您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2022-07-22 22:40
在动车组长期运营中,各种环境应力会影响线缆的使用寿命,重新更换工作量大,耗费多,需研究现役动车组小线径线缆重连修复的工艺及修复后的使用寿命。本文围绕重连后线缆性能变化及寿命评估的问题,选用压接和焊接两种不同的重连工艺,根据其故障模式分析,设计模拟服役环境的加速寿命试验,对线缆的性能状态及疲劳寿命进行评估。两种工艺重连线缆的电阻呈现逐步上升的趋势,双芯的线缆阻值上升速率约为单芯线缆的2-3倍;最短的双芯线缆重连后,可使用年限约为7.33年,而最长的单芯压接工艺可达34.46年。最终结果表明,采用两种工艺重连后的线缆均能符合产品规格书要求,均可使用超过一个高级修里程寿命,且采用压接工艺的重连线缆可靠性及寿命要优于焊接工艺。
小线径线缆重新连接工艺方法
电缆中端接头是电缆线路的薄弱环节。导线连接的质量直接关系到整个线路能否安全可靠地长期运行。目前线缆的连接方式主要为绞合连接、压接、焊接和连接器连接,在铁路中线缆连接应用比较广泛的为压接和焊接两种方式。压接用于大批量生产,连接性能好,同时对电学性能影响比较小,而焊接方法增强导电系数。压接是指用铜或铝套管套在被连接的芯线上,再用压接钳或压接模具压紧套管使芯线保持连接。铜导线(一般是较粗的铜导线)和铝导线都可以采用紧压连接,铜导线的连接应采用铜套管,铝导线的连接应采用铝套管,紧压连接前应先清除导线芯线表面和压接套管内壁上的氧化层和粘污物,以确保接触良好,如图1所示。
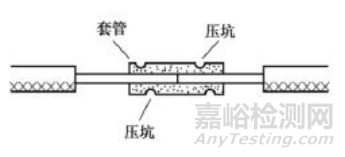
图1 线缆压接示意图
焊接是指将金属(焊锡等焊料或导线本身)熔化融合而使导线连接。电工技术中导线连接的焊接种类有锡焊、电阻焊、电弧焊、气焊、钎焊等,如图2所示。

图2 线缆焊接示意图
动车组小线径线缆出现老化或损坏时,通常去掉老化或损坏的线缆部分,除去剩余两段线缆的绝缘层,采用压接和焊接的连接方法进行,最后用热缩管完成线缆的重新连接,具体流程如图3。切线主要采用全自动电脑剥线机制备,采用气动式端头压接机进行压接,焊接则采用了无铅电焊台进行处理。
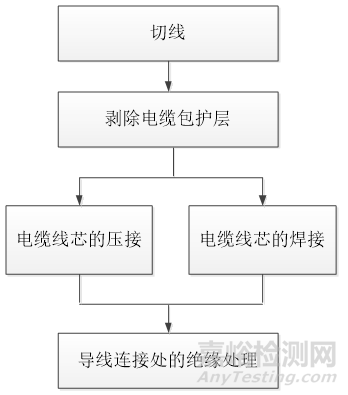
图3 线缆重新连接流程
小线径线缆失效模式分析及验证试验设计
01重连线缆失效模式分析
由于重连后的动车组线缆,在其连接处的典型失效模式和失效机理还处于新技术开发阶段,无相关数据文献可参考。从重连的结构来看,相当于在线缆上增加一个电连接器。因此可参考动车组上电连接器的失效模式和失效机理进行线缆重连的评估,根据运营经验数据,电连接器的主要故障模式包括接触不良、密封不良、固定不良、绝缘不良等。而前3种失效模式主要原因是重连结构设计不合理,加工工艺不合理,或组装工艺不良。这几类故障可通过选择合理的质量管控和试验验证可以大幅度降低此类失效发生的几率。而对于对于绝缘不良现象,主要原因是绝缘材料老化造成的。而导致绝缘材料老化的原因主要有以下几种:
1)热老化
线缆长期在高温条件下工作,使绝缘材料发生热分解及热氧裂解,导致材料分子量、结晶度和交联度改变,会使绝缘材料变脆变硬,质量减小,出现裂纹,生成离子杂质和挥发物,材料性能下降。
2)化学老化
线缆暴露在高湿环境中时,绝缘材料表面的缺陷处会把水分吸入聚合物链,这会导致材料膨胀,继而更多的液体被吸入材料,破坏材料结构,水分还会使导体氧化,增加导体电阻值。
3)机械老化
线缆在使用过程中,长期承受环境温度变化以及车体振动导致的机械应力,在这些应力持续作用下,绝缘材料表面的微观缺陷会逐步出现,并持续发展,最终导致材料出现裂纹,并贯穿材料,导致局部放电甚至绝缘击穿。
因此,根据失效模式的分析,针对重连后的线缆采用了温度、振动和电应力综合环境应力,进行产品的可靠性及性能验证试验。
02重连线缆可靠性验证试验设计
动车组重连线缆的可靠性需要验证以确保整车运行可靠性。考虑到线缆安装位置遍布整车各个部位,对不控温的区域,线缆经受温度应力,同时,动车组行进中线缆处于振动应力环境下工作,因此采取振动-温度综合试验。振动应力量级参考IEC 61373-2010中的功能随机振动和模拟长寿命振动量级,温度应力参考EN 50467-2011的温度等级规定确定,电应力采用线缆的工作电压。
为在短时间内进行试验,验证线缆寿命,采取加速试验方式进行。温度循环是造成产品耗损型故障的主要因素。在合适的范围内,低周疲劳的破坏程度与高低温温差以及温变速率有关。温差和温变速率的增大都将加快产品耗损型故障的发生。因此,根据GB/T 34986-2017,在试验中可进行调整以减少温度循环次数,从而缩短试验所需时间。
1.试验样品
振动应力量级采用单芯和双芯两种规格的线缆,具体参数如表1和表2。采用压接和焊接的连接方法对单芯线缆和双芯线缆进行重新连接。
线缆加工要求包括:单芯线和双芯线每段分别剪成10cm;每两条线缆中间采用绝缘压接管压接,加工成重新连接的线缆;每两条线缆中间采用锡焊,加工成重新连接的线缆。
表1 单芯线缆参数

