您当前的位置:检测资讯 > 科研开发
嘉峪检测网 2021-12-09 13:06
一、什么是FMEA
FMEA 的英文全称是 Failure Mode & Effect Analysis ;
FMEA 的中文意思是失效模式和效应分析 ;
失效模式 (Failure Mode): 指制造过程无法达到预定或规定的要求所表现出的特征;如:坏品、不良设备状况等;
效应 (Effect): 指失效模式对客户(包括下工序)所造成的影响;
FMEA 是一种用来确认风险的分析方法,它包含:
确认潜在的失效模式并评价其产生的效应;
确认失效模式对客户所产生的影响;
确认潜在的产品/过程失效原因;
确认现有控制产品/过程失效的方法;
确定排除或降低失效改善方案;
设计之前预先进行风险分析,确保设计水平。
二、FMEA的特点
分析失效模式;确定失效原因;评估失效效应;
将“失效的严重性、失效发生的可能性、失效检测的可能性”这三方面进行量化;
确认改善效果。
三、FMEA的作用
FMEA 是 一种统计工具:
控制工具:
设计控制 / 生产控制 / 过程控制;
风险性分析工具;
管理工具:
识别和评估潜在的失效模式及其影响;
确定能够消除或减少潜在的失效发生的改善措施。
FMEA 可帮助我们量化确认:
哪一种失效会发生? Failure mode
发生后会造成什么影响? Effect
其影响的严重性有多大? Severity
是哪一种原因导致失效? Cause
失效发生概率? Occurrence
当前工序控制方法?Current Process Control Plan
检测失效的能力? Detection
风险优先指数? Risk Priority Number (RPN)
改善方案? Recommended action
四、风险优先指数(RPN)
RPN 评估
1 < RPN< 50
对产品有较小的危害
51 < RPN <100
对产品有中等的危害,需进一步改善
101 < RPN <1,000
对产品有严重危害,需深入调查分析
五、FMEA的应用范围
设计时间的FMEA (DFMEA---Design FMEA):
如新工序的设计,我们可以预先进行DFMEA,尽可能周全地考虑产品规格,工序操作水平、工序能力等诸多因素,使工序符合规定的要求。
生产过程的FMEA (PFMEA---Process FMEA):
针对工序间的主要坏品,可运用 PFMEA 作量化分析,在影响坏品产生的诸因素中,哪一个系统原因影响最大?是否主要原因......其它,如 CPk 低、生产过程异常等等都可以通过采用 PFMEA 直观地找出主要原因,进行改善达到应有的效应。
设备维护的FMEA (EFMEA---Equipment FMEA):
如新设备的投入运行,我们亦可以预先进行 EFMEA,分析、考虑由于设备可能造成的产品质量问题及可靠性问题等原因,预防采取措施消除不良因素;现有设备、特定的一种设备在运行中出现的设备故障等均可采用FMEA进行改善,以确保设备的正常运转。
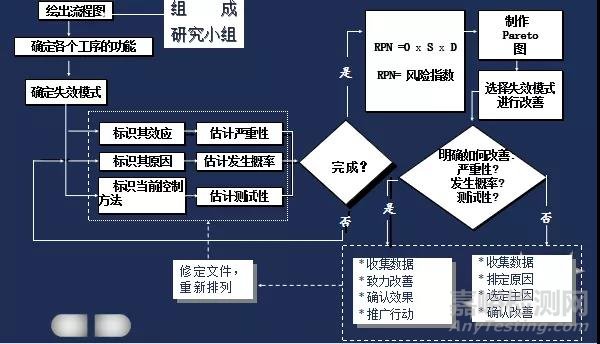
六、FMEA的程序步骤:
七、FMEA计分标准:
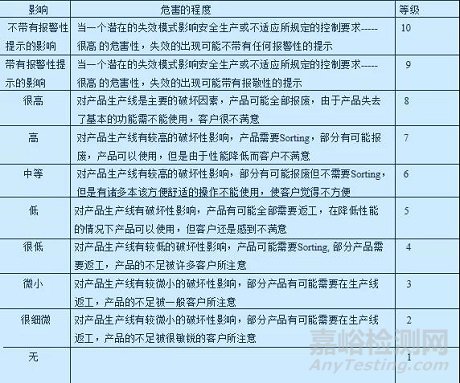
严重性(S): 对应于某潜在 失效效应的严重程度。
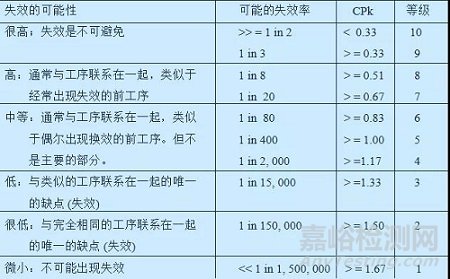
发生概率(O): 对应于原因与失效模式比例的评估
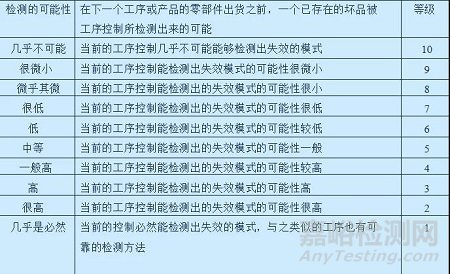
测试性(D): 在客户方发生失效的可能性的等级。
对工序或客户无影响
极为少< 1 in 1,500,000
小概率 1 in 150,000
失效较少 1 in 15,000
微量失效 1 in 2,000
测试控制
对性能有影响
偶然性失效 1 in 500
不完全的测试控制
工序/产品性能会降低但安全
低水平的控制
很严重以致不可修复或无法使用
大量 1 in 10
难于控制
非常严重 (带有
警报提示的影响)
很难控制
安全性或可靠性故障(不带有警报提示的影响)
几乎全部 >1 in 2
几乎无法控制
八、评估影响的严重程度
九、评估失效发生的可能性
十、评估检测失效的可能性
理解或行动
1
可靠的测试控制
2
客户可能忽略的失效
比较可靠的测试控制
3
对性能有微小影响
良好的测试控制
4
对性能有较小影响
5
6
一般 1 in 100
较低水平的控制
7
工序/产品性能会降低
较多 1 in 50
8
9
非常多 1 in 5
10

来源:Internet


