您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-06-17 09:58
内球笼和外球笼统称为球笼,被称作“等速万向节”,是轿车传动系统中的重要部件,其作用是将发动机的动力从变速器传递到两个前车轮,驱动轿车高速行驶。而钟形壳是汽车用等速万向节至关重要的零件之一,它主要由工作部分和联结部分组成,工作部分由内球面及若干沟道组成,联结部分由柄部的台阶面、外花键和外螺纹等组成。
在工作过程中,外花键柄部主要承受车辆启动和制动时的扭矩及一定的弯曲载荷,有时还要承受车辆启动和制动时因突然加速和减速所产生的冲击载荷。故其外花键柄部受到的应力主要为弯曲加扭转应力。内腔沟道表面则要承受传动轴传递扭矩时沿周向产生的钢球挤压,以及车辆在转向过程中钢球沿沟道方向运动所产生的磨损。
由于钟形壳工作承受极其复杂的交变载荷,为确保外花键齿面具有足够的硬度,外花键柄部具有高的强度、良好的耐冲击韧性和抗疲劳性能;内腔沟道表面具有高硬度、高耐磨性和高接触疲劳极限。钟形壳一般选用渗碳钢,再经过表面渗碳后淬火、回火处理,达到所要求的硬度、强度和韧性等使用性能要求。
本文对20CrMnTi内球笼钟形壳在热处理渗碳淬火过程中变形控制办法进行了研究。
1.技术条件
0458D型内球笼钟形壳的加工工艺路线为:锻造→正火→粗加工→热处理(渗碳淬火+回火)→精加工→成品。
尺寸及技术要求如下:内径¢53.04mm,壁厚8mm,有效硬化层0.8~1.2mm,芯部硬度35~48HRC,椭圆变形0.1mm以内。
检测仪器:洛氏硬度计、显微维氏硬度计、通止规和圆度仪。
2.内球笼钟形壳变形控制方法
0458D型内球笼钟形壳内腔沟道在渗碳淬火过程中易产生淬火变形,若变形较大,会影响后续的装配和使用,所以应控制好内球笼钟形壳的变形量。笔者分析机加工、工装、热处理工艺、淬火冷却介质、搅拌方式等都是决定淬火变形的因素,本文着重研究了淬火冷却介质、工艺及机加工对内球笼钟形壳变形的影响。
(1)合理选择油品
热处理设备为多用炉,生产初期使用某快速油淬火,超过75%的工件因内腔道变形较大而影响产品质量,笔者通过改变渗碳时间、淬火温度及保温时间、碳势及渗碳时间、油温及搅拌频率等来降低内腔变形量,结果都不理想,最佳情况是工件变形超标比例为55%,图1为0458D型内球笼钟形壳外观图,图2为钟形壳装炉方式。