表2 双芯线缆参数

2.振动应力
振动应力量级参考GB/T 21563-2008轨道交通冲击和振动试验和IEC 61373-2010中的模拟长寿命振动量级。整个试验过程中振动应力累计施加时间为15h,超过15h后的试验不施加振动应力,其振动应力施加如图4所示。
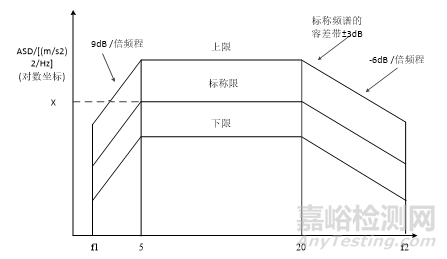
图4 振动应力ASD频谱
3.温度应力
根据在轨道交通上的预期用途和特性进行分类,我们选用的线缆主要安装在舱内,使用的环境温度范围为5~35℃,温度剖面中Tmin选择-10℃,Tmax选择70℃。温度循环曲线的剖面图按照图5进行。采用定时截尾方式进行试验,试验时间为2000h,每隔200小时定期监测线缆电阻,并记录。
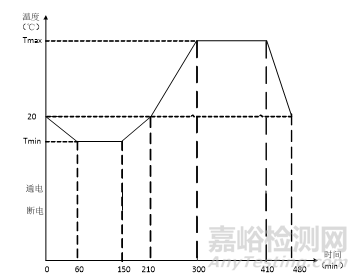
图5温度剖面图
4.电应力
此次试验在模拟长寿命振动应力施加过程中不通电,其余时间均通电,电应力为额定电应力12VDC。
结果分析与寿命评估
01.试验前线缆电阻测量结果
试验样品试验前进行线缆电阻测量,根据图6所示。
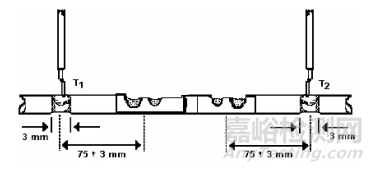
图6 电阻测量示意图
使用低电阻测试仪测试T1以及T2两端之间的电阻值,并记录,试验结果见表3所示。
表3单芯及双芯线缆电阻值
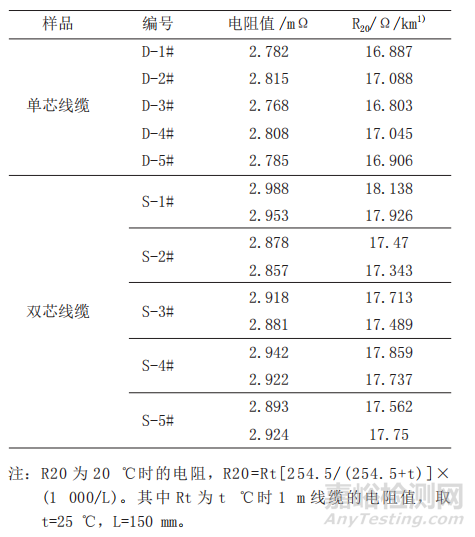
表3中结果表明,单芯和双芯的线缆电阻R20均小于规定的20 Ω/km要求,属于合格范围内样品,双芯的线缆阻值总体略高于单芯线缆。
02.重连后线缆可靠性实验结果分析
重连后,采用综合应力试验方法进行性能及寿命试验验证测试,其测试结果如表4所示。
表4 不同重连工艺单芯及双芯线缆综合试验电阻变化值(R20,Ω/km)

