计量辊之间滑动摩擦导致的局部受热变形。由于上胶宽度(即两辊的接触和滑动区域宽度)通常小于辊筒辊面宽度,因此这两根胶辊好钢辊间滑动摩擦会使辊筒产生局部摩擦生热。在长时间运行之后,如果散热不充分就可能出现辊筒各段热变形量不一致,从而影响到计量间隙的均匀性。
C) 由于辊筒内部结构设计不合理或者加工不符合规定使得辊筒的表面温度无法达到足够的均匀性,这种原因是先天不足的,也是经常能见到的。
存胶辊的固定方式或固定座结构。不同厂家、不同机型存胶辊的固定方式是不一样的。多数的存胶辊都是通过螺杆、蜗轮蜗杆或滚珠丝杆调整到位之后再固定锁紧。这种方式使用非常的普遍,但它本身有一个先天的不足,就是螺杆、蜗轮蜗杆或滚珠丝杆调节到位之后,对于移动座的固定锁紧有非常苛刻的要求。如果在运行过程中出现松动或者运动件磨损都会导致间隙过大,直接影响到计量间隙的稳定性。这是很多用户和供应商经常烦恼的事情。
关于计量间隙理解和使用值得注意的几个方面
关于计量间隙有三点特别值得注意:
第一,计量间隙的理论值和实际值可能存在很大的差异。计量间隙的实际值不是一个固定值,而是一个受多因素影响的变量。
第二,计量间隙在一定范围之内即可以保证胶液正常均匀的传输,因此对计量间隙的具体大小并不需要非常精确的控制,只保证一个合理的范围内即可,且其一致性远比大小要重要得多!
第三,某些机型用计量间隙作为控制涂胶量的变量其实是一个错误的设计。因为涂胶量与计量间隙之间不是单因素的对应关系,更不存在线性关系。从原理上看,它们之间存在相关性而不存在确定的数理关系!

来源:AnyTesting