图1 工件外形图

图2 工件装炉方式
采用快速油淬火,钟形壳花键部位硬化层深1.0~1.1mm,芯部硬度40~45HRC,能获得较深的淬硬层及较高的芯部硬度,但仍不能够有效减小内腔变形,抽检498只零件,55%的零件变形超标,且矫正非常困难,部分部位硬化层过深,达1.3mm以上,超出标准。表1为变形超标的0458D型钟形壳热处理后内圈尺寸,从表1中可以看出变形超标的钟形壳热处理后至少有一个方向的变形量超过偏差(偏差≤+0.10mm)范围,内径偏差超差最大达9s。
表 1
|
序号 |
内径偏差值/s |
序号 |
内径偏差值/s |
|
1 |
+6、+14.5、+13 |
6 |
-2.5、+16、+9 |
|
2 |
+17、+6.5、+10 |
7 |
+3.5、+2、+11 |
|
3 |
+7、+11、+15.5 |
8 |
+17.5、+6.5、+14.5 |
|
4 |
+5、+18、+13 |
9 |
+18.5、+6.5、+14.5 |
|
5 |
+19、+18、+11.5 |
10 |
+14、+13、-3 |
注:标准53.04mm(偏差≤+0.10mm)。
笔者分析认为应该是选择了不合适的淬火油,导致淬火后内应力较大,使得变形量较大。根据笔者相关技术经验,认为淬火油需要具备以下基本性能:
①具有较好的破膜能力,以改善淬火冷却的均匀性(即较高的特性温度)。
②足够的冷却能力,以保证有效硬化层的要求。
③较低的低温冷速,减小组织应力,利于控制变形。
④科学合理的冷却分布,有效的控制淬火工件的应力分布。所以,决定使用等温分级淬火油KR 498进行淬火。
按照ISO/DIS 9950标准规定的方法检测了原快速淬火油和KR498的冷却特性,原快速淬火油与KR498淬火油冷却特性曲线如图3所示,从图3中可以看出科润公司的等温分级淬火油KR498特性温度更高,蒸汽膜阶段短,低温冷速更慢,使得工件在淬火冷却过程中破膜能力更强,低温组织转变应力更小,在保证淬透性的前提下,能够有效地降低工件的变形量。
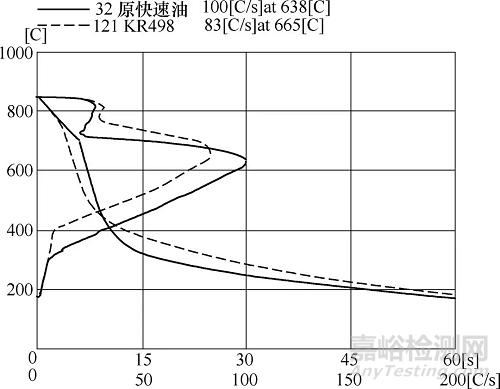
图3 冷却特性曲线
采用相同工艺,使用等温分级淬火油KR498进行淬火,油温120℃。对淬火后的工件进行检测,抽检450只零件,22%的零件变形超标,硬化层深及芯部硬度全部满足要求。
(2)合理选择工艺
图4是原淬火工艺,换用KR498淬火后,钟形壳的芯部硬度及硬化层深度均达到要求,但仍然有22%的工件变形量超出变形范围。考虑到碳势、渗碳时间、淬火温度及保温时间、淬火油温、搅拌频率等因素对变形的出现有重要影响,所以后期通过适当延长渗碳时间、提高淬火保温区碳势、提高淬火温度及保温时间、降低淬火油温、提高搅拌频率来降低钟形壳内腔的变形量;最终发现采用图5所示热处理工艺时,抽检530只零件,仅5%的零件变形超标,表2为变形超标的0458D型钟形壳热处理后内圈尺寸。
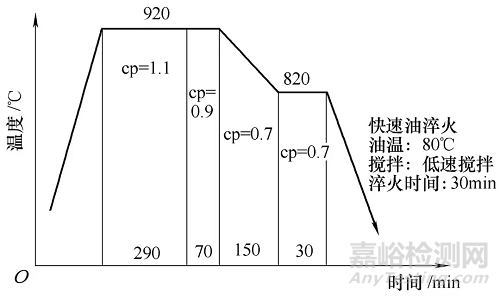
图4 原热处理工艺
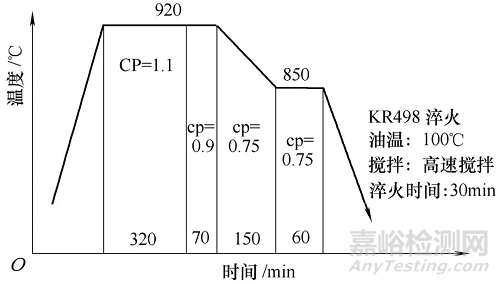
图5 改进后的工艺
表 2
|
序号 |
内径偏差值/s |
序号 |
内径偏差值/s |
|
1 |
+11、+7、+10 |
6 |
+7、+12、+7.5 |
|
2 |
+11、+6.5、+7 |
7 |
+5.5、+11.5、+6 |
|
3 |
+6、+10.5、+5.5 |
8 |
+6、+6、+11 |
|
4 |
+12、+7.5、+9 |
9 |
+6、+7.5、+12.5 |
|
5 |
+5、+4、+11.5 |
10 |
+12、+7、+7 |
注:标准53.04mm(偏差≤+0.10mm)。
(3)合理控制机加工量
换用KR498淬火后,通过调整碳势、渗碳时间、淬火温度及保温时间、淬火油温、搅拌频率等来降低内腔变形量,钟形壳的芯部硬度及硬化层深度均达到要求,但仍然有5%的工件变形量超出变形范围,从表2中可以看出采用等温分级淬火油KR498淬火时,变形超标的钟形壳热处理后均有一个方向的变形量超过偏差(偏差≤+0.10mm)范围,偏差值超差在0.5~2.5s之间,笔者想到可通过调整机加工余量适当补偿热处理过程中产生的变形。
表3为随机检测的0458D型钟形壳热处理前内圈尺寸,笔者将钟形壳内腔的机加工标准尺寸减小0.04mm,热处理前钟形壳内腔实际标准尺寸减小为53.12mm,通过此调整,仅有2%~3%的0458D型钟形壳热处理后变形超标。
表 3
|
序号 |
内径偏差值/s |
序号 |
内径偏差值/s |
|
1 |
+3、+3、+4 |
6 |
+3.5、+3、+3.5 |
|
2 |
+4、+3.5、+3 |
7 |
+5、+4、+5 |
|
3 |
+3、+5、+3.5 |
8 |
+3、+3、+3 |
|
4 |
+3、+3、+4 |
9 |
+1.5、+3、+2.5 |
|
5 |
+5.5、+5、+5 |
10 |
+2、+3、+3 |
注:标准53.16mm(偏差≤+0.06mm)。
3.结语
(1)内球笼钟形壳在进行热处理过程中,选择特性温度较高,低温冷速较慢的淬火油,能够在保证工件淬透性的前提下,有效地控制工件的变形量。
(2)在使用等温分级淬火油KR498对20CrMnTi内球笼钟形壳进行热处理过程中,控制好淬火温度、渗碳保温时间、淬火油温、搅拌频率等因素有利于降低淬火变形。
(3)合理控制机加工量也有助于控制内球笼钟形壳热处理后的装配精度。
作者:龚海华、左永平、王涛
单位:南京科润工业介质股份有限公司

来源:热处理生态圈