表4可知,重连后的小线径线缆,其平均阻值均小于规定的20Ω/km,且与完整的线缆均值相差不大,因此,可以得出两种重连的工艺均能满足线缆的连接要求。进一步对线缆的阻值变化趋势进行拟合,如图7所示。
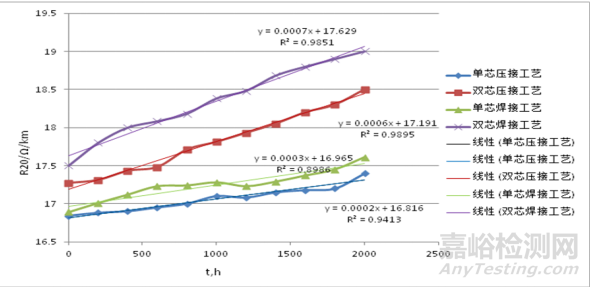
图7 重连线缆电阻变化趋势拟合图
图7中可以看出,单芯的线缆阻值变化相对于双芯较慢,单芯的阻值上升变化率为0.0002-0.0003,而双芯则达到0.0009,约为单芯的2-3倍,表明双芯线缆更易受外部环境的作用,从而导致阻值的上升。从重连工艺的角度来看,两者电阻的变化趋势相同,且变化速率相差不大,但压接工艺重连阻值总体要比焊接工艺小。可见,压接工艺电阻变化的稳定性优于焊接工艺,压接工艺方法可靠性相对更高。
03.重连后线缆寿命评估预测
动车组线缆运行期间是处于不维修状态,通常需要经历至少一个高级修里程约480万公里或5年时间后,回到主机厂维修车间后进行相应的检查更换或维修,因此对其寿命周期有较高的要求。根据图7的线性拟合公式,以其规格书规定的20Ω/km为阈值,可以得出重连后线缆的寿命终结时间。根据Coffin Manson模型,采用等损伤原则,正常使用的环境温度范围为5~35℃,温差为30℃,而实验室试验温差为80℃。
其加速因子的计算模型如下:
AF=(△T2/△T1)m
式中:
AF—加速因子;
△T1—正常使用条件下的温度差;
△T2—实验室加速条件下的温度差;
m—常数,一般线缆产品取3-5,为保守起见,计算时取3。
因此经计算后,得出线缆的寿命情况见表5所示。
表5不同重连工艺单芯及双芯线缆
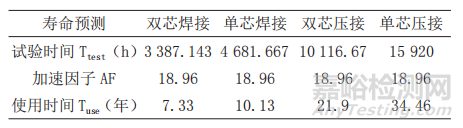
总体来看,两种重连工艺的线缆均可维持至少一个高级修里程,最短的双芯焊接工艺重连后,可使用年限约为7.33年,而最长的单芯压接工艺可达34.46年,这基本上与车体等寿命。焊接工艺使用年限相对与压接工艺要短,双芯的使用年限则比单芯的要短。通过对线缆的重连工艺研究,为后续线缆产品的检修或延迟修提供了决策依据。
结论
为了给现役动车组小线径线缆的重连维修和延寿提供数据支撑,我们对动车组线缆进行重连工艺及寿命评估试验,得出以下结论:
1)对小线径线缆分别进行压接和焊接工艺重连,结果表明重连后的线缆均能符合产品规格书要求。
2)通过长时间的疲劳寿命试验,发现线缆的电阻呈现逐步上升的趋势,双芯线缆的上升速率要高于单芯线缆。而压接工艺重连阻值总体要比焊接工艺小,压接工艺电阻变化的稳定性优于焊接工艺,压接工艺方法可靠性相对更高。
3)经模拟计算表明,两种重连工艺的线缆均可维持至少一个高级修里程,最短的双芯焊接工艺重连后,可使用年限约为7.33年,而最长的单芯压接工艺可达34.46年。因此在整体策略上可以对重连线缆进行至少一个高级修周期试运行,通过依据试运行结果对评估结果不断的进行修正。
引用本文:
吴超云、李东东、黄英龄、明志茂.动车组小线径线缆重连工艺与寿命研究[J].环境技术,2022,40(02):64-69.

来源:环境技术核心期刊


